
焦化蜡油脱除焦粉用旋流器分离性能试验研究
2021-07-21 08:46朱丽云石景元王振波于志敏张浩然王路海
石油化工设备 2021年4期
都 帅,朱丽云,石景元,王振波,于志敏,张浩然,张 博,王路海
(1.中国石油大学 (华东)新能源学院,山东 青岛 266580;2.中国石油天然气股份有限公司石油化工研究院,北京 102206)
延迟焦化工艺具有过程简单、转化深度高且投资和操作费用少等特点,在重油、渣油以及沥青油的脱碳生产工艺中占重要地位[1-2]。焦化装置运行时,在气相夹带下,焦粉会随着焦化蜡油等油品进入后续加工装置。若将焦粉含量较高的焦化蜡油直接引入加氢处理反应器,长时间运行后焦粉会沉积在加氢催化剂表面,导致催化剂床层压降升高,易产生架桥、偏流等现象。同时直接引起催化剂活性降低,严重影响装置的安全长周期运行。因此,如何有效降低焦化蜡油中焦粉含量具有重要意义。
目前,降低焦化蜡油中焦粉含量的方法有2种,一种是通过优化操作条件,从源头降低焦化蜡油焦粉的夹带[3],但此方法脱除焦化蜡油焦粉的程度有限。另一种更常用的焦化蜡油除焦的方法是机械分离法,比如重力沉降法、过滤法和离心分离法等。由于焦化蜡油中焦粉颗粒粒径偏小,在重力沉降分离过程中需要加入磁性絮凝剂,并外加磁场才能达到较好的分离效果,故重力沉降法在实际的焦化蜡油脱除焦粉过程中很少采用[4]。过滤法包括自动反冲洗过滤法和陶瓷膜过滤法。自动反冲洗过滤法[5-6]是目前焦化蜡油脱除焦粉的主要方法,但在过滤器运行过程中需要频繁冲洗,影响了装置的长周期运行。陶瓷膜对固体颗粒的脱除效果很好[7-8],但也存在分离性能不稳定、成本高等缺点,目前难以推广应用于焦化蜡油除焦粉过程。离心分离法主要指旋流分离法,固-液旋流器具有体积小、能耗低、结构简单以及操作、维护方便等优点,被广泛用于污水处理、油品净化及选矿等工艺过程[9-14]。因此,相比于其他机械分离方法,将固-液旋流器用于焦化蜡油焦粉脱除具有良好的应用前景。目前,关于焦化蜡油脱除焦粉用旋流器的研究已有相关报道[15-17],为了提高小粒径焦粉分离效率,固-液旋流器尺寸往往较小。李志明等[17]设计了用于分离细小焦粉颗粒,直径为25 mm的切流式固-液微旋流器。当入口焦粉平均粒径为25 μm、体积流量为 0.86 m3/h、分流比为5%时,该微旋流器的分离效率高于92%,分割粒径约为6 μm。虽然该微旋流器分离效果较好,但处理量较低。工业中所用到的反冲洗过滤器的处理量为20~50 t/h,焦粉颗粒质量浓度可达900 mg/L[18-22],将小尺寸固-液旋流器用于处理量大或含焦粉较多工况时,旋流器压降较大,且易发生堵塞而阻碍分离过程,因此需开发尺寸适中且高效的焦化蜡油脱除焦粉用固-液旋流器。
直径为75 mm切流式旋流器的处理量为3~8 m3/h[18],分离粒径约 20μm,多管并联可以满足工业处理量的要求。文中设计了直径为75 mm的切流式旋流器,在一套冷态试验装置上对旋流器固-液分离效率进行研究,在探究操作参数等对旋流器分离效率影响规律基础上,初步建立旋流器固-液分离效率预测模型,为焦化蜡油脱固用旋流器优化设计提供基础数据。
1 旋流器分离性能试验装置及方法
1.1 试验装置及流程
冷态试验装置由旋流器、料浆桶、泵及测试系统等组成,见图1。旋流器采用DN75 mm型切流式旋流器,见图2。图2中H为柱段高度,D为柱段内径,Do为溢流口内径,Du为底流口内径,h为溢流管插入深度,θ为锥段角度。该旋流器的H/D为 1~2、Do/D 为 0.25~0.35、Du/D 为 0.2~0.4、h/D 为 0.5~1、θ=10°。

图1 旋流器分离性能冷态试验装置简图
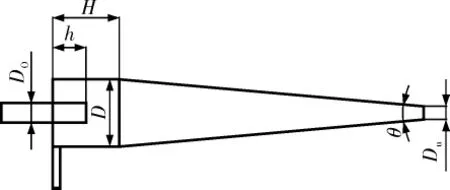
图2 切流式旋流器结构及尺寸示图
试验时,料浆桶中的料浆经搅拌器充分搅拌均匀后,由螺杆泵吸入,经流量计和管路系统进入旋流器,分离后的轻相经溢流口流回料浆桶,重相经底流口返回料浆桶。其中,流量由电磁流量计计量控制,压力用精密压力表测量。在旋流器进、出口处采样,采用过滤烘干方法分析固相质量浓度,压降为入口与溢流口之间的压差。旋流器分离效率计算公式为:

