立式食品包装机袋材恒速供送控制系统研究
2021-07-16 07:29岳丽敏文晓娟
包装与食品机械 2021年3期
岳丽敏,文晓娟
(郑州铁路职业技术学院,郑州 450000)
0 引言
随着国内经济高速发展和人们物质生活水平的提升,小袋包装食品在行业得到迅猛发展,包装机械行业也迎来新的发展机遇。目前,由于消费者的消费需求和消费理念的变化,促使食品包装向精美化、高端化、小袋化发展,然而立式包装机存在袋材供送线路长、供送速度控制精度和稳定性低的问题,受到外部干扰时容易出现较大波动,势必影响包装袋长精度和袋形外观质量[1]。
传统PID控制因算法成熟、易实现等优点,被广泛应用于食品包装控制系统。然而,袋材供送速度系统较为复杂,且具有时变性和非线性特点,难以建立精确数学模型,固定参数的PID控制无法获得较好控制效果。为提升包装机恒速控制精度和稳定性,可采用拉膜机械结构改造和升级,但仅适用于低速包装;郭琳[2]设计自适应模糊PID控制策略,利用模糊控制规则,实现PID参数的在线自整定调节,取得了较好的控制效果,但模糊控制规则制定受专家主观性和局限性影响,且无法消除静态误差;高元华等[3]将BP神经网络和粒子群算法与PID控制结合,实现PID参数的在线整定和优化,提高了袋材供送速度精度,但BP网络收敛速度较慢、易陷入局部最小值,不适合实时控制。
径向基神经网络(RBFNN)能够逼近任意连续函数,从隐含层到输出层为线性映射,可加大学习速度和避免局部最优,适合实时控制。在模糊PID控制算法的基础上,利用RBFNN算法优势,使模糊PID算法具备自我学习及优化的能力,构建模糊RBFNN-PID袋材恒速供送控制系统,提高包装机袋材恒速控制精度和稳定性。
1 包装机工作原理
如图1所示,立式包装机主要由拉膜机构、横封机构、纵封机构、传送辊、翻领制袋器以及色标定位、称重装置等部分组成[4]。其工作原理为:包装设备开启后,按照相应的工作行程和周期运行,拉膜机构带动袋材在传送辊的导向下,沿着指定方向恒速供送;袋材经翻领制袋器后翻领成筒状,在纵封位置完成纵向热封;称重装置将食品物料沿下料管填装(前工作循环已完成底部热封);袋材在拉膜牵引作用下到达横封位置,色标定位装置安装在翻领制袋器前,用于实时检测袋材实际位置,并将检测信号传送给PLC控制器,PLC控制器向横封、切断装置发出动作指令,按照设定周期完成袋材横向热封及切断工序,最终完成食品包装的整个循环周期,实现食品包装。
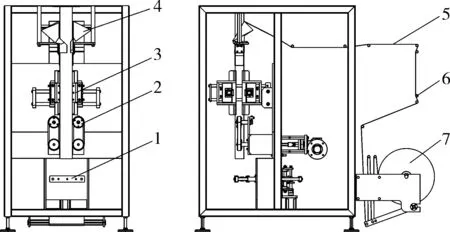
图1 包装机结构示意图Fig.1 Structural diagram of packaging machine
袋材恒速供送控制示意图如图2所示。从理论上讲,包装速度设定后拉膜机构以V0线速度恒速运转,在拉膜橡胶带与袋材间的摩擦力F作用下袋材以V1(V1=V0)恒速移动到横封切断位置完成切断工作,包装长度不存在误差。但是,袋材传送过程中受到袋材表面摩擦系数及运行阻力波动等因素影响,使拉膜橡胶带与袋材发生“打滑”现象,造成V1<V0,且每次“打滑”量不固定。当色标定位传感器检测到袋材上色标后,发出信号给PLC控制器,PLC启动横封、切断机构按照运行时间t进行动作,由于V0和V1间存在平均速度差ΔV,所以造成包装袋长误差ΔVt。另外,当袋材速度V1控制不稳定或与横封、切断速度不匹配时,容易出现“拉膜”、“堆膜”现象,严重影响包装外观质量。所以,提高包装袋长控制精度的关键在于袋材是否恒速运行或消除、弱化袋材“打滑”影响。有上述分析弱化袋材“打滑”和提升恒速控制精度的措施为:(1)改善设备装置:减少袋材运行阻力波动和提升拉膜橡胶带质量,在色标检测后翻领制袋器前的导向辊按照编码器,实时检测袋材供送实际速度;(2)提升控制系统:设计先进的袋材恒速控制系统,提升系统控制精确度和稳定性。

