ZL29型滤棒成型机组滤棒加速器的改进
2021-07-28 10:16:22孙冬阳叶长毅杨沛雷李晨旭王建强杨喜玲尚小艺卜海福
烟草科技 2021年7期
孙冬阳,叶长毅,周 凯,杨沛雷,李晨旭,张 宏,王建强,杨喜玲,尚小艺,卜海福
1.许昌烟草机械有限责任公司,河南省许昌市魏都区永昌路6号 461000 2.贵州中烟工业有限责任公司,贵阳市小河区开发大道96号 550000
ZL29型滤棒成型机组是引进德国HAUNI公司KDF4机组技术,经转化设计而成的单通道滤棒生产设备[1-3],由YL19型开松上胶机和YL29型滤棒成型机组成,最大生产速度为600 m/min,是目前国内滤棒生产的主流机型之一。该机组的滤棒输出系统主要是将经刀盘上的刀头切割后的滤棒通过滤棒加速器进行加速[4],再利用鼓轮将合格滤棒输送至下游设备,因此滤棒加速器是ZL29机组滤棒输出系统的重要组成部分。但滤棒加速器在工作一段时间后,由于负压腔内粉尘堆积容易造成加速轮吸风孔处吸风不稳定等问题,影响滤棒加速器工作稳定性,因此需要定期对其进行拆卸清理。针对粉尘堆积问题,施学贵等[5]对颗粒在湍流气流中的受力情况进行了分析;黄优等[6]从微观角度分析了粉尘颗粒在气流中受力对颗粒运动轨迹的影响;支学艺等[7]研究了堆积粉尘返回气流的相关条件。但对于滤棒加速器负压腔内粉尘堆积及改进的研究则鲜见报道。为此,根据粉尘颗粒在气流中受力以及负压腔内气流分布情况,对ZL29机组滤棒加速器进行了改进及仿真分析,以期提升滤棒加速器工作稳定性,提高成型机组运行效率。
1 问题分析
1.1 存在问题
ZL29机组滤棒加速器主要由同步带轮、张紧轮、齿形带、驱动轮、加速器板、电机、负压软管、支架、加速轮等部分组成,见图1。当滤棒加速器工作时,由电机6带动驱动轮4,通过齿形带3驱动加速轮9旋转;负压软管7与加速轮9的风阀相连,在加速轮处产生负压吸风,吸附滤棒并对滤棒进行加速。当经刀盘上的刀头切割后的滤棒通过V型导轨输送到加速轮时,由于加速轮吸风孔处产生吸附力,滤棒被吸附在加速轮上,随加速轮旋转并跟随加速轮旋转半径的变化而得到连续加速。
在滤棒加速过程中,当滤棒吸附于加速轮上时,通过加速轮吸风孔处的吸风会将切割滤棒时产生的粉尘,以及滤棒在输送过程中成型纸与导轨摩擦产生的粉尘吸入负压腔内。当大量粉尘无法及时排出时则会堆积在负压腔内,造成加速轮吸风孔处吸风不稳定,影响滤棒加速器工作稳定性,进而出现滤棒掉棒、飞棒、褶皱等问题。
1.2 原因分析
滤棒加速器中的负压软管主要用于提供负压吸风,同时具有除尘功能。负压软管的一端连接负压腔,当负压腔内粉尘受到负压吸风作用时,大部分粉尘被吸入负压软管中并通过软管排出。由于加速器结构紧凑且负压腔内气流方向单一,气流不可能流过整个负压腔,即负压腔内存在气流死角或气流速度过低区域。当粉尘附着在负压腔内气流死角位置时会逐步堆积,造成负压腔内堵塞,进而影响加速轮吸风孔处吸风的稳定性。由图2a可见,负压腔体主要是轴承座内部空间。应用Creo软件对负压腔体进行三维建模(图2b),并通过Ansys有限元分析软件对负压腔内气流路径进行仿真模拟[8-9]。图2c中显示右上角部分没有气流经过,因此粉尘容易在此处堆积,这与现场拆卸滤棒加速器后观察到的负压腔内积灰位置相吻合。
2 改进方法
由于ZL29机组滤棒加速器结构紧凑且负压腔内部空间小,为了不增加滤棒加速器结构的复杂性,改进后通过在负压腔内增加正压气流对粉尘施加作用力,使粉尘脱离负压腔内壁继续运动,直到通过负压软管从负压腔内排出,从而避免粉尘在负压腔内产生堆积。
