
碳纤维增强聚醚醚酮化学镀镍磷合金工艺及镀层性能
2021-07-17 00:59:12周柏玉李凌华张丽芳黄仁超李光玉
电镀与涂饰 2021年12期
周柏玉 ,李凌华,张丽芳,黄仁超,李光玉
(1.郴州职业技术学院现代装备制造学院,湖南 郴州 432000;2.吉林大学材料科学与工程学院,吉林 长春 130025)
节约资源和保护环境是我国的基本国策,节能减排已成为工业发展的重要使命。轻量化是航空航天、汽车等领域节能减排的重要手段之一,选用比强度高的高分子材料替代金属是实现轻量化的最有效方法。聚醚醚酮(PEEK)因优异的耐热稳定性、耐腐蚀性、阻燃性、耐疲劳性和高比强度而被广泛应用在汽车、航空航天、飞机[1-2]等领域。但PEEK是绝缘体,对电磁波没有屏蔽作用,而电磁辐射对人体、环境等有不利影响,这严重限制了PEEK的使用范围。虽然研究人员通过复合来改善它的性能,但是其电磁屏蔽性能与金属相比还是差距很大[3-7]。
通过表面处理技术在材料表面沉积金属层是改善高分子材料导电性,提高其电磁屏蔽性能的最有效方法。化学镀操作简单、对设备要求低,已被广泛应用于复杂形状高分子零件的表面金属化[8-9]。其中化学镀镍磷(Ni–P)是最早被发现和得到应用的化学镀技术,所制镍磷合金镀层的导电性[10-11]、摩擦学性能[12]、耐蚀性[13]等性能优异。为方便 PEEK在电磁辐射环境下使用,本文采用化学镀在碳纤维(CFs)体积分数为30%的PEEK表面化学镀镍磷合金,探索了工艺参数对沉积速率和电磁屏蔽效能的影响。
1 实验
1.1 原料
基材是由吉大特塑工程研究有限公司提供的 30vol.%CF-PEEK复合材料,经模压成型制成,直径100 mm,高2 mm,如图1所示,其中碳纤维的体积分数为30%,碳含量大于93%,外观呈团絮状,密度0.935 g/m3,拉伸强度3 530 MPa,拉伸模量230 GPa,断裂伸长率1.5%。将大块基体切割成直径为15 mm × 15 mm × 2 mm 的小试样。

图1 30vol.%CF-PEEK基体的外观Figure 1 Appearance of 30vol.%CF-PEEK substrate
1.2 样品制备
工艺流程主要为:除油→粗化→敏化→活化→化学镀镍磷合金→清洗→电吹风吹干。
1.2.1 除油
将基材置于85 °C的自制碱性除油剂(80 g/L NaOH,60 g/L Na2CO3,47 g/L Na3PO4)中处理10 min,取出后用去离子水清洗干净。
1.2.2 粗化
室温下将除油后的基材置于100 mL/L HF + 100 mL/L H2SO4的混合溶液中处理2 min,取出后用去离子水清洗干净。
1.2.3 敏化
室温下将粗化后的基材置于30 g/L SnCl2+ 50 mL/L盐酸(37%,后同)混合溶液中处理8 min。
1.2.4 活化
室温下将敏化后的基材置于0.5 g/L PaCl2+ 8 mL/L盐酸混合溶液中处理5 min。
1.2.5 化学镀镍磷合金
将活化后的基材置于 80 °C 的水浴中施镀120 min,镀液组成为:NiSO4·6H2O 25 g/L, NaH2PO2·H2O 30 g/L,乙酸钠20 g/L,柠檬酸钠10 g/L,乳酸30 g/L,硫脲0.03 g/L。用氨水将镀液的pH调整为6.1。镀后用去离子水冲洗干净,吹干后用密封袋保存,镀层厚度约30 μm。
1.3 性能测定
1.3.1 沉积速率
按式(1)计算化学镀的沉积速率v(单位:μm/h)。

式中,m1和m2分别为试样施镀前后的质量(单位:g);t为施镀时间(单位:h);A为15 mm × 15 mm × 2 mm小试样的表面积(单位:cm2);ρ为镀层的密度(单位:g/cm3),由式(2)计算可得。

