含钛S355J2结构钢的焊接接头组织与性能研究
2021-08-02 00:53:38李声延孙乐飞
河南冶金 2021年2期
李声延 潘 津 孙乐飞
(新余钢铁股份有限公司)
0 前言
S355J2是欧标低合金结构钢,该钢种通常在C-Mn钢的基础上添加Mn、Nb、Ti等合金。但是随着原料市场的变化,硅锰和铌铁价格的上涨给生产成本带来不小的压力。为此,新钢公司优化设计了S355J2的成分,通过降锰、去铌,以及添加少量钛合金生产该钢种,充分发挥Ti在钢中的沉淀强化和细晶强化作用,在符合性能要求的基础上降低了生产成本。
S355J2结构钢作为建造钢结构的主要材料,通常用作钢结构建筑、钢结构桥梁的建造,这些钢结构在建造过程中都需要对钢材进行焊接,在焊接条件下,母材热影响区的位置被多次加热、冷却,导致其微观组织发生显著变化,焊接部位通常是结构中最为薄弱的环节[1-4]。对焊接接头进行常规力学性能和微观组织的研究,对含钛S355J2结构钢焊接工艺制定和焊接性能评价,对该钢种的推广使用具有重要意义。
1 实验材料
实验用钢板由新钢3 500 mm可逆轧机轧制而成,一阶段终轧温度≥1 000 ℃,二阶段开轧温度≤970 ℃,终轧温度≥860 ℃,材料取自40 mm厚的S355J2结构钢板板宽的1/4处。首先在钢板的厚度的1/4处取样,进行SH-CCT测试;然后,在该实验的基础上设计出实验钢的焊接工艺,进行焊接试验,试验用焊丝为大西洋生产的CHWSG(Φ4 mm),焊剂为氟碱型SJ101焊剂,钢板及焊丝的化学成分及力学性能分别见表1和表2,母材金相组织为珠光体+铁素体,金相微观组织如图1所示。
2 SH-CCT图的绘制与焊接参数的确定
SH-CCT图的测定参照YB/T 5128—93《钢的连续冷却转变曲线图的测定方法》进行,本试验采用Formast热模拟试验机对钢的临界点进行测定,试样为Φ3 mm×10 mm的小圆柱;采用Gleeble-3800热模拟试验机对不同焊接热循环条件下的热影响区粗晶区组织转变规律进行测定和研究,试样取自厚度1/4处,试样尺寸为Φ10 mm×80 mm的小圆柱。热模拟工艺为:将试样以200 ℃/s的速度加热到1 300 ℃,保温1 s;将试样以15 ℃/s的速度从1 300 ℃降到900 ℃,保持时间30 s;然后分别以0.1 ℃/s、0.2 ℃/s、0.5 ℃/s、1 ℃/s、2 ℃/s、5 ℃/s、10 ℃/s、15 ℃/s、20 ℃/s、50 ℃/s的速度降到室温。根据热膨胀曲线和金相组织检测结果,在相关软件中绘制出实验钢的CCT相图,如图2所示。

表1 S355J2钢及焊丝化学成分 %

表2 S355J2钢及焊丝熔敷金属的力学性能
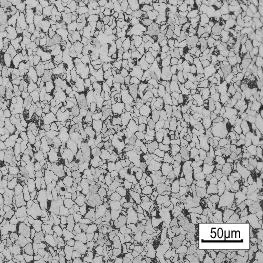
图1 S355J2金相组织

图2 S355J2钢SH-CCT曲线
从图2可以看到,S355J2钢热影响区的组织主要由铁素体(F)、珠光体(P)和贝氏体(B)组成,随着冷却时间t8/5的增加,焊接热影响区的B含量逐渐降低,F+P含量逐渐增多,硬度逐渐降低。当冷速从60 ℃/s下降到5 ℃/s时,热影响区组织中的B含量从50%降低到10%以下,基本只有F+P组织。从有利于冲击韧性的角度考虑,应尽量减少热影响区B组织的含量,这就要求热输入不能太小,但是也要防止热输入过大,出现粗晶脆化现象,依据SH-CCT图,比较适合的冷却时间t8/5在20~50 s之间。而t8/5与焊接热输入密切相关,根据稻垣道夫等人建立的经验公式对t8/5与焊接热输入的关系进行计算[5]:

式中:K——焊接能量系数;E——焊接热输入,kJ/cm;n——焊接能量指数;β——接头系数;T——特征温度;T0——被焊件的初始温度,℃;δ——板厚,mm;δ0——板厚补偿项;α——板厚修正系数。数值按照板厚40 mm埋弧焊工艺取值,K取950;n取0.95;β取1;δ0取12;α取3,计算结果如图3所示。

图3 热输入与t8/5关系曲线
根据SH-CCT图,S355J2钢的焊接冷却时间t8/5在20~40 s较为合适,此时热影响区组织中的贝氏体含量低,并且晶粒没有发生明显长大。根据图3计算结果,其热输入范围应在25~50 kJ/cm。因此,在进行埋弧焊焊接工艺试验时,取热输入范围的上、下限进行试验,将热输入分别定为25 kJ/cm和50 kJ/cm。
3 S355J2斜Y型坡口焊接裂纹试验
钢板厚度越厚,焊接过程中产生的拘束应力越大,厚度超过30 mm的低合金高强钢,若碳当量过高或者焊接条件恶劣,那么在焊接过程中就有产生冷裂纹的风险,为了避免冷裂纹的出现,通常会采用焊前预热这种方法来降低焊接应力[6],但是这种方法会增加成本,并且严重降低作业效率。为了评判S355J2钢的焊接冷裂纹倾向,对40 mm厚的钢板进行斜Y坡口焊接裂纹试验。试验按照GB4675.1—84《斜Y型坡口焊接裂纹试验方法》规定进行。
3.1 计算原理
表面裂纹率的计算采用的公式:

式中:Cf——表面裂纹率,%;∑lf——表面裂纹长度之和,mm;L——试验焊缝长度,mm。
将试件采用适当的方法着色后拉断或弯断,然后检测其根部裂纹,本次试验是将试件放在加热炉中,400 ℃烘烤两个小时,观察其根部是否有氧化色,根部裂纹率的计算采用的公式:

式中:Cr——根部裂纹率,%;∑lr——根部裂纹长度之和,mm;L——试验焊缝长度,mm。
对试件的5个横断面的裂纹进行检查(横断面的位置:按试验焊缝宽度开始均匀处与焊缝弧坑中心之间的距离四等分而确定),测出裂纹的高度,再分别计算出这5个横断面的裂纹率.然后求出其平均值来。断面裂纹率的计算方法如下:

式中:Cs——断面裂纹率,%;H——试验焊缝的最小厚度,mm;Hc——断面裂纹的高度,mm。
试验钢板为40 mm厚的S355J2钢板,焊丝采用Φ1.2 mm ER50-6焊丝,不预热焊接。焊接热输入为14 kJ/cm,与钢板对接时打底焊所采用的焊接热输入基本保持一致,焊接工艺参数见表3。焊后放置48 h后,经砂纸研磨,抛光,然后用3%硝酸酒精腐蚀。试验结果及焊接实物分别见表4、图4和图5。
经检验,焊前不预热时,焊后试样的根部、表面及断面均无裂纹,说明试验钢的抗裂性较好,在焊前可以不预热。

表3 S355J2钢斜Y坡口焊接裂纹试验工艺参数

表4 S355J2钢斜Y坡口焊接裂纹试验结果

图4 斜Y坡口焊接裂纹试验横断面

图5 斜Y坡口焊接裂纹试验根部断面
4 S355J2钢焊接工艺试验研究
4.1 试板坡口制备
按照GB 986—2008《埋弧焊焊缝破口的基本形式和尺寸》对坡口进行加工,试板坡口尺寸如图6所示,采用双Y型坡口[7]。

