
新一代中型运载火箭级间段配平技术
2021-07-30 06:58:38张粤萌田超群
机械工程与自动化 2021年2期
刘 洋,徐 寅,张粤萌,樊 宇,田超群
(天津航天长征火箭制造有限公司,天津 300462)
0 引言
我国新一代中型运载火箭各级发动机均使用液氧煤油发动机,级间分离采用冷分离方式。为保证分离的安全性,新一代中型运载火箭的级间分离采用二次分离形式,此为我国运载火箭级间分离首次采用。为顺利实现两次分离,级间段分为前级间段和后级间段两部分。在箭体飞行过程中,首先是前、后级间段分离(第一级间分离面),一级箭体与二级箭体完成分离;然后是前级间段与煤油箱分离(第二级间分离面),前级间段被二级箭体抛离。
分离系统按其功能主要由三部分组成,即连接解锁装置、分离冲击装置和火工品引爆装置。级间段两个分离面之间的分离解锁结构均为爆炸螺栓,沿前级间段周向均匀分布有四根分离弹簧提供第二次级间分离的分离冲击,在第二级间分离面爆炸螺栓起爆解锁后,前级间段必须顺利离开二级箭体,避免前级间段与发动机之间发生碰撞,才能不影响二级箭体的点火和继续飞行。为了保证分离的成功,除要求级间分离弹簧提供的分离力差值处在正常范围内、各分离插头及分离插管的分离力沿箭体轴向分布均匀外,前级间段的横向质心偏差对级间分离的影响也至关重要。本文基于工程实际提供了一种便捷、有效的级间段配平方法,首先测试级间段的横向质心,再进行配平直至达到要求,然后将配平的结果再次检查,若仍能满足要求,则认为前级间段的横向质心在要求的范围内,允许用于后续的飞行试验。
1 前级间段结构和配平结果要求
前级间段采用外翻框结构,前端框与二级煤油箱后短壳通过爆炸螺栓连接,后端框与后级间段通过爆炸螺栓连接。为保证总装过程中的产品定位,各工艺分离面均存在定位销孔,用于总装过程中定位销的安装。前级间段理论直径为3 350 mm,轴向尺寸为2 730 mm,分离时的结构总质量约为750 kg。为保证分离的可靠性,前级间段的横向质心必须控制在壳体轴线Φ10 mm的范围内。
2 质心配平的实现
2.1 坐标系建立
定义前级间段质心测量的参考坐标系:X轴为箭体纵轴方向;Y轴位于I~III象限组成的平面内,指向III象限为正;Z轴位于II~IV象限组成的平面内,指向IV象限为正。前级间段坐标系定义示意图如图1所示。