式中,ρ(Ni)为镍的密度(取8.9 g/cm3);ρ(P)为磷的密度(取1.82 g/cm3);w(Ni)和w(P)分别为镀层中镍和磷的质量分数,均由能谱分析获得。
1.3.2 形貌和成分
采用日本电子的JSM-5310型扫描电镜(SEM)观察镀层的表面和截面形貌,加速电压为10~25 kV,束斑直径2~3 mm,探测深度2~3 mm。用其自带的INC250型能谱仪(EDS)分析镀层的成分。
1.3.3 物相
采用日本Rigaku的Dymax型X射线衍射仪(XRD)分析镀层的物相结构,铜靶Kα线,电压50 kV,电流300 mA,扫描速率4°/min,步长0.02°。
1.3.4 硬度和结合力
用VMH-002V型显微硬度计测量镀层的硬度,载荷为100 g,保压时间15 s,取5组试样,每个试样测量3次,取平均值作为镀层的硬度。
采用冷热循环法测试镀层与基体表面的结合力:将镀件放入沸水中煮0.5 h,随后置于0~5 °C冰水中,5 min后取出,如此循环5次后烘干,观察镀层是否起皮或脱落。
1.3.5 电化学性能
采用美国 Princeton应用研究公司的 Versa STAAT3电化学综合测试系统测量镀层的电化学阻抗谱(EIS)和极化曲线,介质为3.5% NaCl溶液。以1 cm × 1 cm的铂电极为辅助电极,饱和甘汞电极(SCE)为参比电极,测试面积为0.49 cm2的试样作为工作电极。在进行EIS测量之前,试样需要经过大量的去离子水冲洗,并在乙醇中超声振荡5 min,然后将令试样在测试液中静置15 min,以获得稳定的开路电位。EIS的交流信号幅值为10 mV(相对于开路电位),频率从100 kHz到0.01 Hz。在EIS测量结束后,以试样的相同位置进行极化曲线测试,电压范围为±250 mV(相对于开路电位),扫描速率为50 mV/min。
1.3.6 电磁屏蔽效能
使用北京EMC抗扰实验室提供的CT-1型法兰同轴测试装置,根据GJB 6190–2008《电磁屏蔽材料屏蔽效能测量方法》测试镀层的电磁屏蔽效能(SEEMI),其工作原理见图2。所用E8251A型微波信号源的指标为250 kHz至20 GHz,E4440A型频谱分析仪的指标为3 Hz至26.5 GHz,CT-1型同轴传输线测试装置的指标为30 MHz至1.5 GHz。
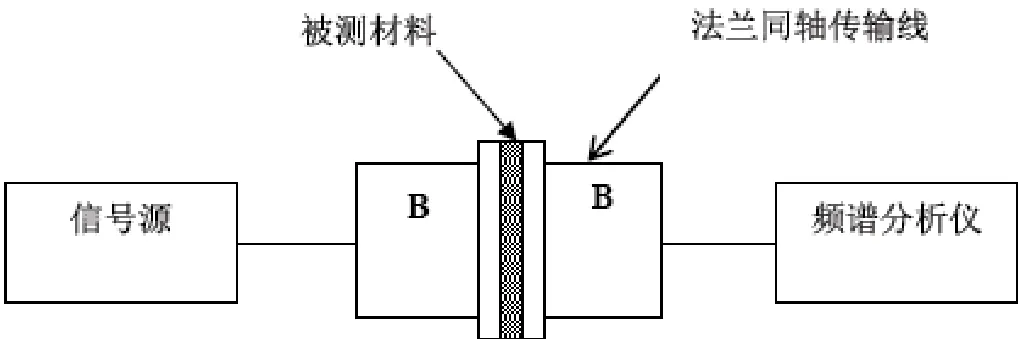
图2 电磁屏蔽效能测试仪器简图Figure 2 Sketch of the equipment for measuring the EMI shielding effectiveness
2 结果与讨论
2.1 主要工艺参数对沉积速率和电磁屏蔽效能的影响
2.1.1 硫酸镍的质量浓度
硫酸镍是镀液的主盐,在 NaH2PO2·H2O为 30 g/L、pH为 6.1的条件下,从图 3可见沉积速率随NiSO4·6H2O质量浓度增大而增大,同时速率变化曲线的斜率不断减小,说明其增长率逐渐减小。当NiSO4·6H2O质量浓度为25 g/L时,沉积速率为15.1 μm/h,之后沉积速率变化很小,趋于稳定。这是因为随着NiSO4·6H2O质量浓度增加,游离Ni2+含量增加,撞击到基体表面的有效离子增多。后期虽然Ni2+含量继续增多,但由于与Ni2+反应的浓度并未增加,因此沉积速率增加缓慢。
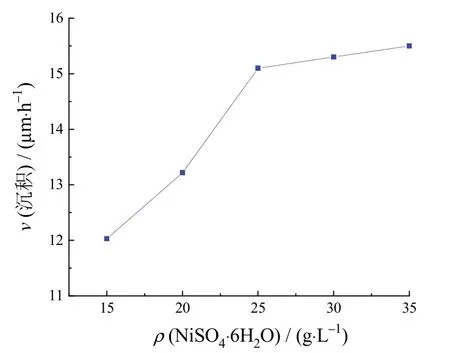
图3 硫酸镍质量浓度对镍磷合金镀层沉积速率的影响Figure 3 Effect of mass concentration of nickel sulfate on deposition rate of Ni–P alloy coating
由图4可知,随着NiSO4·6H2O质量浓度增加,镀层的电磁屏蔽效能先提升后降低,在质量浓度为25 g/L时最高。这是由于随着质量浓度增加,沉积速率增大,在施镀2 h后,镀层厚度由NiSO4·6H2O质量浓度为15 g/L时的24 μm左右增至质量浓度为25 g/L时的30 μm。镀层厚度增大,对电磁波的衰减作用增强,镀层的电磁屏蔽效能就越好。但是当NiSO4·6H2O质量浓度超过25 g/L后,沉积速率变化较小,镀层厚度变化小,且由于镀液稳定性下降,镀层质量降低,减弱了镀层的电磁屏蔽效能。此外,在整个NiSO4·6H2O质量浓度实验范围内,镀层的沉积速率都超过了12 μm/h,在施镀120 min后,镍磷镀层很好地包裹了基体,所有镀层都展现了良好的电磁屏蔽性能,且随NiSO4·6H2O质量浓度的变化较小。