图6 坡口尺寸
4.2 焊接试验
为了了解40 mm厚S355J2焊接接头的基本力学性能及其微观组织,对S355J2钢进行了焊接接头对接实验。焊接完后分别对焊接接头的拉伸、弯曲、冲击、硬度和金相组织进行了试验和分析。由于组织决定性能,通过接头金相组织来推测接头的性能,从而判断选用的焊接材料和焊接工艺参数是否合理。为了对焊接接头的不同组织进行微观分析,采用LEICA MEF4光学显微镜对不同热输入焊接接头试样的母材区、热影响区、焊缝区的显微组织进行了观察,以此来分析热输入和组织之间的关系。金相腐蚀液采用的是3%的硝酸酒精溶液。
40 mm厚S355J2钢焊接工艺参数见表5,对接接头的宏观形貌片如图7所示。
从图7可以看出,焊接接头没有出现夹杂、气孔等焊接缺陷,焊接热影响区范围较宽,焊缝组织可以用看出柱状晶形态。由于采用多层多道焊,焊缝组织及热影响区都受到了热循环的作用,由于在相邻焊层之间彼此具有热处理的作用,因此从提高焊接质量来看,多层焊比单层焊更为优越。

表5 S355J2埋弧焊参数
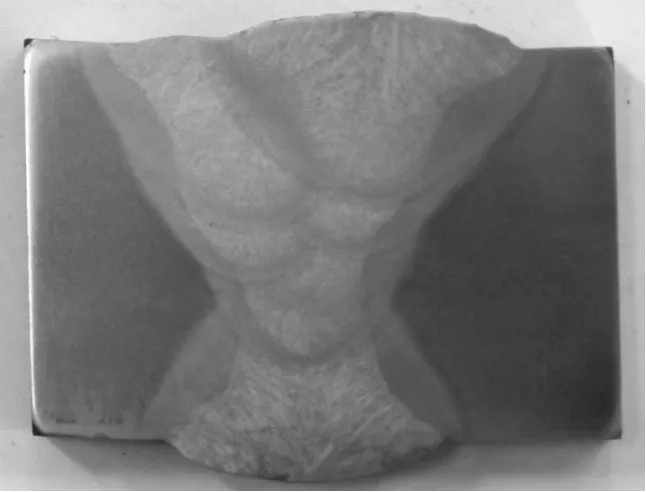
图7 S355J2钢对接接头宏观形貌
4.3 实验结果与讨论
S355J2钢焊接接头各区域金相组织如图8所示。
图8(a)为焊缝区金相组织,焊缝组织为先共析铁素体(PF)+侧板条铁素体(FSP)+针状铁素体(AF)。其形成过程是,焊接时焊丝熔化形成熔池,液态金属依附在熔合区基体金属的晶粒表面进行结晶、形核,然后晶体沿着散热最快的方向往焊缝中心长大,最后形成柱状组织。当柱状晶到Ar3以下时,在较高温度下由奥氏体晶界首先析出PF,呈条状和块状分布在奥氏体晶界;温度继续降低,则会从奥氏体晶界析出FSP,呈镐牙状;而未转变的晶内奥氏体在进一步冷却过程中,将会转变成AF。FSP对裂纹扩展的阻碍作用较小,损害焊缝区域的冲击韧性。
图8(b)为熔合区组织,熔合区的组织为铁素体(F)+珠光体(P)+贝氏体(B)。在焊接条件下,熔化过程是很复杂的,热能的扩散也极不均匀,该区域为局部熔融状态,组织粗大,而且化学成分很不均匀,韧性、塑性都很差,为焊接接头的薄弱环节。
图8(c)为过热区(CGHAZ)组织,薄板粗晶区的组织为F+P+少量B,F沿着原奥氏体晶界析出,在焊接条件下,由于冷却速度较快,出现了少许B组织,B是一种硬脆相,会造成硬度值升高,塑韧性下降。
图8(d)为细晶区(FGHAZ)组织,该区的组织为等轴F+P。在焊接条件下,母材被加热到Ac3以上部位,发生重结晶但是没有发生晶粒长大,在冷却时得到均匀、细小的铁素体和珠光体。由于晶粒细化,此区的塑性、韧性、强度都比较好。可以看出,从粗晶区往细晶区过渡时,B逐渐减少,直至消失。

图8 S355J2钢焊接接头各区域金相组织
S355J2钢焊接接头硬度分布曲线如图9所示。 从图9可以看出,焊接热影响区的硬度值要高于母材,靠近熔合线附近的CGHAZ和FGHAZ为整个热影响区最高的部位。这是因为在热循环条件下,CGHAZ和FGHAZ的母材被完全奥氏体化,快速冷却时形成不平衡组织,如贝氏体组织,使硬度值升高;FGHAZ由于晶粒细小,产生细晶强化作用,硬度值升高。由于母材的碳当量低,整个热影响区并没有出现淬硬组织,最高硬度值不超过200 HV3。此外,母材的硬度值在焊接接头处最低,拉伸时易从母材处断裂[8]。焊缝区域的硬度值要高于母材,这是因为焊缝区域的针状铁素体组织提高了该区域的硬度和强度,焊缝的硬度值随着热输入的增大而逐渐减少。

