高层级农业轮胎胎面胶配方的优化
2021-07-20 07:28姚舫
轮胎工业 2021年8期
姚 舫
(徐州徐轮橡胶有限公司,江苏 徐州 221011)
随着大型农业机械的发展,高层级农业轮胎的应用越来越广泛。与低层级农业轮胎相比,高层级农业轮胎的承载质量更大,充气压力更高,轮胎冠部花纹块根部受到的伸张应力更大,在热氧及强光照射的作用下,花纹块根部更容易出现龟裂;同时,由于轮胎的承载质量较大,对其耐磨性能要求也更高。因此,高层级农业轮胎应具备良好的耐龟裂性能和耐磨性能[1-5]。
本工作针对高层级农业轮胎存在的冠部龟裂和不耐磨等问题,对其胎面胶配方进行优化,取得了较好效果,现将有关情况介绍如下。
1 实验
1.1 主要原材料
天然橡胶(NR),SVR20,越南产品;丁苯橡胶(SBR),牌号1502和1500E,中国石油抚顺石化分公司产品;炭黑N220,龙星化工股份有限公司产品;粘合树脂,聊城金歌合成材料有限公司产品。
1.2 配方
试验配方和生产配方见表1。
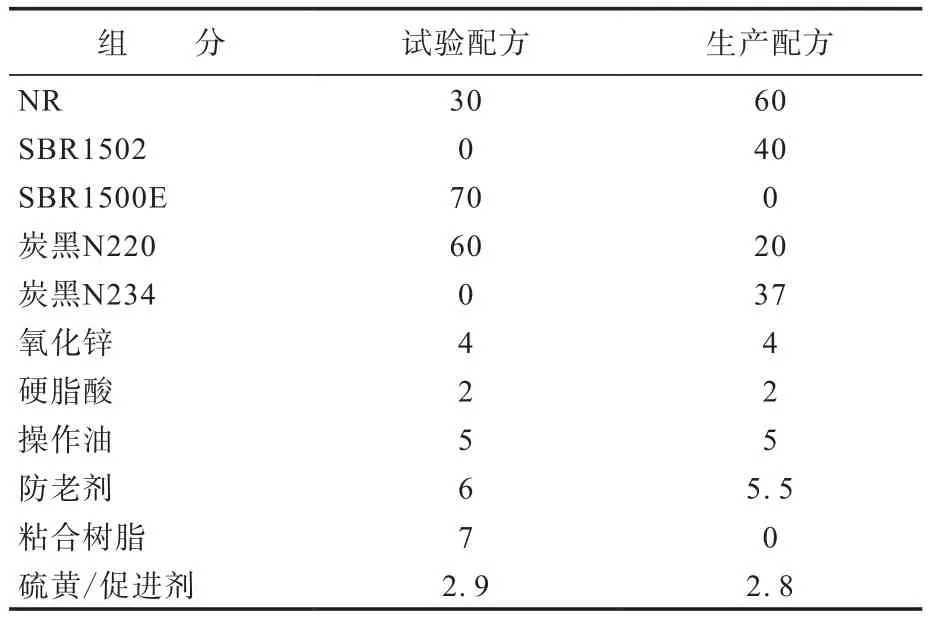
表1 试验配方和生产配方 份
1.3 主要设备和仪器
XSM-1.5型智能实验室密炼机,青岛科高橡塑机械有限公司产品;GK270型密炼机和Φ660型开炼机,大连橡胶塑料机械有限公司产品;25 t平板硫化机,上海第一橡胶机械厂产品;TCS-2000型电子拉力试验机,高铁检测仪器(东莞)有限公司产品。