图4 硫酸镍浓度对镍磷合金镀层电磁屏蔽效能的影响Figure 4 Effect of mass concentration of nickel sulfate on EMI shielding effectiveness of Ni–P alloy coating
综合考虑之下,NiSO4·6H2O质量浓度以25 g/L为宜。
2.1.2 次磷酸钠的质量浓度
次磷酸钠是还原剂,在 NiSO4·6H2O质量浓度为 25 g/L、pH为 6.1的条件下,从图5可知,随着NaH2PO2·H2O质量浓度增大,沉积加快,且在超过 30 g/L后,沉积速率维持在一个稳定值。这是由于NaH2PO2·H2O质量浓度增加,则对Ni2+的还原作用增强,但是质量浓度达到一定程度后,H2PO−2对氧化还原电位的增加作用达到一定值,且与Ni2+对氧化还原电位的降低作用形成平衡。

图5 次磷酸钠质量浓度对镍磷合金镀层沉积速率的影响Figure 5 Effect of mass concentration of sodium hypophosphite on deposition rate of Ni–P alloy coating
由图6可知,镀层的电磁屏蔽效能随着NaH2PO2·H2O质量浓度增加先提升后降低,在NaH2PO2·H2O质量浓度为30 g/L时达到最佳。当NaH2PO2·H2O质量浓度为15~20 g/L时,镀层的电磁屏蔽效能变化较小,20~30 g/L时变化较大,超过30 g/L后变化很小。当NaH2PO2·H2O质量浓度较低时,沉积速率较小且变化不大,镀层薄(厚度15.0~16.5 μm)且变化不大,因此镀层的电磁屏蔽效能较差且接近。当NaH2PO2·H2O质量浓度为25~30 g/L时,沉积速率有较大提升,镀层厚度提高到24~30 μm,其电磁屏蔽效能有较大提升。当NaH2PO2·H2O质量浓度超过25 g/L时,镀层对基体的包裹良好,镀层的电磁屏蔽效能受镀层厚度增加的影响较小,因此差别不大。当NaH2PO2·H2O质量浓度达到35 g/L,积累的离子增加,镀液恶化,影响到镀层质量,其电磁屏蔽效能有所降低。因此NaH2PO2·H2O质量浓度宜选30 g/L。