式中,E为分离效率;Ci为入口进料质量浓度,Co为溢流口物料质量浓度,g/L。
1.2 试验介质
根据焦化蜡油物性分析可知,随着温度的升高,焦化蜡油黏度减小,当温度大于300℃后,焦化蜡油黏度约为1 mPa·s,接近常温下水的黏度,故试样中采用水作为流体介质。
焦化蜡油中焦粉的平均粒径为28~36 μm、密度为1 200~1 400 kg/m3,文中采用平均粒径为22 μm、密度为1 300 kg/m3的催化裂化平衡剂作为试验固体颗粒。
1.3 试验操作条件
影响旋流器分离性能的操作参数主要有入口体积流量、底流率(底流体积流量与入口体积流量的比值)和原料液含固量等。
试验过程中入口体积流量取 2、3、4、5 m3/h。一般工业生产中,底流率以5%~20%为宜,故试验中底流率设为10%、15%、20%。将清水和催化剂配成不同质量浓度的原料液,原料液质量浓度分别为0.5、2.5、5 g/L。
2 旋流器分离性能试验结果分析讨论
2.1 入口体积流量对分离性能的影响
进料质量浓度为2.5 g/L时,不同底流率下入口体积流量对旋流器分离效率和压降的影响曲线分别见图3和图4。由图3可以看出,其它条件不变时,旋流器分离效率随入口体积流量的增大先急剧增大后减小,当入口体积流量为5~6 m3/h时,分离效率达到最大,即两相分离效果较好。当底流率增大时,旋流器分离效率随入口体积流量增大而增大的梯度变缓。入口体积流量增大,旋流器切向速度增大,颗粒受到的离心力增大,更多的颗粒向边壁迁移,分离效率逐渐提高。但当入口体积流量继续增大时,旋流器内部流场稳定性降低,固-液两相湍动脉动加剧,颗粒返混增多,旋流器分离效率开始下降。
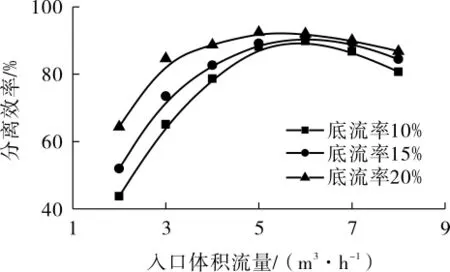
图3 进料质量浓度2.5 g/L时入口体积流量对旋流器分离效率影响曲线
随着入口体积流量的增大,旋流器切向速度梯度、流体与壁面的摩擦等均增大,旋流器压降逐渐增大(图4)。另外,流体湍动强度也随着入口体积流量的增大而增强,流体因湍流耗散引起的能量损耗随之增大。
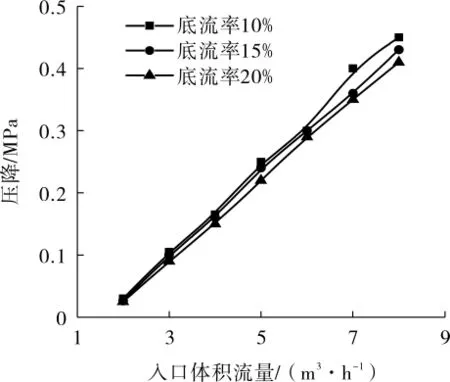
图4 进料质量浓度2.5 g/L时入口体积流量对旋流器压降影响曲线
2.2 底流率对分离性能的影响
进料质量浓度为2.5 g/L时,不同入口体积流量下底流率对旋流器分离效率和压降的影响曲线分别见图5和图6。
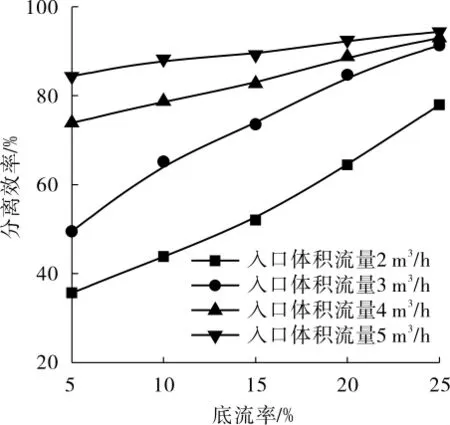
图5 进料质量浓度2.5 g/L时底流率对旋流器分离效率影响曲线
分析图5可知,随着底流率的增大,旁路流流量增多,跟随这部分液体排出的颗粒含量升高,分离效率逐渐增大。另外,底流排料随着底流率增大更加通畅,颗粒更易随流体排出。但底流率不能无限增大,较大的底流率会增大二次处理负荷,综合效益降低。
随着底流率的增大,底流排料通畅,外旋流转变为内旋流的流量减少,减少了因轴向速度变化引起的能耗,但这部分流量很小,所以旋流器压降变化较小(图6)。