1.4 试样制备
1.4.1 小配合试验
胶料分两段混炼。一段混炼在小型智能实验室密炼机中进行,转子转速为45 r·min-1,混炼工艺为:生胶破胶1 min→加入小料→压压砣保持25 s→加入炭黑和操作油→压压砣保持1 min→提压砣保持10 s→压压砣→混炼温度达到160 ℃后排胶;二段混炼在开炼机上进行,混炼工艺为:加入一段混炼胶至包辊→加硫黄和促进剂→吃净粉剂→左右割胶3次→辊距调至4 mm→胶料薄通打卷6次后下片。
1.4.2 大配合试验
胶料采用一次法混炼工艺。母胶混炼在GK270型密炼机中进行,转子转速为45 r·min-1,混炼工艺为:生胶和小料→提压砣保持10 s→加2/3炭黑→压压砣保持20 s→加1/3炭黑→压压砣保持30 s→加操作油→压压砣保持25 s→提压砣保持10 s→压压砣保持20 s→提压砣→压压砣→混炼温度达到155 ℃后排胶。母胶从密炼机排出后移至1#Φ660型开炼机,混炼1 min→温度降到130 ℃→移至2#Φ660型开炼机→混炼280 s→温度降到105 ℃→加硫黄和促进剂→继续混炼400 s后排胶。
1.5 性能测试
各项性能均按照相应的国家标准进行测试。
