6061-T6铝合金构件焊接残余应力分布
2021-07-16 07:10张鹏飞卢嘉玮张兆年卢小松
兰州交通大学学报 2021年3期
张鹏飞,卢嘉玮,张兆年,卢小松
(1. 西安工业大学 建筑工程学院,西安 710021;2. 西安建筑科技大学 安德学院,西安 710055;3. 兰州交通大学 土木工程学院,兰州 730070)
铝合金材料拥有自重轻、抗腐蚀与加工性能好等优点,目前在国内正被广泛的应用于各类建筑工程中[1-2].建筑结构中的多数构件都是焊接加工成型,焊接加工本身存在加热范围小且温度梯度大的特点,这使得高温性能佳的国产6061-T6铝合金在焊接加工后不可避免地出现较高的热应力和较大的热膨胀,从而产生残余应力和残余变形[3].残余应力与残余变形是影响结构性能、可靠性以及稳定性、疲劳强度等方面的重要因素.在对金属材料残余应力测量的各种方法中,1934年德国学者Mathar J提出了小孔应力释放法的概念,随后产生的盲孔法是目前工程中最常用的残余应力检测方法[4-5].
我国的铝合金结构研究起步较晚,国产焊接成型的6061-T6铝合金构件的残余应力研究较少,现行规范[3]缺少对铝合金构件残余应力分布的特征说明.基于此,采用有限元模拟分析国产焊接成型的6061-T6铝合金方形截面的残余应力分布特性,并使用盲孔法对有限元模拟结果进行验证,得到6061-T6铝合金箱形杆件焊接残余应力的分布规律.
1 构件成型方式
6061-T6铝合金材料的本构关系[6-9],如图1所示.
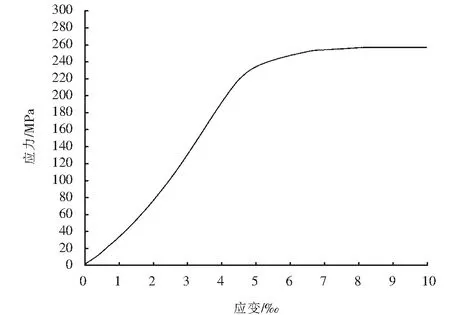
图1 6061-T6铝合金材料本构关系Fig.1 Constitutive relationship of 6061-T6 aluminium alloy
研究对象为6061-T6铝板经TIG焊接成型的箱型截面杆件,成型方式为按照对应尺寸从铝合金母材中切割4块板材,之后将四块儿板材采用TIG填隙焊进行连接,如图2所示.加工期间环境温度范围为17~22 ℃,外形尺寸150 mm×150 mm,试件长度500 mm,板厚分别为2 mm、3 mm、4 mm、5 mm,试件尺寸如表1所列,6061-T6铝合金热物理参数[10-12]如表2所列.选取试件中段横截面的相邻两边为测试边,测点分布轴线垂直于焊件纵轴线,如图3~4所示.