图6 进料质量浓度2.5 g/L时底流率对旋流器压降影响曲线
综合考虑,底流率为20%时旋流器分离效果较好。在较适宜的操作条件下(5 m3/h),底流率增大,旋流器分离效率提高了近10%,底流率对分离效率的影响程度要小于入口体积流量的。
2.3 进料质量浓度对分离性能的影响
在较低质量浓度范围内研究进料质量浓度对旋流器分离性能的影响,符合实际工业需要。底流率为20%时不同入口体积流量下进料质量浓度对旋流器分离效率和压降的影响曲线分别见图7和图8。
由图7、图8可以知道,当入口体积流量较小时,随着进料质量浓度的增大,旋流器的分离效率减小,压降基本保持不变。随着入口体积流量的增大,进料质量浓度对旋流器分离效率的影响越来越小。当入口体积流量为5 m3/h时,进料质量浓度对旋流器分离效率的影响可以忽略不计。入口体积流量较小时,旋流器内离心强度较小,随着进料质量浓度的增大,颗粒之间碰撞干扰了颗粒离心运动,故分离效率下降。当入口体积流量增大时,离心力随之增大,颗粒之间的干扰对流场的影响可以忽略,因此进料质量浓度增大,旋流器分离效率变化不大。在实际焦化蜡油脱焦时,应尽量保持较高的入口体积流量,保证旋流器具有较高的分离效率。
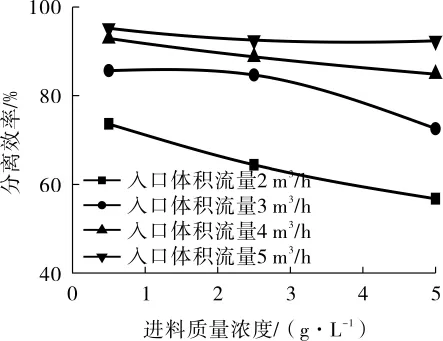
图7 底流率20%时进料质量浓度对旋流器分离效率影响曲线

图8 底流率20%时进料质量浓度对旋流器压降影响曲线
由于总体进料质量浓度不高,故其对旋流器分离效率的影响程度要比底流率和入口体积流量的都小。
3 旋流器分离效率预测模型
由不同操作参数对分离效率的影响分析可知,该旋流器分离效率主要影响因素包括入口体积流量、进料质量浓度和底流率等。仲理科[23]针对分散相浓度较低的情况,对旋流器内单个颗粒运动时的受力进行了分析,并给出了可以表示水力旋流器各参数对分离性能影响的无量纲数。入口体积流量对分离效率的影响可以用雷诺数来表征,进料质量浓度可以由进料混合液的固含率(质量百分率)来表征。对试验数据进行回归分析,建立的旋流器分离效率预测模型如下:

式中,Re为雷诺数;W为进料混合液固含率;R为底流率。
旋流器分离效率的计算值与试验值对比见图9。从图9可以看出,分离效率的计算结果相对误差基本控制在10%以内,说明式(2)模型可以用于预测该旋流器在不同入口体积流量、进料质量浓度及底流率条件下的分离效率。

图9 旋流器分离效率计算值和试验值对比
4 结语
在冷态试验装置上对DN75 mm切流式旋流器进行分离性能试验研究,考察了操作参数对分离性能的影响规律,拟合了适用于该旋流器的分离效率预测模型,得到如下结论,①随着入口体积流量的增大,旋流器分离效率先增大后减小,压降持续增大。②底流率增大,旋流器分离效率增大,压降基本不变。从综合效益考虑,底流率不能无限增大。③进料质量浓度对旋流器分离效率的影响与入口体积流量相关,低入口体积流量时,进料质量浓度增大,分离效率降低。处理高固体浓度的进料时,应当提高旋流器入口体积流量,保证旋流器具有较高的分离效率。压降随进料质量浓度的增大略有升高。④各操作参数对旋流器分离效率影响程度从大到小依次为入口体积流量、底流率、进料质量浓度。在本试验范围内,当入口体积流量为5~6 m3/h、底流率为20%时,旋流器分离效果较好。⑤基于试验数据建立了旋流器分离效率预测模型,计算值与试验值误差在10%以内,可以较好地预测该旋流器的分离效率。
猜你喜欢
化工管理(2022年14期)2022-12-02
选煤技术(2022年3期)2022-08-20
选煤技术(2022年1期)2022-04-19
炼油技术与工程(2021年5期)2021-05-31
航空发动机(2021年1期)2021-05-22
科学家(2021年24期)2021-04-25
科海故事博览(2021年23期)2021-01-02
昆钢科技(2020年6期)2020-03-29
创新作文(1-2年级)(2019年1期)2019-07-04
文学少年(绘本版)(2018年5期)2018-07-02