图1 前级间段坐标定义示意图
横向质心配平要求横向质心允许分布在箭体理论轴线Φ10 mm的范围内,即横向质心坐标(y,z)距离理论轴心的距离满足式(1):
(1)
2.2 横向质心配平设备结构
针对配平要求,我们设计了如图2所示的前级间段横向质心测试设备(以下简称“工装”),用于测试前级间段的质量及横向质心位置。前级间段支撑结构用于承载前级间段,并将前级间段的质量分布传递给均布在支撑结构圆周上的三处质量传感器。质量传感器的安装示意图如图3所示,各点的质量数据回传给数据处理系统进行处理,最终得到前级间段横向质心的位置坐标。为保证测量结果的精确性,支撑结构通过定位销与前级间段实现连接。
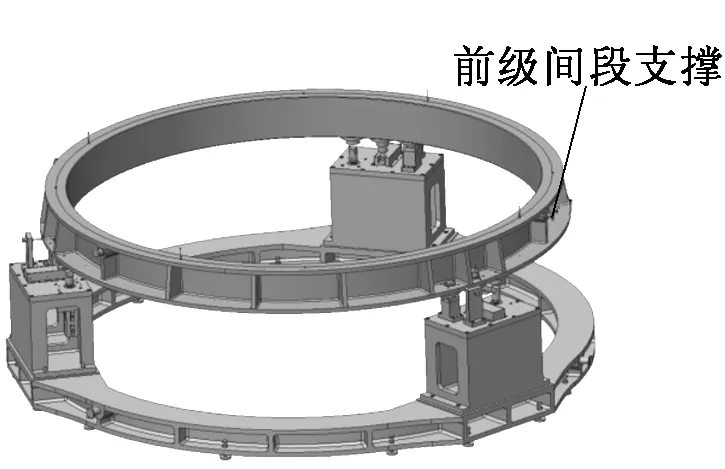
图2 横向质心测试设备
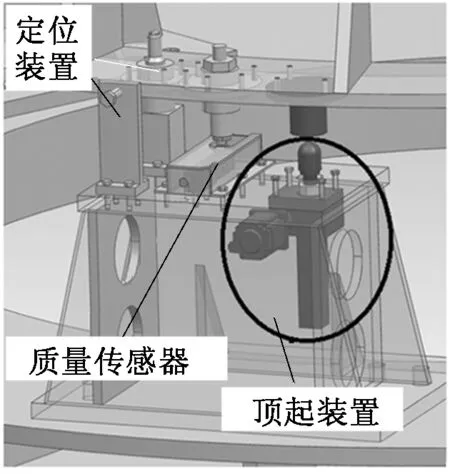
图3 传感器的安装示意图
传感器与工装固连,为使横向质心坐标与箭体结构的坐标方向一致,传感器的位置坐标应与箭体的坐标系一致,工装与前级间段之间的固定连接通过定位销的孔位来保证。经过精确测量,得到三个传感器在箭体坐标系中的位置坐标,如表1所示,传感器测量的位置坐标示意图如图4所示。

表1 传感器在箭体坐标系中的位置坐标
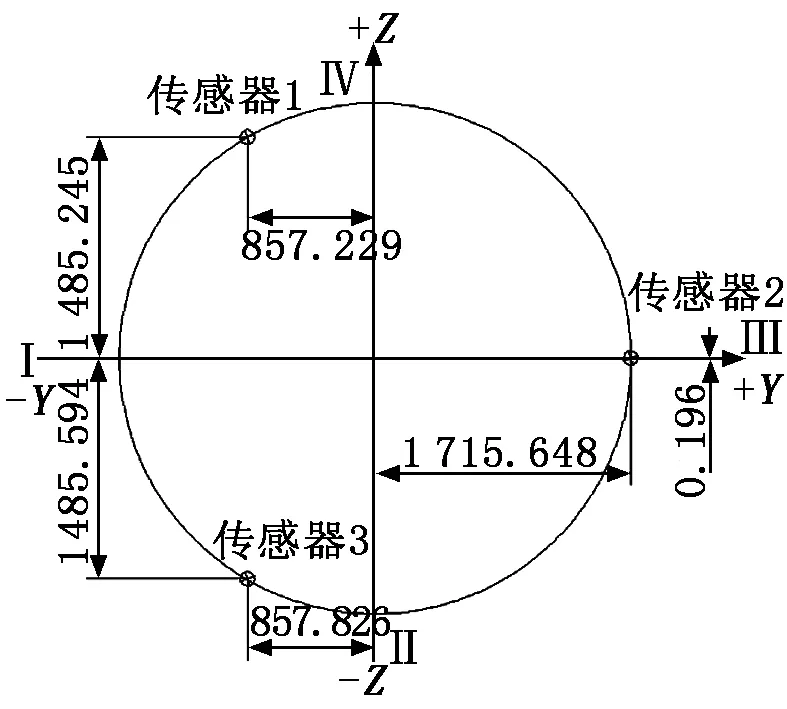
图4 传感器测量的位置坐标示意图
2.3 横向质心测试
首先对配平设备进行调平和标定,确认结果无误并记录支撑结构自身的质量数据后将前级间段吊装到称重装置上并实现可靠连接,如图5所示。