图2 袋材恒速供送控制示意图Fig.2 Schematic diagram of bag material constant speed feeding control
2 模糊RBFNN-PID袋材恒速控制算法
包装机袋材供送系统存在多干扰、非线性、时变性特征,所以难以建立精确数学模型,传统模糊PID控制算法利用模糊规则对PID参数进行在线调整,解决了人工依靠经验反复多次调节PID控制参数的弊端,但作为模糊控制核心的模糊规则在设计和制订过程中存在人为主观性及盲目性干扰[5]。另外,模糊控制不具备自我优化和自我学习能力,仅能按照模糊规则进行逻辑推理,势必影响包装机袋材供送速度的精确性和稳定性。在传统模糊PID控制基础上,经RBFNN算法和模糊算法优势结合,设计兼有逻辑推理和自我学习能力的模糊RBFNN-PID袋材恒速供送系统(见图3所示),以实现袋材精准、恒速传送。

图3 模糊RBFNN-PID袋材恒速供送系统Fig.3 Fuzzy RBFNN-PID bag material constant speed feeding system
如图3所示,以袋材供送速度目标值r(k)与实际值y(k)的误差值e(k)和误差值变化率ec(k)作为模糊RBFNN控制算法的输入变量,按照设定的模糊规则和学习方法进行逻辑推理和学习参数优化,输出 ΔKP、ΔKI、ΔKD参数值作用于PID控制器,PID控制器依据当前参数控制运算输出u(k)并经PLC数据信号转换后调整拉膜机构电机转速,消除袋材供送速度误差,实现袋材恒速供送。
模糊RBFNN-PID控制器的核心在于模糊RBFNN网络结构设计(见图4),依据模糊控制实施步骤划分模糊RBFNN网络为输入层、模糊化层、模糊推理层及反模糊输出层的4层网络结构,同时依据输入输出变量、模糊变量、模糊规则的个数设计各层节点数分别为2、14、49、3。
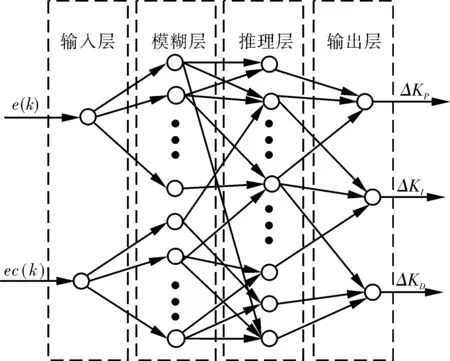
图4 模糊RBFNN网络结构设计Fig.4 Design of fuzzy RBFNN network structure
以 Input(I)和 Output(O)表示网络各层的输入、输出,以 I、O 下标数值表示层数,则[6]:
(1)输入层:主要完成模糊RBFNN输入变量e(k)、ec(k)的传递,节点数 n1=2。

式中 i——输入层节点;
j——模糊层节点;
m——模糊子集数。
(2)模糊层:对输入层的标量值进行模糊化处理,每个节点代表一个模糊子集。综合考虑系统控制精度和控制器结构复杂度,设定e(k)、ec(k)的模糊子集为{HM(很慢),ZM(中慢),SM(稍慢),HS(合适),SK(稍快),ZK(中快),HK(很快)},故该层节点数n2=14,以gaussmf函数为隶属度函数:
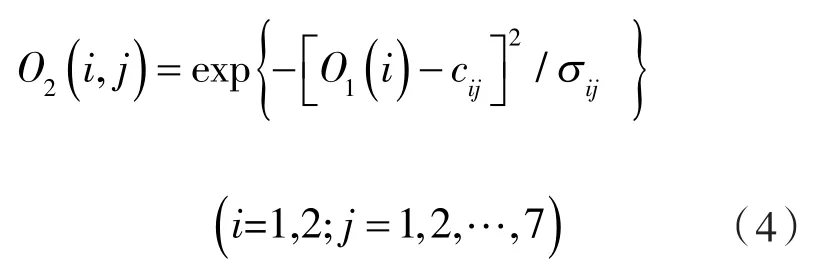
式中 c,σ——隶属度函数中心和基宽;
i,j——输入层、模糊层节点。
(3)推理层:主要依据模糊规则完成模糊推理,所以每个节点代表一条模糊控制规则。对专家经验和现场成功调节策略收集、整理、提取及总结,用控制器输入输出变量的模糊子集进行描述,获得 ΔKP、ΔKI、ΔKD控制规则表(见表 1)[7]。由于输入变量 e(k)、ec(k)的模糊子集个数均为7,则通过总结、整理可获得49条控制规则,故n3=49,将模糊层2个变量的各个子集间两两配对,进行模糊运算推理,推理层节点输出为:
式中 Ni——模糊层节点数;
k——推理层节点,k=1,2,…,49。
(4)输出层:该层将推理的模糊量进行反模糊化获取精确的PID控制器增量参数ΔKP、ΔKI、ΔKD,并将推理层各节点数据进行加权,网络输出为[8]:

式中 n——输出层节点;
ωij——推理层和输出层节点连接权系数矩阵。
模糊RBFNN网络输出成为PID控制器参数增量,则对应关系为:
袋材恒速控制运用增量式PID算法:
为使模糊RBFNN控制器具备自我学习和优化能力,能够更好的适应复杂、时变、非线特征的包装机恒速控制系统,利用Delta学习算法对模糊层cij、σij和输出层ωij进行调整和优化:利用梯度下降法使网络输出误差随训练次数下降,以逼近袋材目标恒速控制[9-12]。
学习目标函数为:

模糊层 cij、σi学习算法是:

输出层ωij学习算法是:

式中 η——惯性系数;
u——学习速率。
3 控制系统设计
3.1 硬件选型
依据包装机工艺设计和控制操作需求,以Siemens S7-1200PLC为中央控制器,以TP1500 Basic 彩色PN SIMATIC HMI面板为操作界面,完成立式包装机控制系统开发。综合考虑控制系统网络通讯、控制器性能、维护升级便捷性以及经济成本,选用S7-1200PLC的CPU1215C为控制器,其集成 14DI、10DO、2AI、2AO、2PN。CPU 集成 DI通道主要用于操作模式、色标检测、运行定位及电机状态等信号检测获取;DO通道主要用于电机控制、气动阀及开关阀控制;AI通道用于重量、温度等模拟量信号检测;AO通道用于温度加热装置控制;PN接口用于网络通讯[13-14]。依据需求统计,可得整个控制系统需要控制点分别为:11DI、8DO、6AI、5AO,理论上冗余15%作为后期维护或升级通道,则需要 13DI、10DO、7AI、6AO,故还需 SM1231(8AI,13位)模块1个,SM1232(4AO,14位)模块1个。伺服电机选用MINAS-A5系列MDME152GCH型完成放膜机构、拉膜机构、纠偏机构、输料装置等的动力驱动;开关阀选用TM51-1HP,完成供料系统计量;温度控制加热装置选用CR20NI80加热丝,WZP-PT100铂热电阻温度传感器,用于包装机横封、纵封温度控制。
3.2 程序设计
立式包装机软件设计基于S7-1200PLC配套的下位机TIA Portal Step7软件平台进行开发[15]。如图5所示。
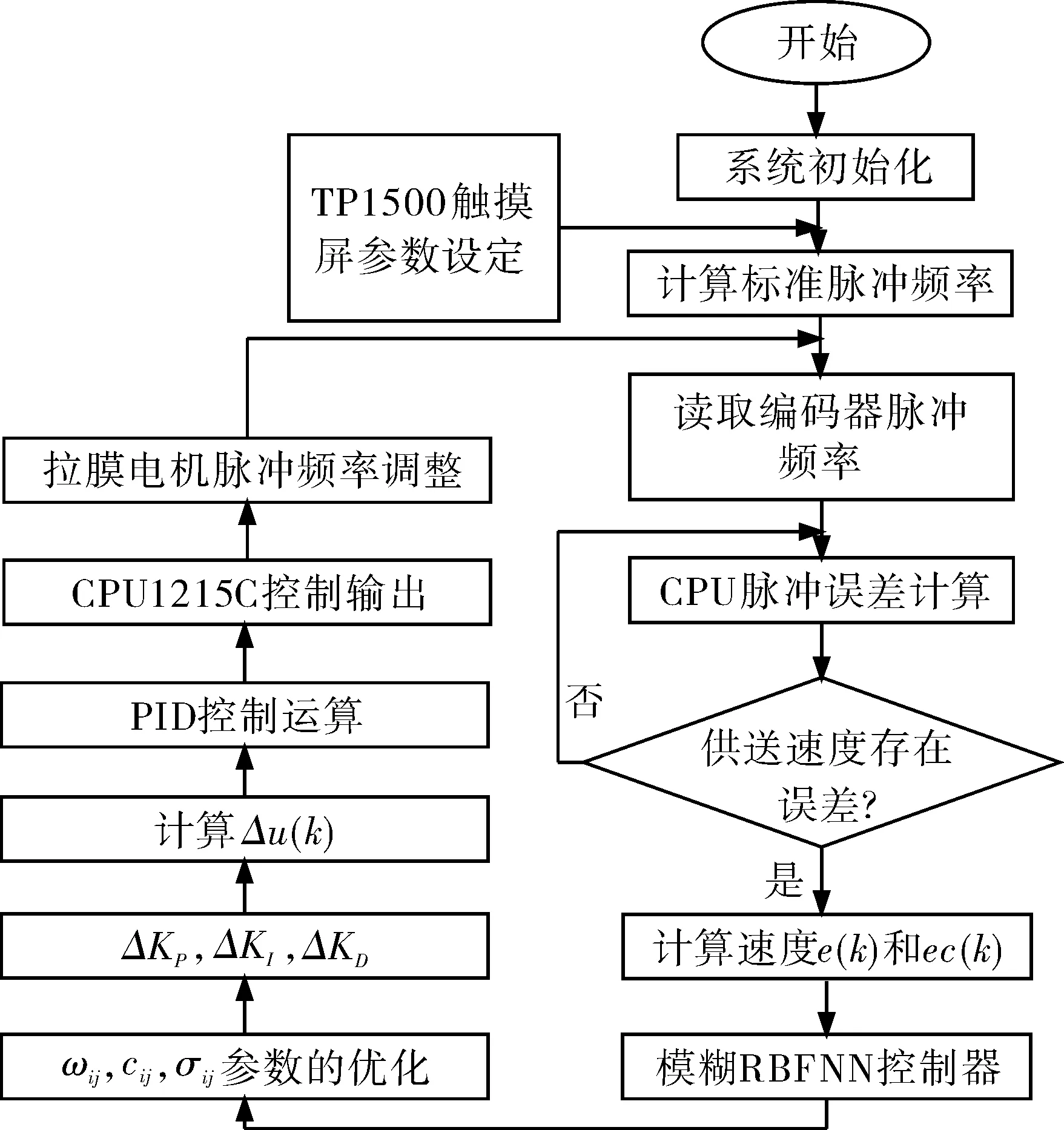
图5 袋材恒速控制软件流程Fig.5 Flow chart of bag material constant speed control software