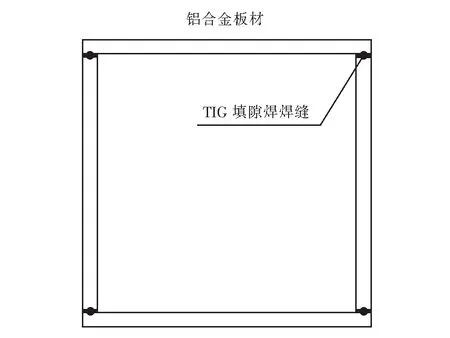
图2 构件成型图Fig.2 Component forming
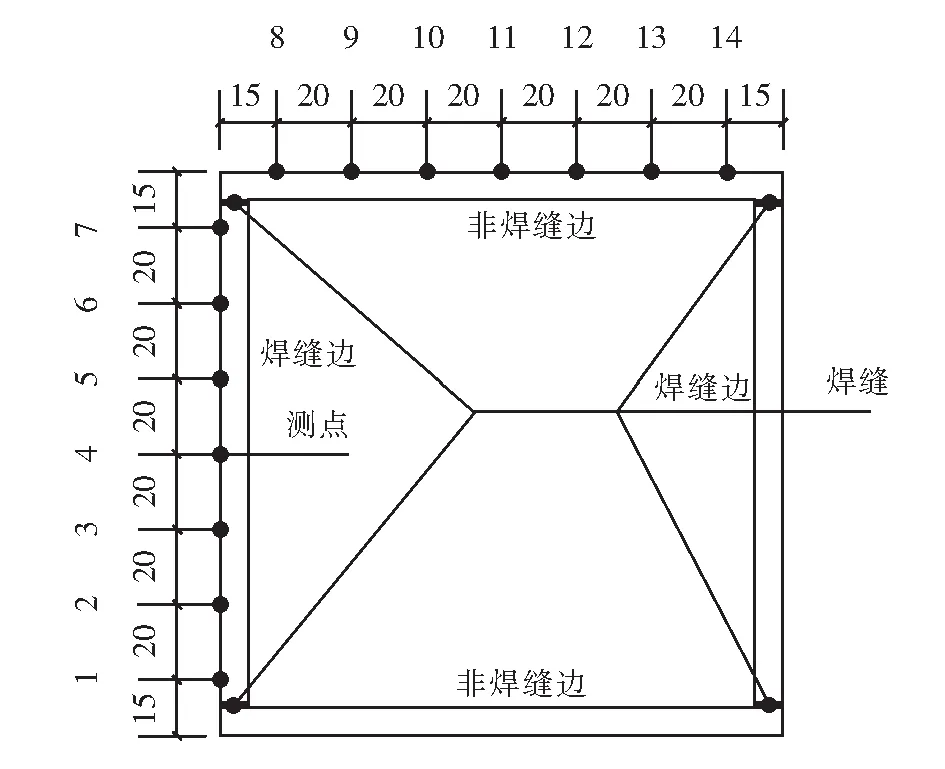
图3 焊缝位置及测点分布(单位:mm)Fig.3 Weld position and measuring point distribution (unit:mm)
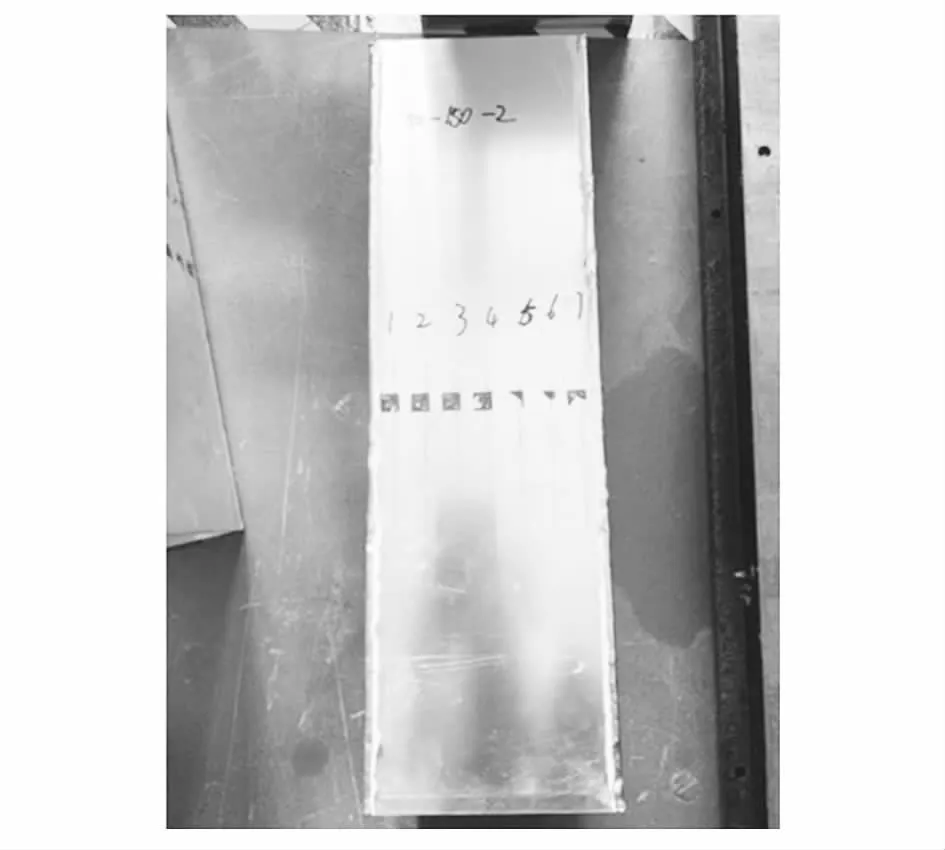
图4 试件图Fig.4 Test specimen
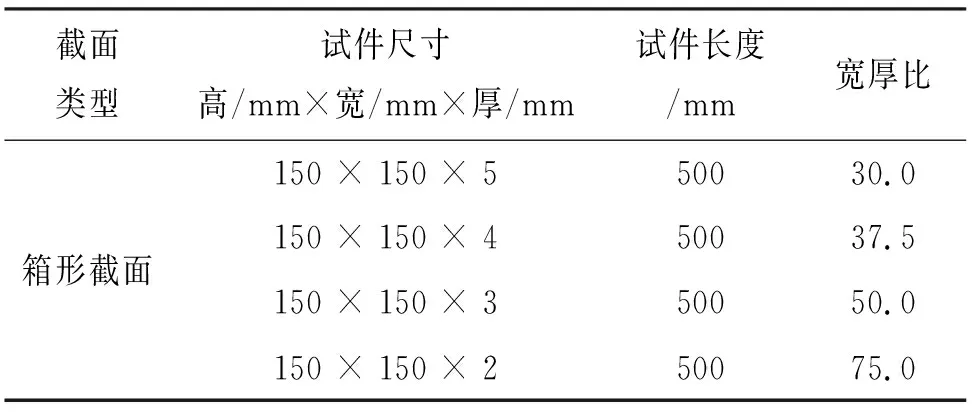