2 结果与讨论
2.1 小配合试验
小配合试验结果如表2所示。
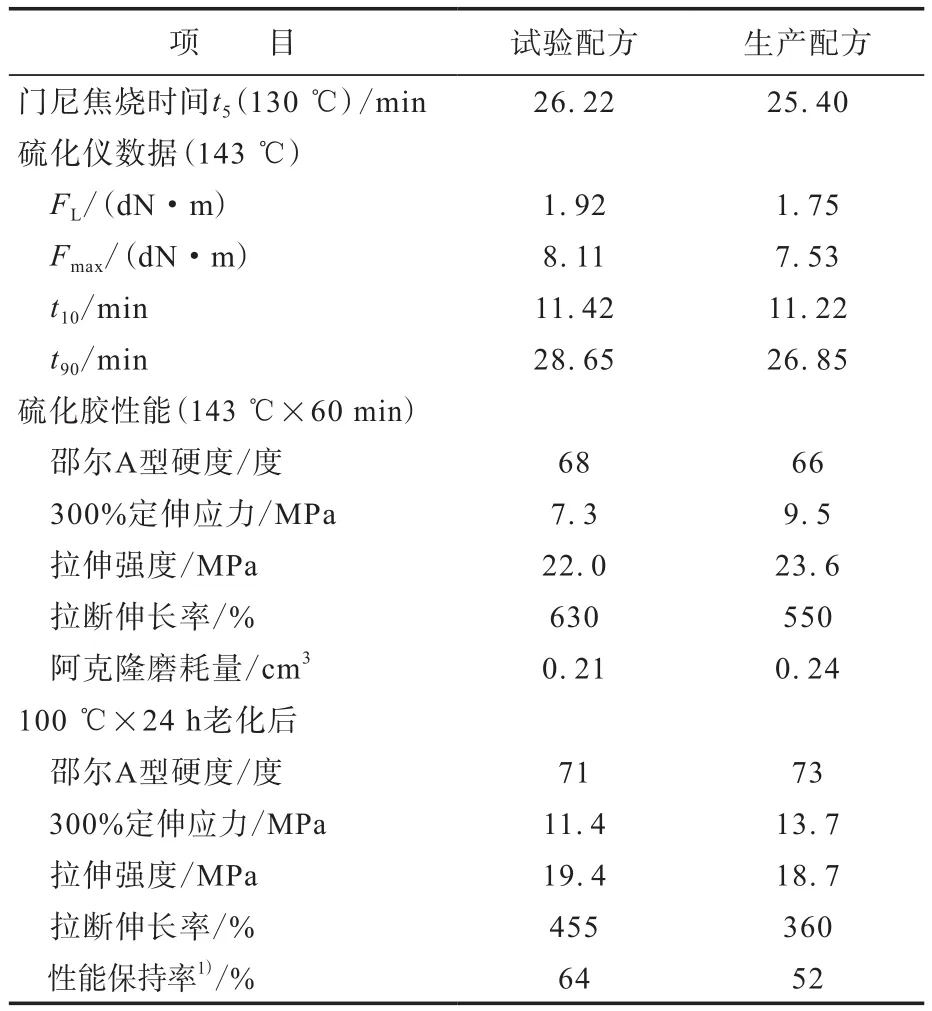
表2 小配合试验结果
从表2可以看出:与生产配方胶料相比,试验配方胶料的门尼焦烧时间略有延长,FL和Fmax增大;硫化胶的阿克隆磨耗量减小,耐磨性能提高,老化后试验配方胶料的性能保持率增大,耐老化性能提高。
2.2 大配合试验
大配合试验结果如表3所示。
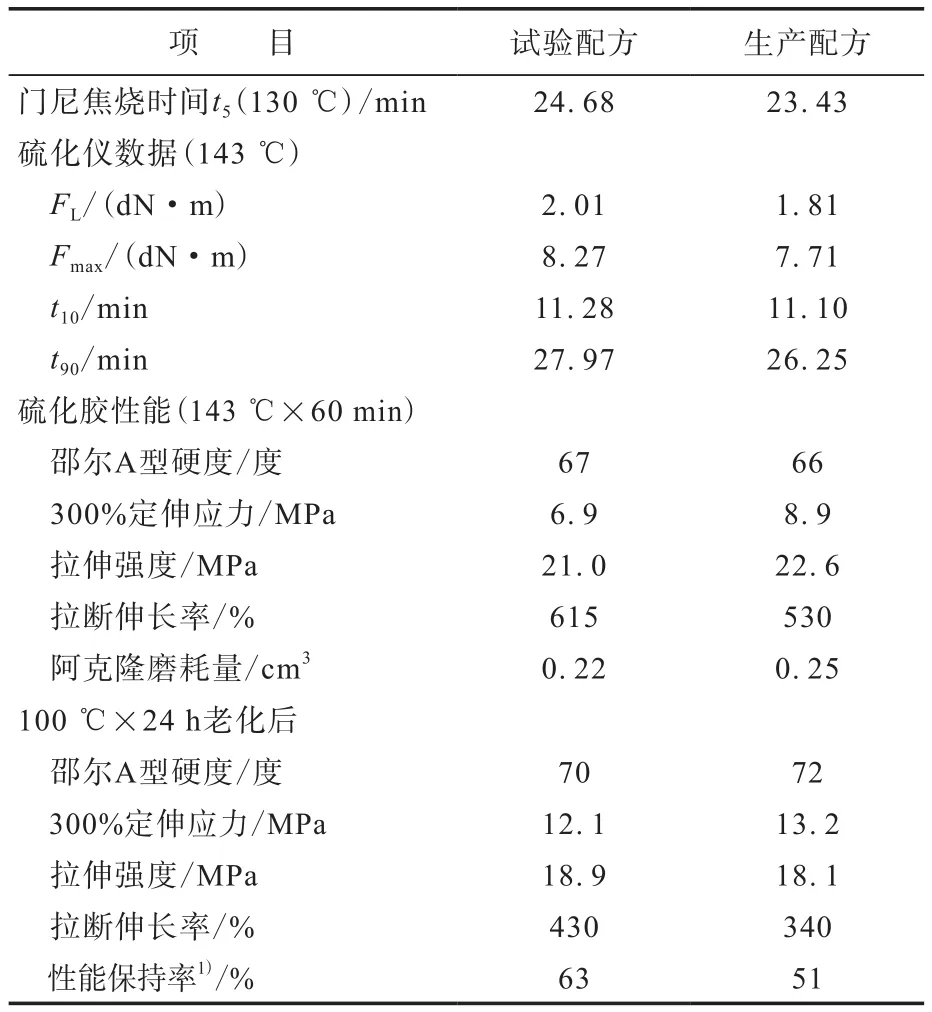
表3 大配合试验结果
从表3可以看出,试验配方胶料的耐磨性能和耐老化性能均优于生产配方胶料,与小配合试验结果保持一致。
2.3 成品轮胎性能
分别采用试验配方和生产配方胶料制备12.00-18 12M8轮胎,并进行成品轮胎性能测试。
2.3.1 耐臭氧老化性能
取成品轮胎胎面胶进行耐臭氧老化试验。试验条件为40 ℃×72 h,试样拉伸20%,臭氧质量分数为50×10-8。试验结果如下:生产配方胶料表面出现裂口,裂纹最长为4.52 mm;试验配方胶料未出现裂口,耐老化性能明显提高。
2.3.2 耐龟裂性能
将成品轮胎按标准充气压力进行充气,露天放置进行暴晒试验,试验结果如表4所示。
从表4可以看出,经过夏季露天暴晒后,试验轮胎的耐龟裂性能明显优于生产轮胎。