图9 S355J2钢焊接接头硬度分布曲线
焊接接头拉伸、弯曲试验结果见表6,进行拉伸试验时接头断裂部位都处于母材部分,说明焊缝及热影响区的强度比母材要高,这与焊接接头的硬度分布也保持了一致,整个焊接接头的硬度值最低的部位也是母材部分。弯曲试验结果表明热影响区及焊缝的塑性良好。从试验结果可以看出,采用该工艺进行焊接时焊接接头能获得合格的拉伸强度及弯曲性能。
焊接接头冲击试验结果见表7,焊接接头整体冲击性能良好。随着热输入的增加,冷却速度减慢,焊缝区域和热影响区的贝氏体组织逐渐增多,造成冲击功下降。但是由于母材在成分设计时,选用的低锰增钛的路线,这会带来两个方面的好处:一是低锰成分会降低热影响区生成贝氏体的量;二是钛会阻碍过热区的晶粒长大,使得在较大线能量条件下,过热区不会发生粗晶脆化。在这二者的共同作用下,使得含钛S355J2钢能在较宽的热输入范围内保持良好的焊接性能。

表6 S355J2钢焊接接头拉伸、弯曲性能

表7 S355J2钢焊接接头冲击性能

图10 S355J2钢焊接接头拉伸、弯曲试样
图10 为焊接接头拉伸及弯曲试验结果宏观照片。可以看出,焊接接头拉伸断裂的位置都处于母材部分,这说明焊接接头的强度能达到要求,另外断裂位置有一定的颈缩,说明母材具有好的塑性。从弯曲试验结果可以看出,整个焊接接头都没有出现裂纹,而且焊缝区域也没有夹杂、气孔等缺陷,焊接接头的塑性变形能力良好。
根据以上焊接工艺试验,推荐的S355J2钢板(10~50 mm厚)的埋弧焊接头对接工艺见表8。 (2)含钛S355J2钢焊接性能优良,热影响区冲击功与母材相当,能完全满足工程要求。
5 结 论
(1)对含钛S355J2钢SH-CCT曲线进行分析,确定了适合该钢种的焊接热输入范围在20~50kJ/cm。

表8 S355J2钢板焊接对接参数
[2]谭震国,胡庆超.低合金高强度结构钢焊接性能研究[J].金属加工(热加工),2014(18):46 - 48.
[3]徐向军.高强度桥梁结构钢及其焊接技术[J].焊接,2007(6):37 - 40.
[4]郭毅敏,王志兴,郑礼刚. 空腹格构式桥梁钢结构焊接变形的控制[J].焊接技术. 2020, 49(7):78 - 91.
[5]邹广华.焊接冷却时间t8/5的计算与分析[J].石油化工设备.1997,26(4):18 - 22.
[6]王黎明,王晓,左秀珍,等.钢零件焊接预热温度的确定[J].黑龙江八一农垦大学学报,2002,14(3):40 - 43.
[7]GB 986 - 2008.埋弧焊焊缝破口的基本形式和尺寸[S].
[8]胡小建.C - Mn钢焊接接头的解理断裂行为的研究[J].焊接技术,2002,31(1):10 - 11.
猜你喜欢
山东冶金(2022年3期)2022-07-19 03:24:54
中国金属通报(2022年1期)2022-06-02 02:09:56
锻压装备与制造技术(2021年2期)2021-07-19 08:51:14
四川冶金(2018年1期)2018-09-25 02:39:24
大型铸锻件(2015年4期)2016-01-12 06:35:27
应用科技(2015年5期)2015-12-09 07:10:09
焊接(2015年2期)2015-07-18 11:02:38
焊接(2015年8期)2015-07-18 10:59:13
上海金属(2014年5期)2014-12-20 07:58:43
汽车零部件(2014年5期)2014-11-11 12:24:34