图6 次磷酸钠质量浓度对镍磷合金镀层电磁屏蔽效能的影响Figure 6 Effect of mass concentration of sodium hypophosphite on EMI shielding effectiveness of Ni–P alloy coating
2.1.3 pH
在NiSO4·6H2O质量浓度为25 g/L,NaH2PO2·H2O质量浓度为30 g/L的条件下,从图7可见,沉积速率随pH升高先增后减,在 pH为6.1时达到最大。根据化学镀镍磷合金的电化学反应机理,镀液中H+浓度降低有利于镍的沉积,OH−浓度降低有利于磷的沉积。当镀液pH增加时,H+浓度降低,促进镍沉积,沉积速率增大。但pH达到一定值后,H+浓度缓慢降低,而OH−浓度急剧增加,抑制了磷的沉积。当pH为6.1时,H+浓度降低和OH−浓度增加达到平衡,此时沉积速率最快。
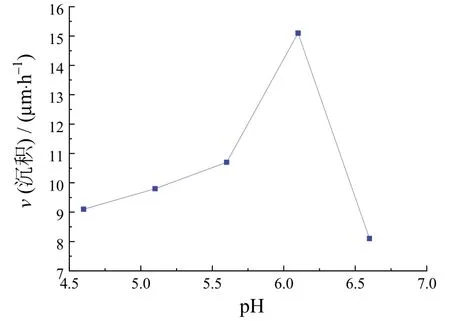
图7 镀液pH对镍磷合金镀层沉积速率的影响Figure 7 Effect of bath pH on deposition rate of Ni–P alloy coating
从图8可知,镀层的电磁屏蔽效能随着pH升高先增后减,在pH为6.1时最佳。随着pH增加,沉积速率增大,镀层厚度增加,且促进了金属镍的沉积,从而提高了镀层的导电性,增强了镀层的电磁屏蔽效能。pH升高对镀层导电性的提高作用也是造成虽然pH为6.6时镀层沉积速率最小,但电磁屏蔽效能却比pH为4.6时高的原因。镀液的pH确定为6.1。

图8 镀液pH对镍磷合金镀层电磁屏蔽效能的影响Figure 8 Effect of pH on EMI shielding effectiveness of Ni–P alloy coating
综上所述,碳纤维增强聚醚醚酮化学镀镍磷合金的最佳工艺条件为:NiSO4·6H2O 25 g/L,NaH2PO2·H2O 30 g/L,乙酸钠 20 g/L,柠檬酸钠 10 g/L,乳酸 30 mg/L,硫脲 0.03 g/L,温度 80 °C,pH 6.1,时间120 min。在上述条件下,沉积速率达到15 μm/h,镀层的电磁屏蔽效能在整个测试频率范围内都超过69.8 dB。
2.2 最佳工艺条件下所得镀层的性能
2.2.1 形貌和元素成分
由图9可见,镀层由致密且连续的结瘤状组织构成,但是结瘤的大小不均匀。Ni–P镀层嵌入到基材中,与基体结合良好,镀层厚度均匀,约为30 μm,与沉积速率的计算结果相符。

图9 镍磷合金镀层表面(a)及截面(b)SEM照片Figure 9 SEM images of surface (a) and cross-section (b) of Ni–P alloy coating
图10 所示的EDS谱图中只有Ni和P两种元素,说明PEEK基体被镀层完全覆盖。研究表明[14],当镀层中磷元素含量超过10%时,镀层呈现非晶态,且非晶态镍磷合金镀层具有更优异的性能。

