
FANUC 0i TC数控车床手轮故障处理*
2021-07-30 07:59:44刘媛媛吴维梁
机械工程与自动化 2021年2期
刘媛媛,吴维梁,高 沛
(山西职业技术学院,山西 太原 030006)
1 FANUC 0i TC数控车床故障现象
客户有一台型号为TK-40A的数控车床,配套FANUC 0i TC系统。机床由于生产任务不饱满长时间闲置,当有加工任务时,操作机床发现在手轮方式下旋转手轮,机床坐标和机床都不变化(如同没有移动手轮一样),且无任何报警,但在手动、自动方式下机床各轴运动正常。
2 故障分析
FANUC手轮控制是由PMC进行处理,对应系统参数设置来实现其正常工作。所以通过PMC诊断能方便、快速地进行手轮故障定位,从而排除故障。根据机床的电气原理图、FANUC PMC地址定义和FANUC系统参数说明书,我们通过和手轮相关的PMC地址及FANUC系统参数对该数控车床手轮故障进行分析。和手轮相关的PMC地址及FANUC系统参数如表1所示。
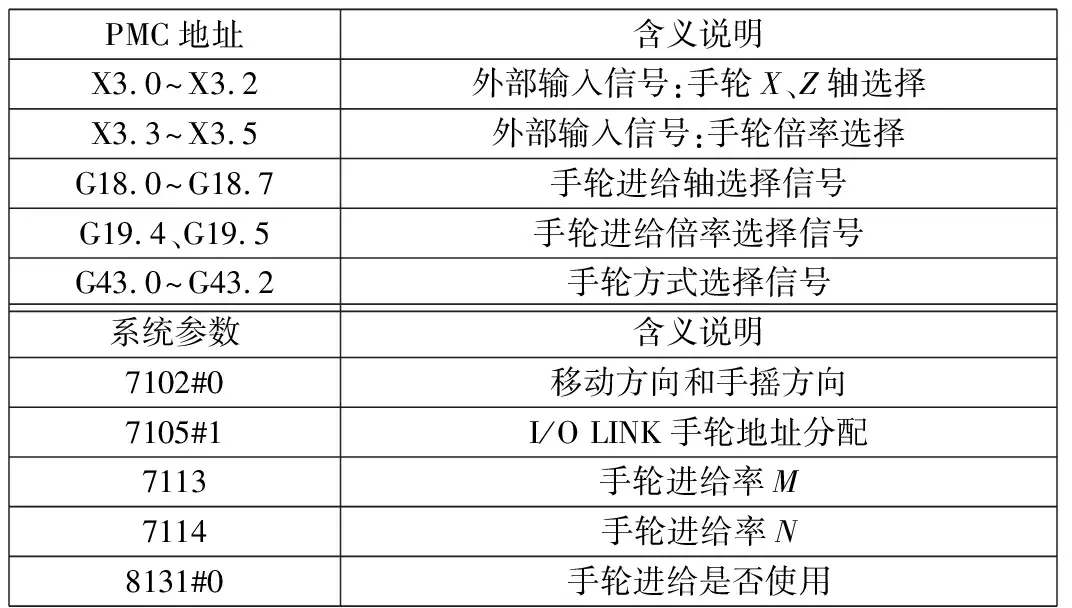
表1 和手轮相关的PMC地址及FANUC系统参数
电子手轮的脉冲发生器有4个端子,如图1所示。其中OV和Vcc为输入电压,A、B为CNC输出的相位差为90°的脉冲信号。当A相脉冲超前B相脉冲时,机床向正向运动;当A相脉冲滞后B相脉冲时,机床向负向运动。