图5 前级间段配平过程实景图
若此时传感器1、传感器2、传感器3得到的质量值为m1、m2、m3,则前级间段的横向质心坐标为:
(2)
前级间段的横向质心距离理论轴心的距离为:
(3)
2.4 横向质心配平
根据设备测量的结果,通过在给出的配重安装孔上安装配重块来调节级间段整体的横向质心,直至满足要求。若产品的质量为M,其实测质心距理论轴心的距离为s,则配重块的质量为:
(4)
其中:R为配平装置安装位置到理论轴线之间的距离。
配重块安装的位置选择与配重前质心相对的位置处。在前级间段内部沿周向均布8处配重块安装接口,实际配平过程中无法达到完全相对,只能选择与之相近的合适位置安装配重块,配重块按0.5 kg递增,直至横向质心满足要求为止。前级间段的横向质心配平流程见图6。

图6 前级间段配平流程
2.5 结果复验
为保证配平的正确性,在配平完成后,将前级间段沿箭体轴线方向旋转一定角度,若实测的横向质心依然在要求的范围内且坐标位置接近,则可进一步验证配平结果的有效性。由于箭体坐标系依然与前级间段维持状态相同,固连在工装上的三个传感器在箭体上的位置则发生了变化。本工装选择将前级间段沿箭体轴向旋转150°的方法重新安装定位销,得到复查坐标系中各传感器的位置坐标,如表2所示,坐标系中传感器的坐标位置示意图如图7所示。
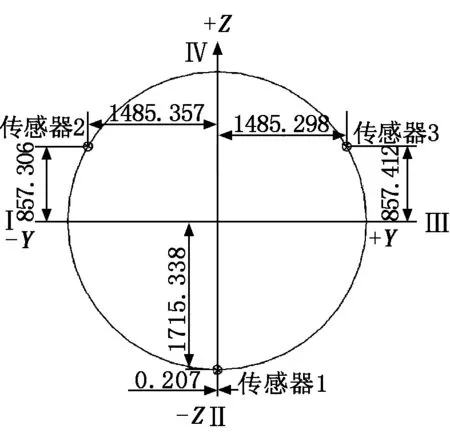
图7 复查坐标系中传感器的坐标位置示意图
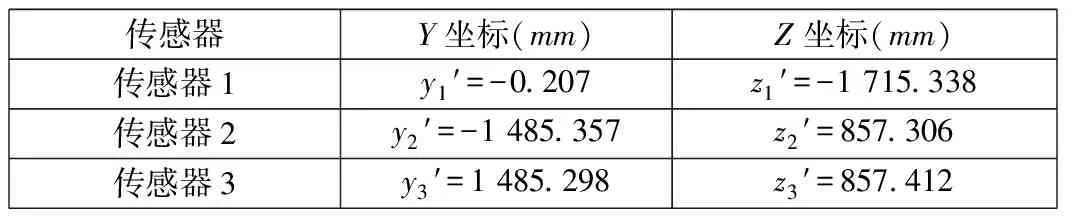
表2 坐标系中各传感器的位置坐标
在实际总装过程中,实测的级间段配平前后横向质心的相关位置如表3所示。在误差允许的范围内,所得结果趋向于一致,且配平后的结果和检查结果显

表3 前级间段实际配平数据
示的质心偏移方向相同,配平结果满足要求。
3 结语
针对我国新一代中型运载火箭的飞行需求,我们提出了其级间段配平的一种具体的操作方法,并设计了一款用于级间配平的工装设备。在实际生产过程中,对我国新一代中型运载火箭的横向质心进行了配平,使其横向质心达到飞行要求,保证了前级间段的顺利抛离,为飞行中级间分离的圆满完成奠定了坚实的基础,并且随着我国新一代中型运载火箭的首飞成功,本配平方法也得到了充分的验证。
猜你喜欢
航天制造技术(2022年4期)2022-09-30 05:50:20
导弹与航天运载技术(2022年2期)2022-05-09 09:04:16
学习周报·教与学(2020年25期)2020-10-21 11:00:28
中学生数理化·中考版(2018年10期)2018-12-07 00:44:56
理科考试研究·高中(2017年7期)2017-11-04 17:31:35
航空模型(2017年3期)2017-07-28 20:56:40
科技风(2017年21期)2017-05-30 21:23:34
太空探索(2016年12期)2016-07-18 11:13:43
铁道通信信号(2016年6期)2016-06-01 12:10:20
海军航空大学学报(2015年1期)2015-11-11 17:18:17