图10 镍磷合金镀层的EDS谱图Figure 10 EDS spectrum of Ni–P alloy coating
2.2.2 物相结构
由图11可见,在2θ为80°附近有一馒头峰,在2θ为45°附近有一较宽的漫散射峰,证实镍磷合金镀层确是非晶态。在衍射谱图上没有发现磷峰可能是磷作为间隙原子存在于镍晶格中。

图11 镍磷合金镀层的XRD谱图Figure 11 XRD pattern of Ni–P alloy coating
2.2.3 显微硬度和结合力
从表1可知,镍磷合金镀层的平均显微硬度为644.7 HV。冷热循环5次后吹干,镀层无起皮、开裂和脱落现象,说明镀层与基体结合良好。

表1 镍磷合金镀层的显微硬度Table 1 Microhardness of Ni–P alloy coating(单位:HV)
2.2.4 耐蚀性
根据图12a可求出镍磷合金镀层在3.5% NaCl溶液中的腐蚀电位和腐蚀电流密度分别为−0.653 V和4.659 μA/cm2,且在图12a中电位−0.306 V至−0.027 V区间内有一自钝化平台。如图12b所示,镀层的阻抗谱呈单半圆,表明腐蚀过程只包含一个时间常数。在等效电路中,Rs为溶液电阻,Cdl为双电层电容,Rct为电荷转移电阻。经拟合,镀层在3.5% NaCl溶液中的Rct为2 316 Ω·cm2。电化学测量的结果都表明镍磷合金镀层具有良好的耐蚀性。

图12 镍磷合金镀层在3.5% NaCl溶液中的动电位极化曲线(a)和电化学阻抗谱(b)Figure 12 Potentiodynamic polarization curve (a) and EIS plot (b) of Ni–P alloy coating in 3.5% NaCl solution
2.2.5 电磁屏蔽效能
从图13可见,基材在频率30 MHz至1.5 GHz范围内的电磁屏蔽效能仅为20.0 dB左右,而化学镀镍磷合金后,电磁屏蔽效能升至69.8 dB以上,在低频范围甚至超过90.0 dB。这表明镍磷合金镀层显著提高了基材的电磁屏蔽性能。物体对电磁波的屏蔽作用主要通过反射衰减、吸收衰减和界面反射衰减来实现,其中反射衰减是指当电磁波穿过物体时,电磁波与物体内部的移动电子发生相互作用而被衰减。物体导电性越好,其内部可移动电子就越多,物体对电磁波的衰减作用也越强烈。界面反射衰减是电磁波穿过多层结构材料时受到各层界面的反复反射而衰减。在30vol.%CF-PEEK表面化学镀镍磷合金后,其表面导电性得到改善,因此对电磁波的屏蔽作用增强。同时,相较于单纯的30vol.%CF-PEEK基体,施镀后的材料形成了“镍磷合金镀层/基体/镍磷合金镀层”三层结构,电磁波穿过材料时受到“镀层/基体”界面的反复反射,也增强了对电磁波的屏蔽作用。

图13 基体和Ni–P/30vol.%CF-PEEK试样的电磁屏蔽效能曲线Figure 13 EMI shielding effectiveness curves of substrate and Ni–P/30vol.%CF-PEEK sample
3 结论
通过化学镀在碳纤维增强聚醚醚酮上沉积了致密的结瘤状非晶态镍磷合金镀层,它与基体结合良好,显微硬度为644.7 HV,展现出优异的耐蚀性和电磁屏蔽性能。
猜你喜欢
好日子(2022年3期)2022-06-01 06:22:10
意林·少年版(2020年23期)2020-01-15 03:27:51
中国生物医学工程学报(2019年4期)2019-07-16 08:04:16
电镀与环保(2018年1期)2018-04-04 05:21:22
电线电缆(2017年5期)2017-10-18 00:52:04
电镀与环保(2017年3期)2017-06-23 08:24:50
中学生数理化(高中版.高二数学)(2017年1期)2017-04-16 05:33:46
厦门理工学院学报(2016年1期)2016-12-01 04:50:52
超硬材料工程(2016年1期)2016-02-28 22:20:02
河南科技(2014年16期)2014-02-27 14:13:21
