打叶复烤烤后片烟微量喷淋加料系统的设计与应用
2021-07-28 10:16:18任建新符再德张其龙
烟草科技 2021年7期
任建新,符再德,罗 嘉,张 晖,韩 星,张其龙
1.湖南中烟工业有限责任公司,长沙市劳动中路386号 410007 2.湖南省湘西鹤盛原烟发展有限责任公司,湖南省吉首市鸦溪村科技园社区 416000
由于原烟存在不同程度的质量缺陷,打叶复烤已成为改良烟叶质量的重要工艺手段,且国内烟草行业现已全面推行打叶复烤和片烟制丝工艺[1]。通过复烤加料改善片烟品质已有较多研究报道[2-7],添加的料液多为加香、保润和酶制剂[2],作业位点一般设置在二润或烤片前[5]。其中,设置在烤片前的滚筒式加料系统[7]的料液添加比例通常>1‰,通过加料实现增香保润、提高感官质量以及改善片烟内在品质,但后续的高温工序容易对料液中的有效成分造成不利影响,且输送线路过长也会导致料液损失。烯虫酯是一种生物防虫剂,具有较好的生物活性[8],其加料均匀性对于后续片烟仓储虫害防护影响显著。但烯虫酯性质不稳定,见光易衰减,且打叶复烤中烯虫酯的用量很少,通常采用mg/kg级微量加料方式,因此加料后的工序越少越好,并尽量将料液添加作业位点设置在烤片后。为此,设计了一套打叶复烤烤后片烟微量喷淋加料系统,并使用烯虫酯在片烟上进行mg/kg级微量加料试验,对系统性能进行验证,以期提高加料均匀性,改善片烟质量。
1 系统设计
1.1 结构组成
打叶复烤烤后片烟微量喷淋加料系统主要由装卸储料系统、电气控制系统和喷淋加料系统三大部分组成,见图1。装卸储料系统包括储料罐1、料液输送管2、液位显示器3、压力变送器4、清洗水排水管5、进料管6、气动进料泵7、支架平台20、物料桶25等;电气控制系统包括手动闸阀8、9和23,过滤器10和12,气源控制阀组11,气动控制阀13和24,物料输送管14,电控箱21等;喷淋加料系统包括料气平衡装置15(烯虫酯和压缩空气平衡装置)、计量泵16、双介质喷嘴17等。
装卸储料系统主要完成料液输入、存储和余料排放等工作。储料罐1配有慢速搅拌装置,避免出现料液混合不均匀等问题,存储的料液至少可满足一个班次的生产使用量。采用电气控制系统控制料液喷淋,储料罐1与料气平衡装置15之间通过物料输送管14连接,物料输送管14又分为两组,每组物料输送管14均安装有计量泵16。开启压缩空气后,料气平衡装置15内部产生负压,带动料液从储料罐1导出,再从双介质喷嘴17中均匀喷出。两组双介质喷嘴17各包含4个喷嘴,喷嘴的雾化颗粒粒径≤5μm,流量范围0.3~7.0 kg/h,利用料气平衡装置15可以使每个喷嘴的喷雾量与颗粒大小保持一致。