图1 电子手轮脉冲发生器端子 图2 机床轴选开关SA2
机床轴选开关SA2如图2所示,当手柄旋到不同位置时,对应的PMC输入信号X3.0~X3.2处于不同的状态,并通过PMC逻辑运算后使得CNC中的G18.0~G18.4状态发生变化,从而发出对应轴的选择指令。与手轮相关的PMC参数G18、G19见表2。表2中,G18#0即为G18.0,G18#1即为G18.1,G18#2即为G18.2,以此类推;G19#0即为G19.0,G19#1即为G19.1,以此类推。
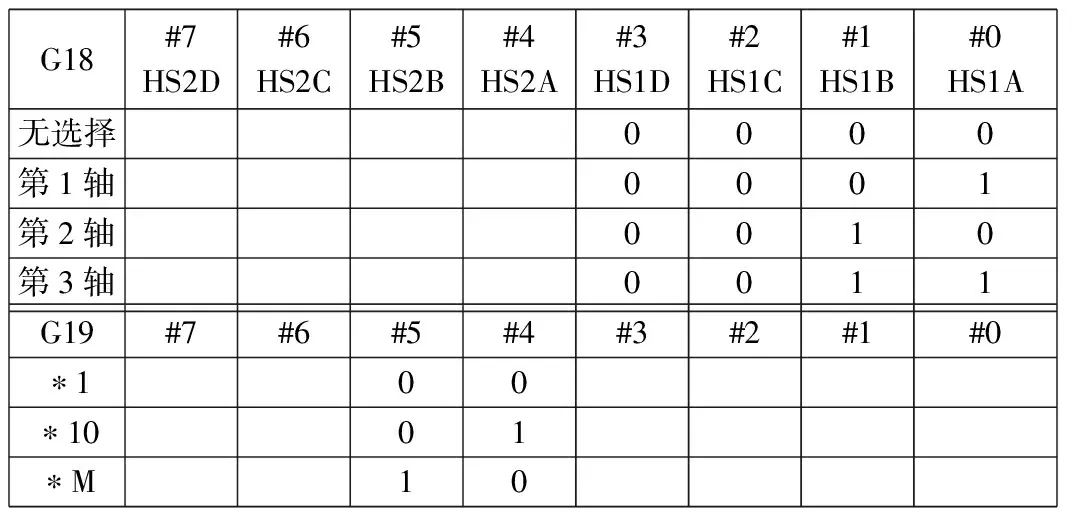
表2 与手轮相关的PMC参数G18、G19
3 故障排除
根据手轮的控制和工作原理,手轮不能正常工作的原因可能有:
(1) CNC操作方式选择不正确。
(2) 手轮自身故障。
(3) 手轮接线不正确或有断线。
(4) I/O模块故障或I/O地址分配错误。
(5) 系统参数设定错误。
结合以上的分析,基于PMC的故障诊断思路,我们按以下顺序进行故障排除。
(1) 选择“手轮操作模式”,并通过PMC的G43信号状态进行判断,发现G43的状态为00000100,说明手轮方式有效。PMC手轮方式选择信号G43的信号状态如图3所示。

图3 PMC手轮方式选择信号G43的信号状态
(2) 对手轮进行“X轴选择”,并通过PMC的G18信号状态进行判断,发现G18的状态为00000001,说明X轴选择有效。PMC手轮进给轴选择信号G18的信号状态如图4所示。

图4 PMC手轮进给轴选择信号G18的信号状态
(3) 对手轮进行“*10倍率选择”,并通过PMC的G19信号状态进行判断,发现G19的状态为00010000,说明*10倍率选择有效。PMC手轮进给倍率选择信号G19的信号状态如图5所示。

图5 PMC手轮进给倍率选择信号G19的信号状态
(4) 手摇脉冲发生器,并通过PMC的X12(在本系统中给手摇脉冲发声器分配的信号是X12)信号状态进行判断,发现X12也有加、减数,说明手摇脉冲发生器也是好的。PMC手摇脉冲发生器信号X12的信号状态如图6所示。

图6 PMC手摇脉冲发生器信号X12的信号状态
(5) 通过PMC诊断发现操作模式、轴选择、倍率选择及手摇脉冲发生器都是好的,但机床却在手轮方式下不能动作,在手动方式下工作正常。
(6) 为了进一步查明原因,在故障机床上更换了手轮、I/O模块,故障依旧。后来将故障机床的系统安装在另外一台机床上(系统型号相同),灌入参数后发现系统正常(另一台机床采用了两块I/O单元)。故障机床系统和另一台机床系统与I/O单元连接图分别如图7、图8所示。

