
异经异纬三层织物的设计与生产
2021-07-27 03:21张五九曹盼盼肖朝霞姚静静
纺织器材 2021年3期
张五九,曹盼盼,肖朝霞,姚静静
(际华三五四二纺织有限公司,湖北 襄阳 441002)
1 三层织物使用前景与设计思路
目前,多层织物很受市场欢迎。如童装面料采用多层织物既加强了透气性,又使其与肌肤的接触摩擦小免受损伤;而医疗领域应用更加广泛。现有的织造技术方法基本采用增大纱线号数、经纬密度以及变更织物组织的方法。但增大纱线号数和经纬密度布面紧度会增大而超出喷气织机织造紧度极限,也增加了钢筘、综框等纺织器材的损耗,甚至无法织造;使用大提花织机织造虽然可满足要求却成本较高,一种异经异纬的多层织物能够解决小提花织机无法生产厚重织物的问题,可满足对织物厚度、耐磨性的要求。
因为三层织物的上、中、下层均为平纹组织,所以平纹组织的经、纬纱线交织次数多而质地牢固、耐磨性好[1]。织造时经、纬纱选用2种不同纱线,即精梳纯棉14.6 tex纱、棉与灰竹炭混纺14.6 tex纱;因选用的三层织物是由经、纬向各3类纱线交织而成,故将上、下两层选用精梳纯棉14.6 tex纱进行交织,将棉与灰竹炭混纺14.6 tex纱作为中间层的平纹组织。虽然灰竹炭具有抗菌抑菌的环保功能,但其颜色偏灰黑色,考虑到消费者的审美喜好故将其做为中间层。结合产品经纬纱规格:CJ 14.6 tex+C/灰竹炭 50/50 14.6 tex(2∶1)×CJ 14.6 tex+C/灰竹炭 50/50 14.6 tex(2∶1),设计密度为638根/(10 cm)×650根/(10 cm)、幅宽为190.5 cm的三层织物基础组织图(见图1)和上机织造图(见图2)。
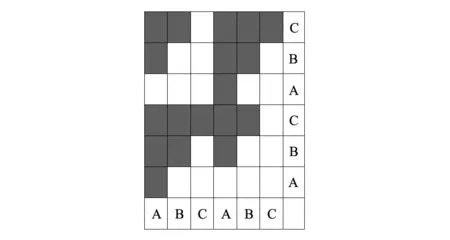
图1 三层织物无接结点的基础组织示意

图2 三层织物上机织造图
图1是三层织物没有接结点的基础组织图,图2是在图1的基础上增加了各层之间连接点的组织图。图2的基础组织是平纹组织,其中A经与A纬形成上层平纹组织,B经与B纬形成中层平纹组织,C经与C纬形成下层平纹组织,其中A经在B纬和C纬之上,B经在C纬之上。将上、中、下3层平纹组织连接起来采用的是接结点法;接结点选择原则是在布面上分布均匀,越少越好;接结点多需增加穿综的总综框数,而综框超过16页,则大多数织机就无法进行生产;若接结点分布不均匀,上机织造引纬打纬有阻力、布面稀密路增加,导致布面风格变差。
图2中“▲”“∨”表示中层经纱(B经)连接上层纬纱(A纬)的接结点,“▼”“∧”表示下层经纱(C经)连接中层纬纱(B纬)的接结点。接结点的选择有2种:一是只选择▲,▼2个接结点,即1个区域范围内只有两层相连(一处上、中层相连接,另一处中、下层相连接),采用错位连接法,减少了接结点数使布面柔软、透气性更好;二是4个接结点▲,∧,▼,∨全部连接,即同一区域范围内上、中、下层分别相连、增加了接结点数,使各层连接更加紧密牢固而不易受外力造成错位。我们选用第一种错位型接结点形式进行生产。
2 三层织物选用纱线的质量指标
选用CJ 14.6 tex和C/灰竹炭 50/50 14.6 tex纱线,前者占比为66.7%,作为上、下两层的平纹织物用纱线,但因为纱线之间摩擦大、强度要求较高,采用集聚纺CJ 14.6 tex紧密纱,C/灰竹炭 50/50 14.6 tex纱采用环锭纺。
CJ 14.6 tex紧密纱成纱质量指标:断裂强力均值为296 cN,断裂强度CV值为6.4%,断裂伸长率则为6.3%,条干CV值为11.71%,-40%细节为26个/km,+35%粗节为96个/km,+50%粗节为8个/km,+140%棉结为59个/km,百米质量偏差不大于+0.3%,管间变异系数CVb为2.37%,捻系数为376,捻度为98.6 捻/(10 cm)。
C/灰竹炭 50/50 14.6 tex纱的质量指标:断裂强力均值为232.5 cN,断裂强度CV值为9.8%,断裂伸长率为7.65%,条干CV值为15.07%,-40%细节为260个/km,-50%细节为18个/km,+35%粗节为632个/km,+50%粗节为114个/km,+140%棉结为613个/km,百米质量偏差不大于+0.6%,管间变异系数CVb为2.07%,捻系数为371, 捻度为97.6 捻/(10 cm)。
3 三层织物织造工序的难点及关键技术
3.1 整经工序
整经工序宜采用“中车速、中张力、中压力”的技术标准,车速约为550 m/min,经纱筒纱张力约为9.5 cN,应分区域将筒纱张力合理控制[2];整经过程做到张力均匀、纱线排列均匀、无凹凸边问题;2种经纱分开整经,分别卷绕在不同的经轴上;整经头份为677根×18个经轴,其中12个经轴卷绕CJ 14.6 tex纱,6个经轴卷绕C/灰竹炭 50/50 14.6 tex纱。
