香皂盒模具设计与开模温度的数值模拟分析
2021-07-15 01:46:16王万哲
机械研究与应用 2021年3期
王万哲
(沈阳格劳博锂电设备技术有限公司,辽宁 沈阳 110004)
0 引 言
模具设计与注塑成型生产是一个复杂的过程[1],模具设计中的浇注系统、脱模结构、冷却系统、脱模结构等是整个模具设计的要点,如果设计不当会导致生产的不顺畅或者停产,所以模具设计必须合理。注塑工艺中的开模温度是重要的工艺环节,开模时间短,易造成产品的尺寸缺陷或者不成型,如果开模时间过长则影响生产效率,进行了瞬态温度场的模拟计算,得到了合理的开模时间,为模具设计与注塑实际生产提供了理论基础。
1 皂盒模具设计要求
皂盒模具装配图如图1所示。本模具为两板式结构,一模四腔,分流道形状如图,流动比、流动面积比均为最佳状态。圆形分流道分布在分型面两侧,使流道截面积与周长的比值达0.25D形状效率最高,侧浇口在定模侧,浇口套流道锥度为4°,以防止注射溶体倒流。由于制品有缺口设计,所以分型面为空间曲面,采用刮料板脱模。动定模均采用水冷却,保障工作时模具温度适中,从而保障生产效率,定模采用直通式水冷却,动模采用型芯冷却,用隔板形成水道。拉料杆为球形拉料杆,可以保障分型时制品留在动模上,以便于刮料板将制品和流道凝料脱出。推件板6为共用导柱导套导向,推杆固定板不设导向以简化模具结构。
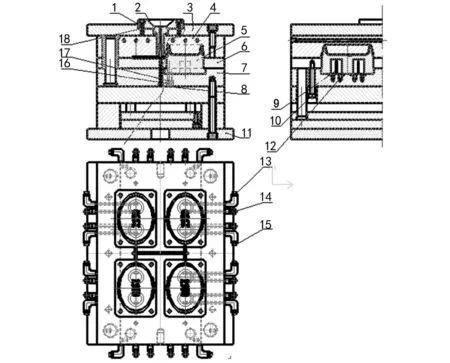
图1 皂盒模具装配图1.定位圈 2.浇口套 3.定模固定板 4.定模 5.型芯 6.推件板 7.型芯固定板 8.拉料杆 9.隔板 10.限位拉杆 11.底板12.O型圈 13.螺纹弯通14.螺纹直通 15.软管 16.内六角圆柱头螺钉 17.标准型弹簧垫圈 18.内六角圆柱头螺钉
2 温度场的模拟计算
开模温度是皂盒生产的重要工艺指标,如果开模时候温度过高,开模后皂盒容易翘曲变形,如果温度过低,就说明冷却时间过长,降低了生产效率[2]。通过有限元分析,得到合理的冷却时间,使得皂盒开模温度适当。
2.1 几何模型
如图1所示,皂盒模具是轴对称结构,为了增加计算速度,取1/4模型为研究对象,在边界上施加对称约束即可。采用国际长度单位制“m”建立皂盒模具的1/4几何模型,几何模型如图2所示,对模型进行了一定量的简化,比如用于连接的螺栓等将其省略,在不会影响整个温度场计算的同时,还可以增快计算速度。

图2 皂盒模具的几何模型
2.2 材料特性
温度场计算中模具钢和聚丙烯材料的参数有:比热c、材料密度ρ、导热系数k,具体数据见表1。
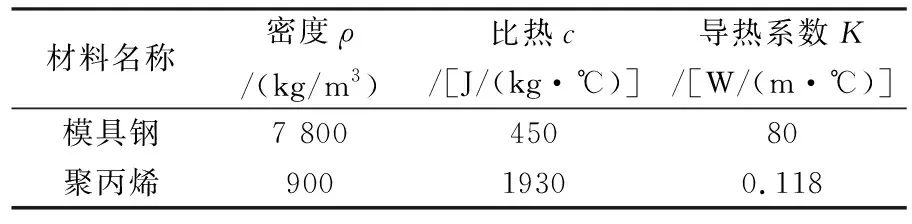
表1 温度场模拟计算的材料物理特性数据
2.3 网格处理
选用热分析单元PLANE55用于模型的网格划分,选取对应的材料特性组编号进行网格划分,网格划分如图3所示。
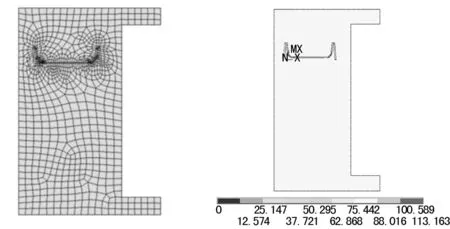
图3 网格划分图 图4 整体温度云图
2.4 施加约束和计算
(1) 根据多年的生产经验可以知道,注射模具在有循环水冷却的情况下工作,正常的工作温度是80 ℃,对模具加第一类边界条件为0 ℃。
(2) 根据聚丙烯材料性质可以知道,聚丙烯熔化注射最佳温度为230 ℃,所以对皂盒模型加载230 ℃。
打开自动时间步长,采用瞬态分析,时间为40 s。
2.5 查看结果
在通用后处理器POST1中[3-4],可以得的整体温度场和皂盒温度场云图,见图4和图5,230 ℃的聚丙烯与皂盒模具经过40 s的热传递后,皂盒的大部分面积冷却到80 ℃,而最高温度113.163 ℃的面积很小,不影响开模,并且最高温度在圆弧处,这符合传热学规律。
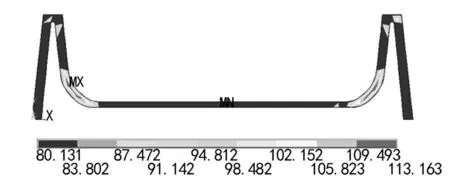
图5 皂盒温度云图
3 结 语
详细讲解了皂盒模具结构设计要点,又利用有限元分析软件对皂盒的开模温度进行了数值模拟分析,在软件中进行了建模、网格划分、施加载荷和求解,得到了皂盒的温度云图,并对所得的云图进行了分析,确定了40 s的冷却时间设置是合理的。设计与温度场的分析,对实际生产具有极其重要的意义。
猜你喜欢
橡塑技术与装备(2022年10期)2022-10-03 07:39:14
橡塑技术与装备(2022年4期)2022-04-27 12:21:38
现代机械(2021年6期)2022-01-11 05:59:50
内燃机与配件(2020年22期)2020-09-10 05:53:45
机械工程师(2020年2期)2020-03-02 05:15:18
模具制造(2019年4期)2019-06-24 03:36:46
橡塑技术与装备(2018年10期)2018-05-18 18:16:48
橡塑技术与装备(2018年10期)2018-05-18 18:16:48
纤维复合材料(2018年4期)2018-04-28 08:45:40
制造技术与机床(2017年10期)2017-11-28 05:24:14