表1 试件尺寸Tab.1 Specimen size
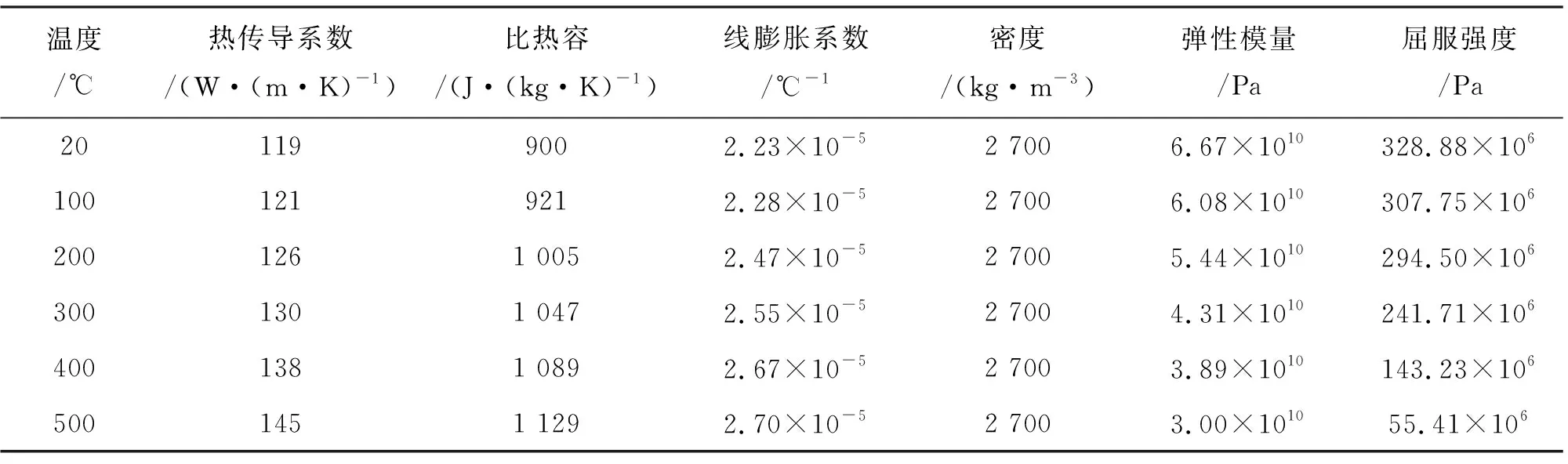
表2 6061-T6铝合金热物理参数Tab.2 Thermal physical parameters of 6061-T6aluminium alloy
2 有限元分析模型
采用ABAQUS建立实体单元模型,模型尺寸为150 mm×150 mm×5 mm.单元采用温度-位移耦合的C3D8T单元类型,该单元类型特点是可将六面体单元的八个结点在三个方向上的位移及温度进行耦合,以实现位移场及温度场的多场耦合计算,得到单元随温度改变而产生的位移.建立有限元模型如图5所示.