3.2 浆纱工序
浆纱在津田驹HS-40型浆纱机上进行,采用双浆槽双浸双压上浆。浆纱前先做好浆槽、输浆管道的清洁,经轴排列整齐、前后在一条直线上;浆纱压浆力控制在11 kN~13 kN,蒸汽压力为0.30 MPa~0.65 MPa,浆槽温度为85 ℃~95 ℃,主锡林温度为35 ℃~100 ℃,预锡林温度为95 ℃~135 ℃;浆纱开车速度控制在50 m/min~55 m/min,控制好车速、匀速开车;两种纱线在浆纱机头筘齿处均匀排列,避免一种纱线挤在一起。由于该织物是两种不同纤维纱线上浆,加之该织物紧度大,故在浆料的选择上既要考虑经纱强力增加、保伸、贴服毛羽,又要考虑浆液粘力也不能太大,避免产生二次毛羽。浆料配方为25 kg的PVA-1799,20 kg的GR-1297,25 kg的A-898,50 kg的SL-BK,10 kg 的LE胶水,3 kg的蜡片,3 kg的抗静电剂,该配方能有效保证纱线平滑、降低纱线摩擦;采用浆纱后上蜡,上蜡量为0.4%,可消除静电使纱线表面更加光滑;调浆体积控制为690 L~710 L[3]。
3.3 穿综与穿筘工序
穿综与穿筘工序采用207号公制筘,穿筘前检查筘齿有无歪、松、斜的问题;其他纺织器材如停经片、综眼要确保光滑无毛刺以避免织造过程挂断纱线。将两种经纱按照设计的组织图依次进行穿综、穿筘,其中上、下层(A,B列)穿白色CJ 14.6 tex纱,中层(C列)穿灰黑色C/灰竹炭 50/50 14.6 tex纱,两种纱的穿综比例为2∶1,每筘隙入3根纱即2根白纱加1根灰黑纱;横、竖向接结点之间的距离设计为1.15 cm,0.97 cm,通过印染厂后整理退浆拉伸,横、竖接结点之间的距离变为1 cm,1 cm;经、纬两个方向织物密度一致、布面均匀度好。
地组织的1个整循环为72根纱,其穿法为:1.7.3.4.5.6(1次)+1.2.3.4.5.6(5次)+1.2.8.4.5.6(1次)+1.2.3.4.5.6(5次)循环至地组织结束。
边组织穿法:左边为9.10.9.10,99.1010……;右边为……99.1010,9.10.9.10。边组织每筘隙4入,边纱两边各穿26筘,宽度为1.25 cm。
3.4 织造工序
织造工序用多臂式津田驹ZAX-E210型喷气织机、双喷嘴引纱生产,上机纬密为635.5根/(10 cm);喷嘴1引上、下层纱,纱线品种为CJ 14.6 tex;喷嘴2引中层纱,纱线品种为C/灰竹炭 50/50 14.6 tex;喷嘴1和喷嘴2的引纬次数比例为2∶1。该织物品种的紧度比较大,经向紧度为90.1%,纬向紧度为91.7%,总紧度为99.2%。具体上机工艺如下:综框高度从第1页至10页分别为56 mm,50 mm,56mm,50mm,56mm,50mm,56mm,50mm,58 mm,58 mm;开口量为90 mm,80 mm,75 mm,70 mm,95 mm,90 mm,80 mm,75 mm,110 mm,105mm,开口时间为290°;后梁工艺为70mm×1 mm(后梁高度位置×后梁前后距离),停经架工艺为No.2.1-1-6(停经架前后位置为6格,高度为1格),送经时间/量为310°×5;经纱张力为1.6 kN~2.0 kN,因布面易出现横档、稀密路等风格问题,在不影响开台效率的情况下,张力尽量偏小控制;车速控制为600 r/min[4]。
3.5 坯布下机指标
坯布下机各项指标:经密为641.5根/(10 cm),纬密为648.0根/(10 cm),经向强力为1 114.5 N,纬向强力为1151 N,布幅为191.8 cm,实际下机无浆干重为175.5 g/m2;布面手感柔软蓬松,且手感饱和度高、触感类似海绵,布面颜色光泽亮丽。
4 结语
异经异纬三层织物的设计可解决小提花织机无法生产厚重织物的问题,该织物的上、下两层选用CJ 14.6 tex纱,中间层选用C/灰竹炭 50/50 14.6 tex纱,上、中、下三层均为平纹组织,下层接中层、中层接上层。织物布面既有棉纤维良好的吸湿透气性能,又有灰竹炭纤维特有的抗菌抑菌功能,手感柔软蓬松、手感饱和度高,颜色光泽亮丽。这种异经异纬三层织物在口罩、止血绷带、婴幼儿服饰等方面应用前景广阔。
猜你喜欢
收藏与投资(2022年9期)2022-10-13
青海湖(2022年5期)2022-07-25
青海湖(2022年5期)2022-07-25
电子制作(2022年1期)2022-01-28
电子制作(2021年14期)2021-08-21
第二课堂(课外活动版)(2018年5期)2018-08-20
艺术评论(2017年10期)2017-03-22