2.1 轴承座
轴承座内部空间是负压腔内气流的主要流通路径。改进后将轴承座的左侧棱边倒角并加工一个M5螺孔(图3),利用螺孔安装插入式螺纹管接头,并通过气管引入正压气流。
2.2 气路结构
改进后将原气路结构中的吹气板(图4a)拆除,并利用插入式螺纹管接头将与吹气板连接的气管连接到改进后轴承座上新增的螺孔处(图4b)。正压气流的通断由电磁阀控制[10],由于滤棒加速器负压腔内粉尘堆积需要一定时间,正压气流并不要求持续接通。为此,设置正压气流气路开机时接通两个scp脉冲时间,生产中每隔5 min接通2 s正压气流,设备停机时再接通2 s,以尽可能排出粉尘。
2.3 仿真分析
应用Creo软件对改进后滤棒加速器负压腔体进行三维建模,并通过Ansys18.2 CFX对滤棒加速器负压腔内的气流路径进行仿真分析,结果见图5。与图2c相比,图5b中右上角部分有大量气流经过,表明改进后增加的正压气流路径能够覆盖到原负压腔内气流死角位置,粉尘不会在此处堆积。
3 改进效果
3.1 实验设计
材料:“贵烟”牌卷烟(贵州中烟工业有限责任公司贵阳卷烟厂提供)。
设备:ZL29滤棒成型机组2台(许昌烟草机械有限责任公司)。
方法:在生产过程中,当经过滤棒加速器的滤棒频繁出现掉棒、飞棒、褶皱等现象时对加速器进行拆卸清理。机组平均生产速度500 m/min,按两班制8 h运行,分别统计改进前后2台ZL29机组滤棒加速器的拆卸清理次数,统计时间为2个月,取平均值。
3.2 数据分析
由表1可见,改进后ZL29机组滤棒加速器的拆卸清理次数由15次/月减少到4次/月,拆卸清理以及调试时间由610 min/月减少到160 min/月,滤棒加速器工作稳定,生产中滤棒掉棒、飞棒、褶皱现象显著减少。
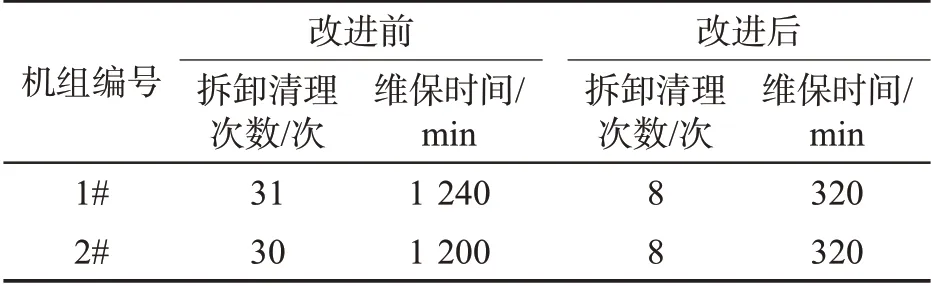
表1 改进前后滤棒加速器拆卸清理次数①Tab.1 Maintenance frequency of filter rod accelerator before and after modification
4 结论
采用Ansys有限元分析软件对改进前ZL29机组滤棒加速器负压腔内气流分布进行仿真分析,得到负压腔内气流死角位置;通过在滤棒加速器负压腔内增加正压气流,解决了因负压腔内存在气流死角而产生的粉尘堆积问题。以贵阳卷烟厂使用的2台ZL29机组为对象进行测试,结果表明:滤棒加速器改进后滤棒掉棒、飞棒、褶皱现象显著减少,拆卸清理次数减少11次/月,维保时间减少450 min/月,有效提高了成型机组运行效率。
猜你喜欢
设备管理与维修(2022年21期)2022-12-28 07:34:02
大电机技术(2022年2期)2022-06-05 07:28:48
防爆电机(2022年1期)2022-02-16 01:14:00
水泵技术(2021年6期)2021-02-16 01:14:42
科技与创新(2020年16期)2020-11-29 07:07:39
地理教育·当代幼教(2020年1期)2020-02-16 14:45:42
中国铸造装备与技术(2017年3期)2017-06-21 11:33:34
现代农业(2016年5期)2016-02-28 18:42:34
橡胶工业(2015年8期)2015-07-29 09:22:50
湖南工业大学学报(2014年1期)2014-05-06 06:36:36