两组双介质喷嘴均采用扇形喷雾,喷雾垂直于落料抛物面,喷雾幅宽约0.8 m。由图2可见,在烤后片烟落料振槽3的前后端各设置1组喷嘴,两组喷嘴相对错位且均匀分布,下落片烟处于两组喷嘴之间。由图3可见,8个喷嘴可覆盖落料宽度约3.6 m,有效增加了料液与片烟的接触面积,喷射面积及距离可通过料气平衡装置进行调整。
1.2 作业位点
由图4可见,喷淋加料系统安装在烤片机下料口至落料振槽之间,喷淋后片烟可直接打包装箱,以减少后续高温工序和较长输送线路而造成料液损失。该区间烤后片烟的落料宽度超过3 m,下落高度达0.9 m,下落片烟形成一个较大的抛物面,有利于提高雾化后料液在片烟上的添加均匀性。
2 试验方法
2.1 材料、试剂和仪器
材料:2017年湘西龙山C3F-A烟叶(湖南省湘西鹤盛原烟发展有限责任公司提供)。
试剂:烯虫酯药液(自配),溶剂为V水∶V乙醇=1∶1,烯虫酯含量2.5%(质量分数)。
仪器:打叶复烤烤后片烟微量喷淋加料系统(自制);7980A/5975C气质联用仪(美国安捷伦公司)。
2.2 仪器条件
色谱柱:DB-5MS弹性石英毛细管柱(30 m×0.25 mm×0.25μm);进样口温度:280℃;程序升温:50℃(1 min)280℃(1 min);进样模式:分流进样,分流比10∶1;载气:氦气(99.999%);恒流流速:1.5 mL/min;进样量:1μL。电离模式:电子轰击(EI);电离能量:70 eV;灯丝电流:35μA;离子源温度:230℃;四极杆温度:150℃;传输线温度:280℃;Q2碰撞气:氮气(99.999%),流量1.5 mL/min;淬灭气:氦气(99.999%),流量2.25 mL/min;扫描方式:选择离子(SIM)。
2.3 加料准确度测试
以加料相对误差绝对值的平均值来考察加料系统的准确度,测试方案见表1。模拟打叶复烤片烟流量分别为5 000、7 000和9 000 kg/h,同时设定烯虫酯加料比例分别为0.40‰、0.48‰和0.60‰,待流量稳定后,每隔15 min记录1次该时间段内通过输送带的片烟质量M和烯虫酯的实际加料量m,片烟质量M与烯虫酯加料比例c的乘积为设定加料量。不同片烟流量和加料比例下各记录5次,计算每次加料的相对误差Ei以及所有Ei绝对值的平均值E-,利用E-来评估加料系统的准确度。计算公式为:
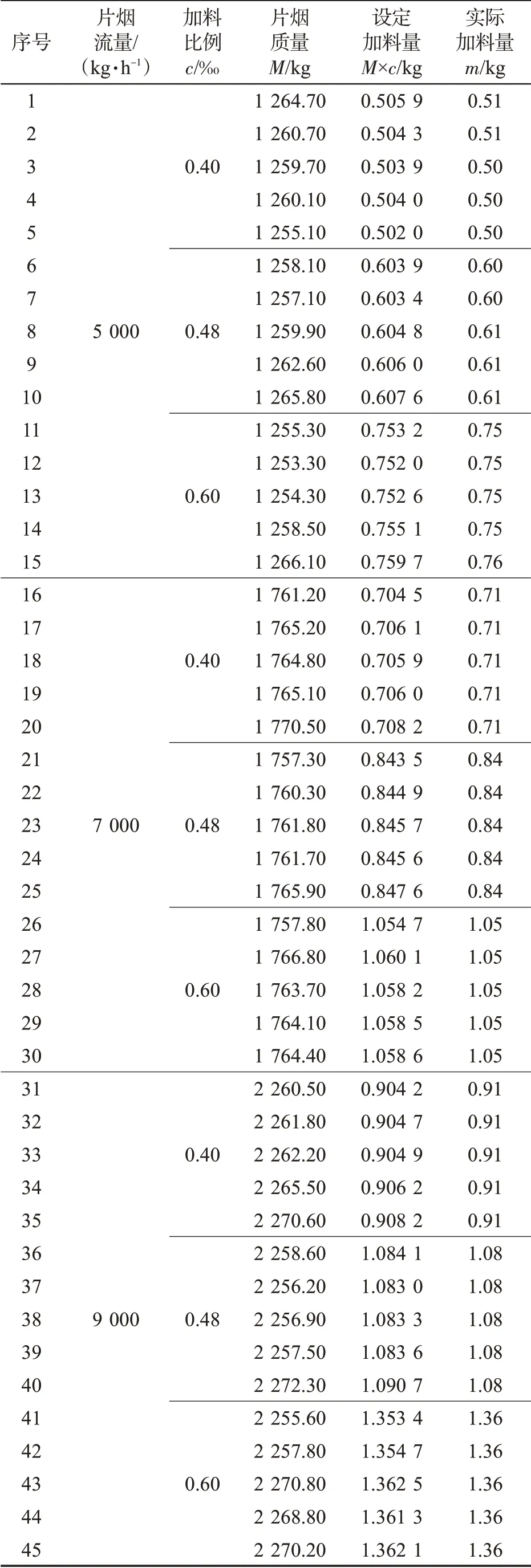
表1 喷淋加料系统准确度测试方案Tab.1 Test scheme for accuracy of micro-spray casing system