图7 故障机床系统与I/O单元连接图
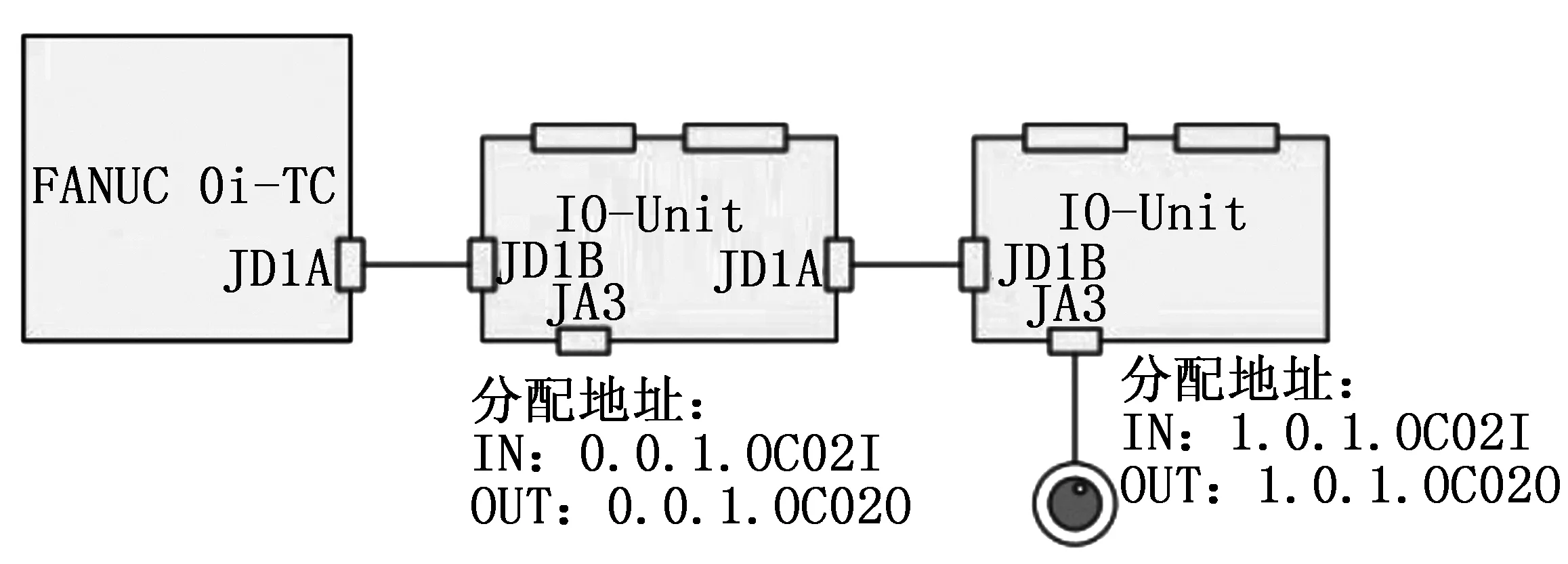
图8 另一台机床中系统与I/O单元连接图
(7) 替换了所有可能存在故障的硬件后故障依旧存在,后来又重新进行了I/O分配、恢复参数等操作还是没有解决问题。在进行处理的过程中发现发生故障的机床只用一组I/O模块,手轮地址分配在第一模块上,但把系统换到两组I/O模块、手轮地址分配在第二模块上的另一台机床上后系统正常。故障机床和正常机床的手轮地址分配对比如图9所示。在发生故障的机床上增加了一组I/O模块,并重新进行了X地址分配,让手轮使用第二模块X地址,手轮正常了。由于生产任务比较紧张机床就先这样使用了,等生产任务不忙的时再进行系统修复。

图9 故障机床和正常机床的手轮地址分配对比
4 结束语
机床维修应结合实际情况,根据机床的控制原理进行故障诊断与排除。对故障现象应进行大胆推断,仔细研究,并根据现场现有的条件进行零部件的替换和维修,尽量减少机床的维修时间,提高机床使用率。
猜你喜欢
中国设备工程(2024年10期)2024-06-02 16:40:20
中学生数理化·八年级物理人教版(2023年11期)2023-12-26 07:50:10
中国设备工程(2022年12期)2022-07-11 04:33:00
数学物理学报(2022年3期)2022-05-25 13:33:28
设备管理与维修(2021年1期)2021-03-05 04:06:42
制造技术与机床(2019年2期)2019-03-06 07:11:42
中成药(2017年12期)2018-01-19 02:06:54
制造技术与机床(2017年11期)2017-12-18 06:47:01
新乡学院学报(2016年3期)2016-09-20 09:20:15
设备管理与维修(2016年7期)2016-04-23 06:51:34