系统启动后完成初始化和网络通讯测试,经TP1500触摸屏设定包装袋长、包装速度、温度、称重等参数,CPU1215C依据人工参数设定值计算出拉膜电机标准脉冲频率。编码器获取袋材实际运行速度脉冲频率并传输给控制器与标准脉冲频率进行比较运算,若袋材供送速度存在误差值,则计算出 e(k)、ec(k)值;将 e(k)、ec(k)值作为输入变量传送模糊RBFNN控制器,依据式(11)~(14)对参数 cij,σij,ωij进行学习和调整;按照式(8)并输出最佳 PID 增量参数 ΔKP、ΔKI、ΔKD;CPU1215C按照式(10)、(9)输出当前PID控制量u(k);CPU1215C依据PID控制输出对拉膜电机伺服脉冲频率进行调整,进而调整袋材供送速度,实现袋材供送恒速稳定控制和包装袋材长度的精确控制。
4 仿真与实验
4.1 仿真分析
为验证模糊RBFNN-PID控制的优越性和有效性,利用MATLAB软件搭建仿真平台,对模糊RBFNN-PID、模糊PID、PID三种控制器进行仿真对比,设置三种控制器的PID初始参数均为KP=0.73、KI=0.27、KD=0.14,向系统输入幅值为 1的阶跃信号,仿真时间为200 s。为验证三种控制器的抵抗现场扰动能力,在t=120 s处添加幅值为0.2的负向阶跃信号,仿真分析系统抗干扰鲁棒性,如图6所示。
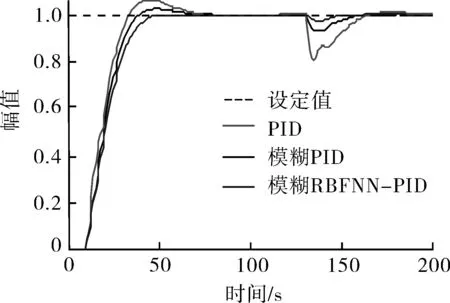
图6 抗干扰鲁棒性对比曲线Fig.6 Anti-interference robustness comparison curve
通过图5对三种控制器的超调量、上升时间、稳态时间、干扰偏离幅值及二次稳定时间进行对比分析(见表2),模糊RBFNN-PID的控制器性能和抗干扰鲁棒性明显优于模糊PID和PID控制器。包装袋材恒速控制系统具有非线性和时变性特征,易出现模型失配问题,增加控制系统比例系数20%,验证三种控制器模型失配鲁棒性,仿真对比曲线如图7所示。
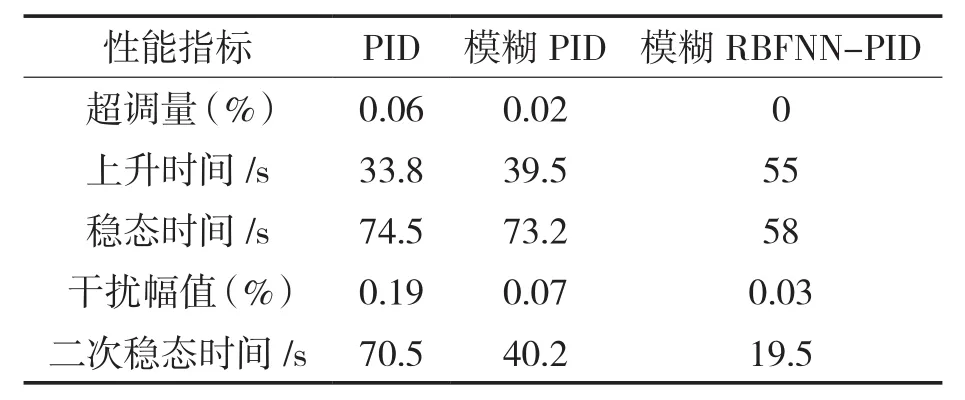
表2 控制器性能指标对比Tab.2 Comparison of controller performance indexes
将图7中3种控制器模型失配前后的性能指标进行对比(见表3),分析包材恒速控制系统模型失配时对3种控制性能的影响。