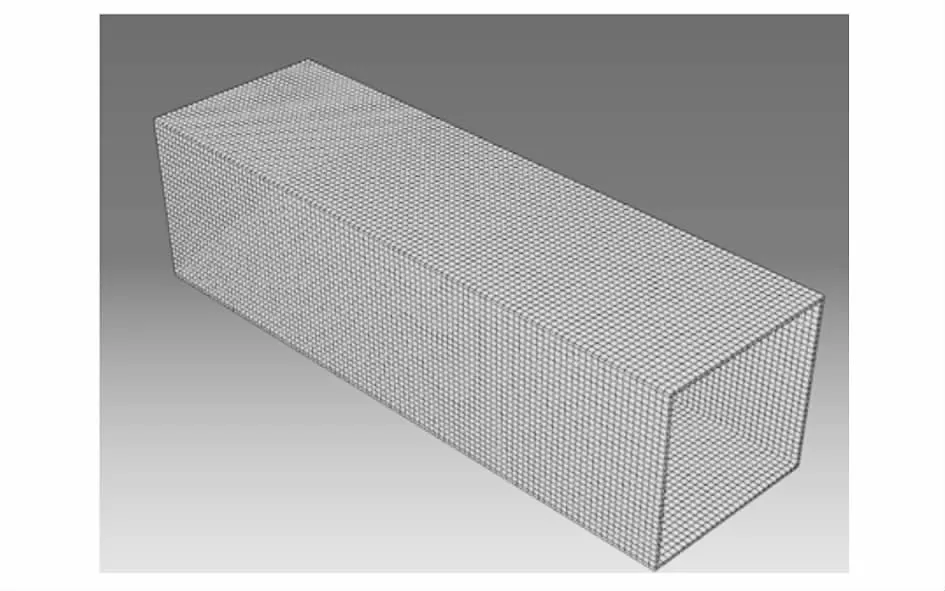
图5 有限元模型Fig.5 Finite element model
模型中对于接触的定义采用热对流和热辐射接触,以实现在焊接过程中热量在试件中的传递及试件与环境中的热交换,环境温度选取依据试件加工时的环境温度20 ℃,热交换系数为20 J/m2/s/℃,冷却时间为1 000 s.使用DEFLUX子程序对焊接过程中施加的温度荷载进行模拟,DEFLUX子程序的优点在于可以通过模型坐标和焊接时间来确定焊缝位置以及焊接顺序,并且可以通过控制焊接速度、焊接功率、焊接方向等条件来实现不同的焊接方式.
在实际焊接过程中,先使用点焊将组成试件的各个板件进行固定连接,之后再对焊缝进行通焊,所以为了模拟试件实际情况将模型两端约束定义其设定为完全固定.
3 模拟结果验证
3.1 盲孔法理论及测试方法
检测仪器:选择EON-M30A型残余应力检测仪、BN-ZK1型残余应力钻孔装置,以及BX120-3CA应变花,其三个应变片的角度分别为0°、45°、90°.