式中:n为记录次数;mi为第i次记录时实际加料量,kg;Mi为第i次记录时片烟质量,kg;c为烯虫酯的加料比例,‰;Ei为第i次记录时加料相对误差,%;E-为n次记录的平均相对误差,%。
2.4 加料均匀性测试
根据YC/T 353—2010《卷烟加料均匀性的测定》[9]的方法测试加料均匀性,采用烯虫酯替代文献[9]中的标记物丙二醇。加料均匀系数CU(Coefficient Uniformity)的计算公式为:
式中:n为样品个数,n≥30;xi为第i个样品的烯虫酯含量,mg/kg;x-为n个样品烯虫酯含量的平均值,mg/kg。
采用湘西龙山C3F-A烟叶进行打叶复烤试验,固定片烟流量为7 000 kg/h,设置烯虫酯加料比例为0.48‰。考虑到烤片机排风系统负压对雾化后料液的影响,分别在排风风门关闭、半开和全开3种情况下进行测试,待流量稳定后(加料系统正常运行10 min),每隔5 min取1次片烟样品,样品量≥50 g,连续取样各54个。采用GC/MS方法检测片烟上的烯虫酯含量,每3个样品的检测平均值为一个数据点(即每15 min为一个数据点)。此外,根据YC/T147—2010《打叶烟叶质量检验》[10]要求,分别在系统关闭(风门半开)、系统开启(风门全开)、系统开启(风门半开)和系统开启(风门关闭)4种情况下检测成品片烟含水率,并计算其平均值和变化值。
2.5 料液有效利用率测试
采用参考文献[11]中的方法检测料液有效利用率,采用烯虫酯替代文献[11]中的标记物丙二醇。料液有效利用率Q的计算公式为:
式中:q物为物料中的烯虫酯含量,%;q料为喷淋料液中的烯虫酯含量,%;w为烯虫酯加料比例,‰。
3 结果与分析
3.1 加料系统的准确度
由表2可知,在不同片烟流量和烯虫酯加料比例下,喷淋加料系统的平均相对误差为0.54%,能够满足打叶复烤加料平均相对误差小于1%的控制精度要求。
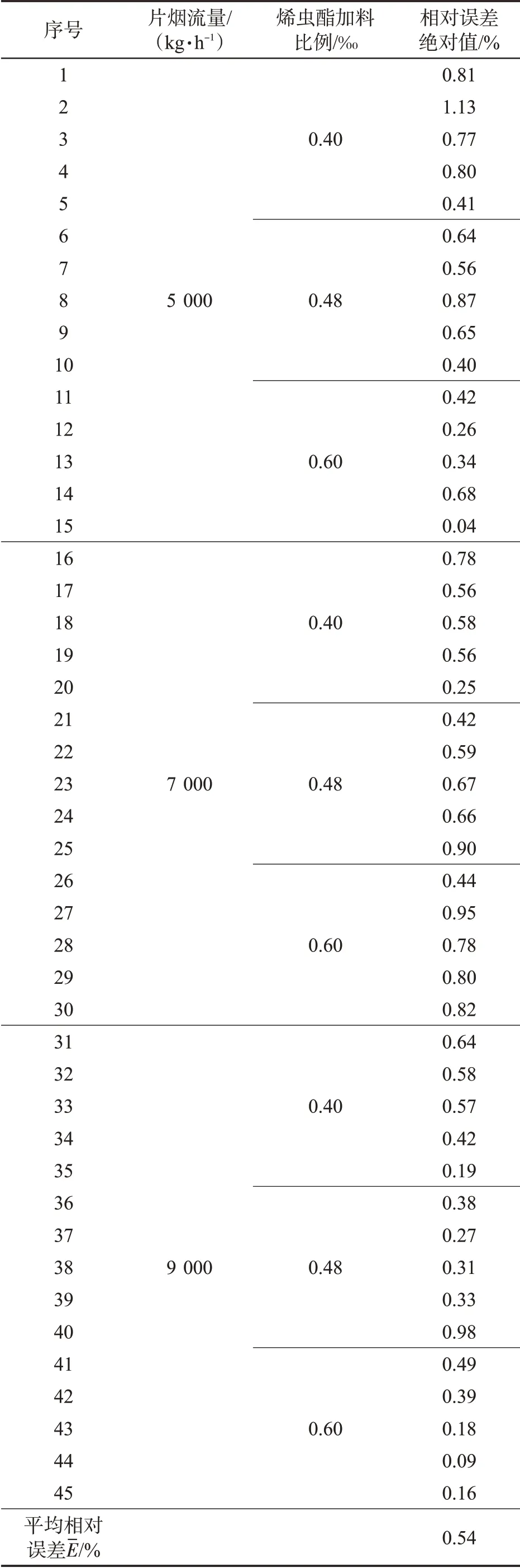
表2 喷淋加料系统的平均相对误差Tab.2 Average relative error of micro-spray casing system
3.2 加料均匀系数
由表3可见,在排风风门关闭状态下,喷淋加料系统的加料均匀系数达95.1%;在风门半开和全开状态下,加料均匀系数有所降低,分别为88.2%和80.0%。表明系统能够满足打叶复烤加料工艺要求,确保烯虫酯在片烟上均匀覆盖。

表3 烯虫酯的加料均匀系数Tab.3 Uniformity coefficient of casing for methoprene(%)
由图5可见,排风风门开启状态对加料均匀性影响较大,风门开启越大,加料均匀性波动越大。这是由于风门开启会导致烤后片烟出料口处负压不稳定,进而对雾化后料液产生影响。若因气候等原因必须打开风门,则需要适当提高料液浓度以保证喷淋效果。