图7 模型失配鲁棒性对比曲线Fig.7 Model mismatch robustness comparison curve

表3 模型失配前后性能指标参数值增加对比Tab.3 Comparison of performance index parameters before and after model mismatch
由表2、表3对比可得:模糊RBFNN-PID控制器具有超调小、抗干扰鲁棒性及模型失配鲁棒性好的优势。
4.2 试验分析
为验证所设计袋材恒速控制器的有效性和实际应用效果,设定包装速度为80包/min,制袋尺寸为80~200 mm内随机选取,采用模糊RBFNNPID、模糊PID、PID三种控制器控制时,实测误差由表4所示。
由表4可得,采用模糊RBFNN-PID控制时袋长精度控制偏差为±0.15 mm,明显小于模糊PID和PID控制,由此可证明模糊RBFNN-PID袋材恒速控制系统能够显著的提升袋材长度控制精度,提高食品外包装质量。
5 结语
以立式食品包装机袋材恒速控制为研究对象,深入研究袋材长度存在偏差原因,基于模糊PID控制算法,设计模糊RBFNN-PID控制策略以提升袋材恒速控制稳定性和精确性。以模糊控制算法步骤和RBFNN网络框架为基础,将两者优势相结合,使控制器同时具备逻辑推理能力和自我学习能力,实现PID控制参数在线最佳调节。以Siemens CPU1215C为核心控制器,以TP1500触摸屏为HMI界面,完成控制系统硬件选型和软件设计,经MATLAB仿真和实验测试表明:模糊RBFNN-PID控制器性能优越、抗干扰能力和模型失配鲁棒性强。该控制算法能够提高袋材恒速控制精度和袋材长度精度,具有一定的实用价值。
猜你喜欢
包装工程(2022年13期)2022-07-27
中国自行车(2022年3期)2022-06-30
包装工程(2022年11期)2022-06-20
农业工程学报(2022年4期)2022-04-24
科技研究·理论版(2021年22期)2021-04-18
电子制作(2019年9期)2019-05-30
网络空间安全(2019年8期)2019-03-18
大陆桥视野·下(2018年2期)2018-03-03
电脑知识与技术(2016年28期)2016-12-21
汽车科技(2016年5期)2016-11-14