丁基再生橡胶的制备及其在轮胎气密层中的应用
2021-07-20 07:28黄祥洪张满刚张新军韩兆群
轮胎工业 2021年8期
王 婷,黄祥洪,陈 宏,张满刚,张新军,韩兆群
(1.北京橡胶工业研究设计院有限公司,北京 100143;2.江苏中宏环保科技有限公司,江苏 江阴 214400)
随着轮胎产量的逐年增大,气密层胶使用的卤化丁基橡胶用量也日益增大,且价格不断上涨,使轮胎的制造成本难以降低。另一方面,丁基橡胶(IIR)的大量生产和应用,导致废IIR数量不断增大,如废IIR内胎、胶囊等,若不及时处理,将会造成环境污染[1-5]。因此,废IIR的回收利用及其在轮胎和橡胶制品等领域的应用成为研究人员及企业关注的焦点[6-9]。
废IIR的循环利用方式主要有再生橡胶、胶粉和活化胶粉。丁基再生橡胶(R-IIR)是目前最主要的利用方式,其再生工艺主要有传统的动态脱硫法、开炼机脱硫再生法以及环保型废橡胶复原再生法等[10-16]。
传统的动态脱硫法是一种在高温、高压的条件下加入活化剂、脱硫剂等,可使橡胶再生的生产工艺。在脱硫反应过程中,物料处于运动状态,通过动能与热量的传递以及化学助剂的作用,完成橡胶脱硫。采用此方法得到的产品质量稳定、工艺简单、投资少、再生周期短,但在脱硫过程中橡胶主链键易氧化、断裂等,影响再生橡胶的性能,且二次污染严重,现已限制使用。
开炼机脱硫再生法是在常温下通过两辊间的机械剪切力及脱硫剂等力-化学作用,无需加压、加热,即可制得塑性较高的再生橡胶。该工艺虽然简单易行、投资少,但自动化程度低、劳动强度大、存在二次污染,在工业化生产方面有很大的局限性。
环保型废橡胶复原再生法是利用螺杆混炼技术,使废硫化胶粉在热、剪切、挤压等的综合作用下,在较短时间内打断橡胶分子的三维网状结构,从而获得性能较好的再生橡胶。该方法[17]综合了挤压法、动态法及塑化法等脱硫工艺的优点,具有生产连续、时间短、传热好、硫化胶粉氧化程度低等特点,是一种环保型再生橡胶的生产工艺。此外还有密闭式捏炼机脱硫再生法、超临界二氧化碳流体法等制备R-IIR。
本工作采用环保型废橡胶复原再生法制备R-IIR,将其与溴化丁基橡胶(BIIR)并用于轮胎气密层胶中,研究R-IIR/BIIR并用比对胶料各项性能的影响。
1 实验
1.1 主要原材料
废IIR内胎胶粉,江苏中宏环保科技有限公司产品;BIIR,牌号2222,埃克森美孚化工公司产品;SP-1068树脂,美国圣莱科特公司产品。
1.2 试验配方
1.2.1 R-IIR硫化配方
R-IIR 100,氧化锌 2.83,硫黄 1.17,促进剂MBT 0.27,促进剂TMTD 0.57。
1.2.2 轮胎气密层配方
R-IIR/BIIR 100(R-IIR并用量分别为0,5,10,15,20和25份),炭黑N660 60,芳烃油 10,氧化锌 3,硬脂酸 2,SP-1068树脂 2,硫黄0.5,促进剂MBTS 1.5,其他 7。
1.3 主要设备和仪器
环保型废橡胶复原机,江苏中宏环保科技有限公司产品;1.57 L密炼机,英国法雷尔公司产品;XK-160A型两辊开炼机,上海橡胶机械厂产品;框式平板硫化机,浙江和孚橡胶机械厂产品;MV200E型橡胶门尼粘度仪和C2000E型橡胶无转子硫化仪,北京市友深电子仪器有限公司产品;5567EH/9976型电子万能材料试验机,美国Instron公司产品;邵氏硬度计,上海六菱仪器厂产品;QLH-225型换气式老化箱,北京雅士林实验设备有限公司产品。