3.3 料液有效利用率
由表4可见,排风风门开启状态对料液有效利用率影响较大。在风门关闭状态下,料液有效利用率达到92.6%;当风门全开时,会导致烤片机内形成较大负压,雾化后料液可能随负压排出,造成料液有效利用率降低。因此,打叶复烤中应综合考虑气候条件和风机排湿效果,适当调整料液浓度,或通过调节料气平衡装置调整料液的雾化程度。

表4 烯虫酯的加料有效利用率Tab.4 Effective utilization rate of methoprene solution(%)
3.4 成品片烟含水率
由表5可见,与对照相比,喷淋系统开启对烤后片烟含水率基本无影响,加料后片烟含水率变化不超过0.1百分点,符合成品片烟质检要求。

表5 喷淋加料对于成品片烟含水率的影响Tab.5 Influence of micro-spray casing on moisture content in finished tobacco strips
4 结论
设计了一套烤后片烟微量喷淋加料系统,安装于烤片机下料口与落料振槽之间,并采用两组双介质喷嘴将雾化后料液定量喷射在片烟上,满足了生产中加香或生物防虫剂等微量添加的需求,避免了高温工序对料液产生影响,减少了因输送距离过长而造成料液损失等问题。采用湘西龙山C3F-A烟叶和烯虫酯药液对该系统进行测试,结果表明:①系统加料平均相对误差在1%以内,排风风门关闭时加料均匀系数达95.1%,料液有效利用率达92.6%,表明该系统具有较高的准确度、均匀性和料液利用率;②微量加料后片烟含水率变化不超过0.1百分点,对片烟含水率基本无影响,符合成品片烟质检要求。该加料系统设计灵活,可拆卸并适用于无加料时的正常生产,在打叶复烤生产线中具有推广应用价值。
猜你喜欢
新农业(2023年14期)2023-08-31 07:29:46
安徽农业科学(2022年9期)2022-05-17 01:56:04
安徽农业科学(2022年6期)2022-04-11 21:49:49
橡塑技术与装备(2022年2期)2022-02-14 03:13:42
佛山陶瓷(2019年10期)2019-11-29 09:05:03
世界有色金属(2018年13期)2018-09-12 11:54:10
中国资源综合利用(2018年6期)2018-08-02 02:45:34
制造技术与机床(2017年11期)2017-12-18 06:46:49
安徽农业科学(2017年31期)2017-05-30 10:35:43
大科技(2016年9期)2016-08-10 14:22:41