盲孔法测残余应力基于弹性力学理论与应变电测技术.在构件表面钻孔,则会改变构件内既有应力平衡状态,产生应变,即应力释放(当钻孔深度达到1.2倍孔径时应力基本完全释放).只要测得该应变量,则可确定残余应力.在待测构件表面粘贴应变花后,在应变花中心钻孔,即可测得小孔处的应变释放量,进而得到残余应力值.
采用通孔法,孔径d=1.5 mm,孔深同于试件厚度,得到试件厚度上的应力平均值.由各方向应变值可得到两个处于均匀的平面状态的主应力(σ1、σ2)和方向角[5,10,13],如图6所示.

图6 盲孔法残余应力测试Fig.6 Blind hole method for residual stress testing

(1)
(2)
(3)
式中:σ1、σ2分别为最大主应力与最小主应力;ε1、ε2、ε3为图6中1、2、3号应变片对应的应变值;θ为最大主应力与1号应变片轴线沿顺时针的夹角.A、B为应变释放系数,其计算公式为[14-15]:
(4)
(5)
应变释放系数A、B值由试验确定,取试件同批材料制作标定试件,如图7所示.由测试结果计算得到A=-0.719,B=-1.44.
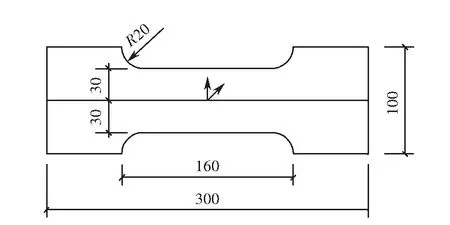
图7 标定试件(单位:mm)Fig.7 Calibration specimen(unit:mm)
得到测点两个主应力值及其方向角后,则可确定该测点的残余应力σr[4,10]:
(6)
3.2 实测值与有限元模拟值对比
采用盲孔法与有限元分析得到不同板厚焊接构件的残余应力值如图8所示.
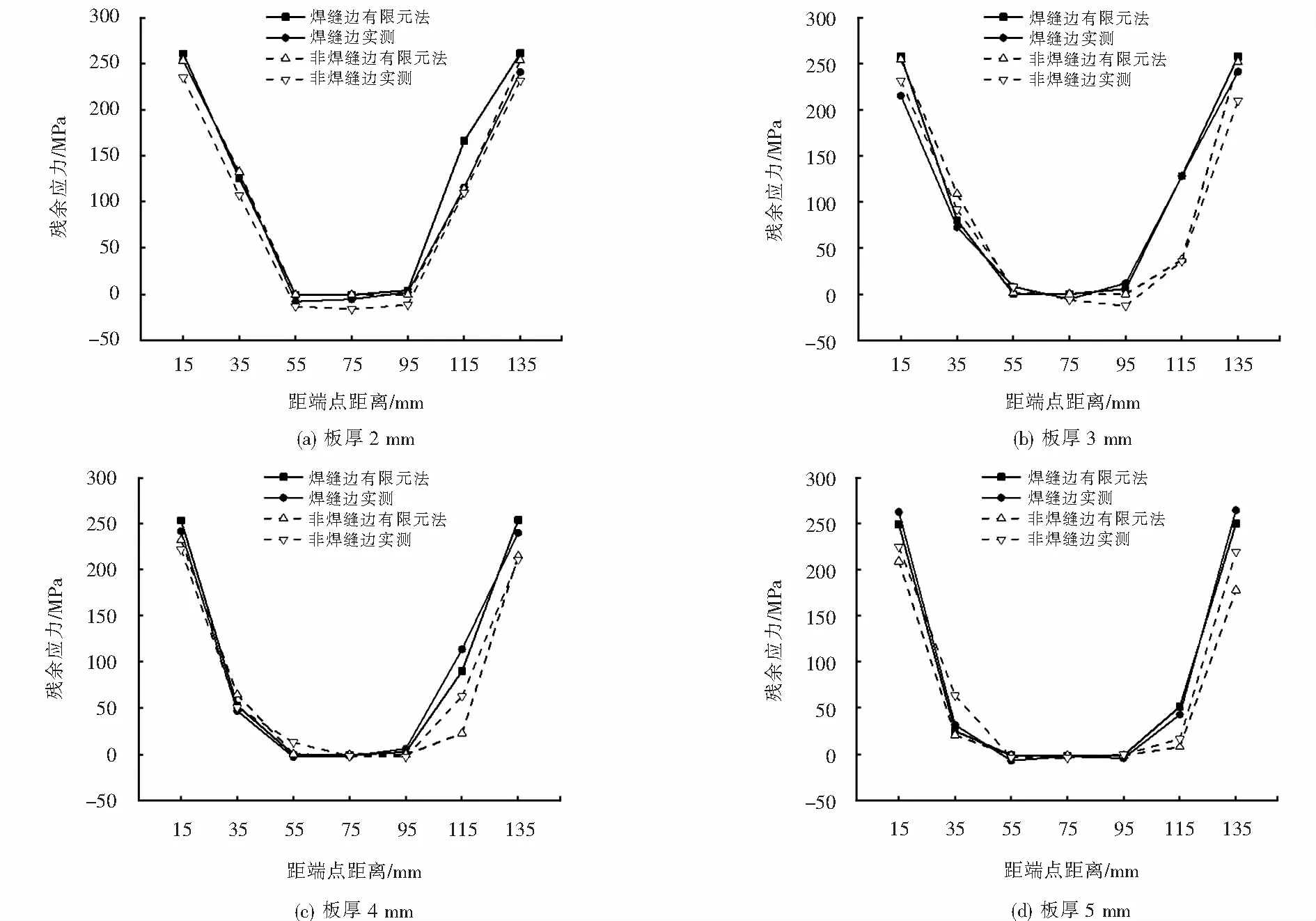
图8 残余应力分布对比图Fig.8 Residual stress distribution contrast diagram
对比发现有限元模拟结果与盲孔法实测值吻合,验证了有限元模型的准确性.
4 焊接残余应力分布特征
依据有限元模型得到不同板厚时焊缝边与非焊缝边的残余应力分布如图9所示.