1.4 试样制备
1.4.1 基本配方试样
(1)R-IIR的制备。采用环保型废橡胶复原机,利用螺杆混炼技术制备R-IIR。具体工艺为:将废IIR粉投入环保型废橡胶复原机中,机头挤出压力为1.0~2.0 MPa,温度为350~380 ℃,利用热、剪切、挤压等综合作用,经过12 min左右挤出条状胶料,然后经过精炼、两次过滤后挤出成型,冷却裁断,最终得到R-IIR。
(2)R-IIR混炼胶的制备。将R-IIR投入开炼机,反复做3/4割刀、折叠下片再过辊,使试样均匀包裹在辊筒上,然后依次加入促进剂、氧化锌和硫黄,左右割胶3次,混炼均匀,得到混炼胶。
(3)R-IIR硫化胶的制备。胶料在平板硫化机上硫化,硫化条件为160 ℃×40 min。
1.4.2 轮胎气密层配方试样
胶料分两段混炼。一段混炼在密炼机中进行,转子转速为80 r·min-1,混炼工艺为:生胶/R-IIR(1 min)→炭黑和芳烃油(2.5 min)→硬脂酸、SP-1068树脂等(1.5 min)→清扫(1 min)→排胶;二段混炼在开炼机上进行,混炼工艺为:一段混炼胶、氧化锌、硫黄、促进剂,混炼均匀后得到混炼胶。
混炼胶停放16 h后在平板硫化机上硫化,硫化条件为160 ℃×30 min。
1.5 性能测试
各项性能均按照相应的国家标准进行测试。
2 结果与讨论
2.1 R-IIR的基本性能
R-IIR的基本性能如表1所示。
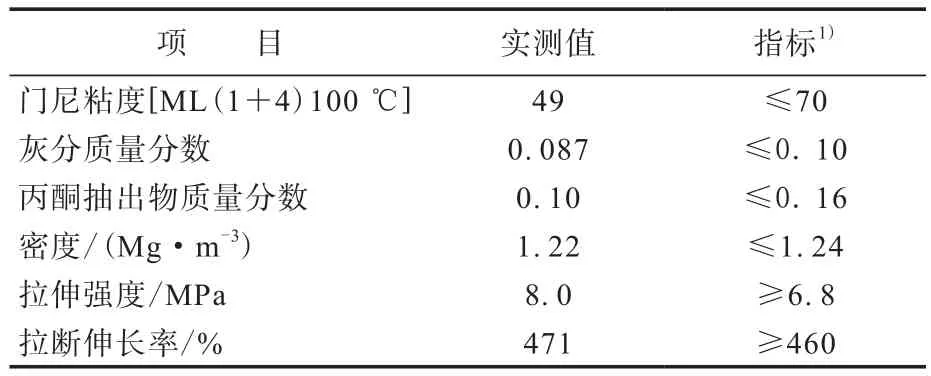
表1 R-IIR的基本性能
从表1可以看出,R-IIR在脱硫反应过程中,经过热降解以及螺杆的剪切力和挤压力等作用,使废IIR硫化胶粉的交联键断裂,分子链变短,门尼粘度降低,在制备过程中尽管没有添加脱硫剂等助剂,但胶料仍获得较好的塑性及加工性能等,硫化后能够获得较好的力学性能,其各项性能均达到国家标准要求。
2.2 R-IIR在轮胎气密层中的应用
2.2.1 门尼粘度和门尼焦烧时间
门尼粘度和门尼焦烧时间主要用来表征胶料的加工性能等。门尼粘度是通过测定门尼粘度计的转子在转动过程中转动力矩的大小来表征胶料的流动性,反映胶料的加工性能。门尼粘度过大或过小都不利于加工工艺,粘度过大则胶料不易混炼均匀及挤出加工,粘度过小则胶料压延、挤出时易粘辊。门尼焦烧时间反映胶料的加工安全性,t5越长,混炼胶的加工安全性越好,反之越差。
R-IIR/BIIR并用比对胶料门尼粘度和门尼焦烧时间的影响如表2所示。
从表2可以看出,随着R-IIR并用量的增大,胶料的门尼粘度呈小幅上升的趋势,并用20和25份R-IIR时胶料的门尼粘度相同。由于纯BIIR的门尼粘度较低,混炼时易粘辊,加工性能略差。在并用R-IIR后,尽管胶料的门尼粘度略有增大,但改善了胶料的包辊性,更易加工。当R-IIR并用量逐渐增大时,胶料的t5呈现缩短趋势。这是由于R-IIR比IIR的相对分子质量小且不规整,使R-IIR的分子具有较高的活性。R-IIR并用BIIR,对胶料的加工安全性略有影响。