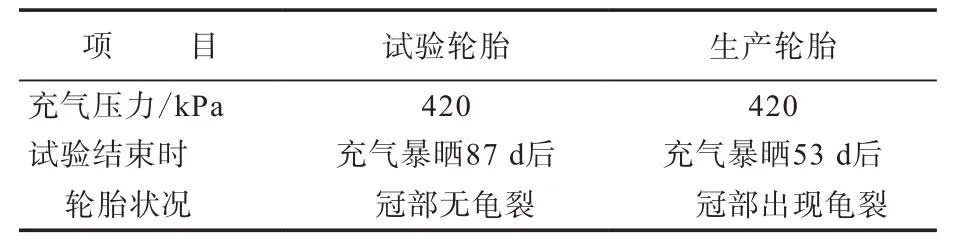
表4 成品轮胎的充气露天暴晒试验结果
2.3.3 耐磨性能
将成品轮胎进行装车试验,轮胎耐磨性能试验结果如表5所示。
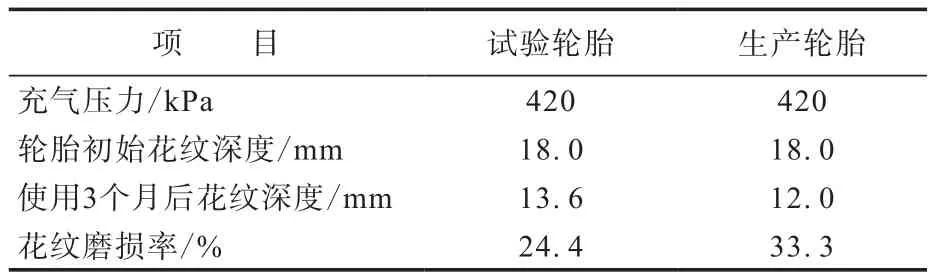
表5 成品轮胎的耐磨性能测试结果
从表5可以看出,轮胎经过3个月的装车验证,试验轮胎的花纹磨损率明显减小,耐磨性能提高。
3 结语
通过对高层级农业轮胎胎面胶配方的优化设计,我公司高层级农业轮胎的耐臭氧老化、耐龟裂和耐磨性能均显著提升,大幅减小了轮胎的质量退赔率,进一步巩固了我公司农业轮胎产品在市场上的领先地位。
猜你喜欢
建材发展导向(2022年20期)2022-11-03
橡胶科技(2022年9期)2022-09-29
建材发展导向(2022年18期)2022-09-22
橡胶工业(2022年5期)2022-07-20
橡胶工业(2022年7期)2022-07-19
建材发展导向(2021年13期)2021-07-28
轮胎工业(2021年10期)2021-07-20
世界热带农业信息(2017年5期)2017-10-23
世界热带农业信息(2017年4期)2017-07-28
世界热带农业信息(2017年3期)2017-07-13