图9 不同板厚时残余应力分布Fig.9 Residual stress distribution with different plate thickness
4.1 板厚对焊接残余应力的影响
通过对比分析不同板厚时焊缝边与非焊缝边的残余应力的分布情况,可以发现随着试件厚度的增加,残余应力峰值会增大;焊接对于试件残余拉应力的分布范围会随着厚度的增加而变小,板越厚则构件中间部分残余应力等值段越长,板越薄则构件中间部分残余应力等值段越短.
4.2 焊接残余应力的分布规律
通过有限元结果可以发现每个试件在其焊缝部位呈现出的是残余拉应力,且此处残余拉应力低于其附近的残余拉应力,构件中间部分残余应力为压应力且等值分布,即焊缝区域残余应力呈现U型分布.
5 结论
本文利用有限元法分析了TIG焊接成型的6061-T6构件的残余应力分布规律,并用盲孔法对有限元的计算结果进行了验证,得到了以下结论:
1) 有限元法可以准确判定TIG焊接成型的6061-T6铝合金箱型构件的残余应力状态.
2) TIG焊接成型的6061-T6铝合金箱型构件的残余应力分布规律与板厚密切相关:板厚增加则残余应力峰值增大,且残余应力等值段越短.
3) TIG焊接成型的6061-T6铝合金箱型构件的焊缝区域残余应力呈现U型分布.
猜你喜欢
建井技术(2022年4期)2022-10-13
煤炭科学技术(2022年8期)2022-10-07
辽宁工程技术大学学报(自然科学版)(2022年3期)2022-08-25
橡塑技术与装备(2022年6期)2022-06-02
汽车实用技术(2022年5期)2022-04-02
建材发展导向(2021年11期)2021-07-28
建材发展导向(2021年9期)2021-07-16
舰船科学技术(2021年12期)2021-03-29
当代陕西(2019年7期)2019-04-25
——以淮南矿区为例
绿色科技(2018年16期)2018-09-22