表2 R-IIR/BIIR并用比对胶料门尼粘度和门尼焦烧时间的影响
2.2.2 硫化特性
硫化特性能够直观地表征胶料的整个硫化历程。R-IIR/BIIR并用比对胶料硫化特性(160 ℃)的影响如表3所示。
从表3可以看出,R-IIR以不同用量与BIIR并用后,胶料的FL相差不大,R-IIR对胶料在硫化诱导期的流动性影响不大,混炼胶能够充分充模,从而提高产品的合格率。随着R-IIR并用量的增大,胶料的Fmax先减小后增大,表明R-IIR并用20份以下时,硫化胶的交联密度略有减小。对于硫化诱导时间,并用不同用量的R-IIR使胶料的t10均有所延长。R-IIR并用量在10份以上时,胶料的t90略有延长,R-IIR并用量为15,20和25份时胶料的t90相当。R-IIR对胶料硫化特性产生影响是因为在脱硫再生反应中,R-IIR大量活性交联点减少,且残留有硫化剂等,使硫化反应时橡胶与硫化剂的交联不同于纯BIIR。

表3 R-IIR/BIIR并用比对胶料硫化特性的影响
2.2.3 物理性能
R-IIR/BIIR并用比对硫化胶物理性能的影响如表4所示。

表4 R-IIR/BIIR并用比对硫化胶物理性能的影响
从表4可以看出:随着R-IIR并用量的增大,胶料的硬度总体略有增大,且R-IIR并用量从20份增大到25份时,胶料的硬度一致;胶料的100%和300%定伸应力呈逐渐增大趋势,而拉伸强度和拉断伸长率则呈缓慢减小趋势,撕裂强度相当。当R-IIR并用量在15份以下时,胶料性能明显优于R-IIR并用量在20份以上时的胶料性能。分析可知,R-IIR与BIIR并用后,提高了胶料的刚度,对其制品抵抗撕裂破坏能力基本无影响,但抵抗拉伸破坏的极限能力略有降低。这是因为R-IIR在脱硫再生过程中不仅有交联键S—S的断裂,还存在少量主链C—C键的断裂,导致拉伸性能略有下降。
2.2.4 耐热氧老化性能
硫化胶热氧老化试验是试样在一定温度下放置规定时间后,测定试样的相关性能。通过热氧老化前后硫化胶拉伸强度和拉断伸长率的变化来综合评价胶料的耐热氧老化性能。
R-IIR/BIIR并用比对胶料耐热氧老化性能的影响如表5所示。
从表5可以看出:老化后各胶料的硬度均有不同程度的增大;R-IIR与BIIR并用后,老化后胶料的拉伸强度比纯BIIR略有提高或保持较好,表明R-IIR有利于并用胶的耐热氧老化性能。其中,5份R-IIR与BIIR并用的胶料老化后的拉伸强度略有提高,可能是由于在热空气老化过程中,硫化剂继续使橡胶交联,增大了胶料的交联密度。

表5 R-IIR/BIIR并用比对胶料耐热氧老化性能的影响
2.2.5 气密性
硫化胶的透气性是用测量在一定温度和压力状态下气体在橡胶中的透过率来表征。透气率越小,硫化胶的气密性越好。R-IIR/BIIR并用比对胶料气密性的影响如表6所示。
从表6可以看出,随着R-IIR并用量的增大,硫化胶的透气量和透气率变化不明显,数值均在同一数量级,即胶料的气密性并没有随着R-IIR并用量的增大而发生显著变化,胶料依然具有优异的气密性。这是因为尽管R-IIR经过了脱硫降解,主链也发生了部分断裂,但是其主体分子结构与BIIR依然保持一致,主链异丁烯结构并未因脱硫降解而遭破坏,两者之间的相容性较好,这使R-IIR对胶料的气密性影响不大。

表6 R-IIR/BIIR并用比对胶料气密性的影响
3 结论
(1)废橡胶复原再生法是一种环保无污染的脱硫技术,利用热、剪切、挤压等综合作用,使废橡胶粉脱硫再生,从而获得性能良好的再生橡胶。该方法在生产过程中无废水废气产生,避免了对环境的二次污染;其生产工艺自动化、可控化程度高,产量大,能耗小;应用广泛,可用于多种再生橡胶的生产。
(2)采用环保型废橡胶复原机制备的R-IIR,具有较好的力学性能,各项性能均满足国家标准要求。
(3)以5~25份R-IIR与BIIR并用,随着R-IIR并用量的增大,胶料的粘辊性改善,加工性能提高,FL相差不大,Fmax先减小后增大,t10和t90总体延长。
(4)随着R-IIR并用量的增大,胶料的拉伸强度和拉断伸长率总体呈缓慢下降趋势,撕裂强度基本无影响,耐热氧老化性能和气密性较好。当R-IIR并用量为15份时,胶料的拉伸强度为9.33 MPa,拉断伸长率为1 041%,依然保持有良好的力学性能,同时具有优异的气密性。
猜你喜欢
弹性体(2022年3期)2022-11-15
橡胶科技(2022年9期)2022-09-29
橡胶工业(2022年5期)2022-07-20
橡胶工业(2022年7期)2022-07-19
轮胎工业(2022年2期)2022-07-19
交通科技与管理(2022年8期)2022-05-07
汽车工程师(2021年12期)2022-01-17
轮胎工业(2021年10期)2021-07-20
科学与财富(2021年34期)2021-05-10
大经贸(2020年1期)2020-04-07