
加工全俄罗斯油专用催化剂LPC-75实验室开发及工业应用
2021-07-14 10:06柳召永王世存刘志川孙继达
工业催化 2021年6期
柳召永,王世存,刘志川,杨 旭,汪 毅,孙继达
(1.中国石油石油化工研究院兰州化工研究中心,甘肃 兰州 730060;2.中国石油兰州石化公司催化剂厂,甘肃 兰州 730060; 3.中国石油辽阳石化公司油化厂,辽宁 辽阳 111003)
近年来,随着中俄原油贸易合作加深以及俄罗斯原油产量上升等因素,俄罗斯原油产量和出口量逐年增加,中国对俄罗斯原油进口量也在快速增加。特别是2010年中俄原油管道投产以来,始终维持在较高进口水平且增加幅度较大。随着中俄原油管道二线工程的建设及投产,2018年中俄原油管道能力达到30 Mt[1]。截至2014年12月,全球原油年加工能力为4450 Mt,炼油厂650个,催化裂化年加工能力760 Mt,其中俄罗斯原油年加工能力为280 Mt,催化裂化年加工能力12 Mt[2]。俄罗斯本土炼油厂催化裂化装置基本为蜡油催化,对国内借鉴意义不大。
对于东北地区的炼油厂,大庆油产量不断减少,劣质化严重,俄罗斯油逐渐代替大庆油的趋势已经非常明显,各炼油厂加工俄罗斯比例参差不齐,其中以辽阳石化最典型,其加工原油为100%俄罗斯原油(见表1)。
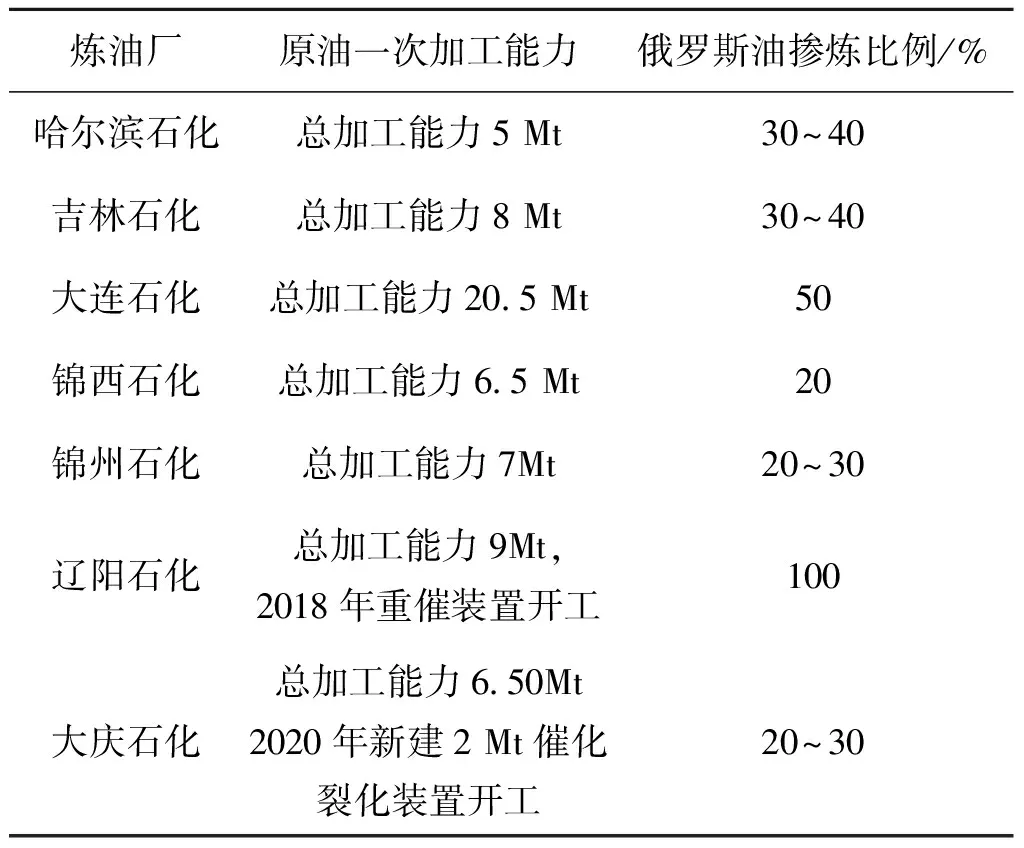
表1 东北各炼油厂加工俄罗斯原油比例Table 1 Proportion of Russian crude oil processed in refineries in Northeast China
催化裂化装置依然是炼油厂加工重油的核心装置之一,开发满足俄罗斯油加工要求的催化裂化催化剂,形成俄罗斯油重油优化加工技术,为今后中国石油重油原料结构调整提供技术支撑具有重要的意义。本文针对我国加工俄罗斯油特点,开发专用催化剂LPC-75,并在兰州石化催化剂厂进行工业生产,同时在年产2.2 Mt重油催化裂化装置上进行工业应用,以期为我国各炼厂加工俄罗斯油提供经验。
1 原料油分析及评价
我国东北各炼油厂以前主要以加工大庆油为主,目前各炼油厂均复配不同比例俄罗斯油。俄罗斯和大庆常压渣油/减压渣油性质见表2。从表2可知,俄罗斯油的密度、残炭、重金属含量均劣质于大庆油。同时其饱和烃含量低、芳香烃含量高,也不利于催化转化。
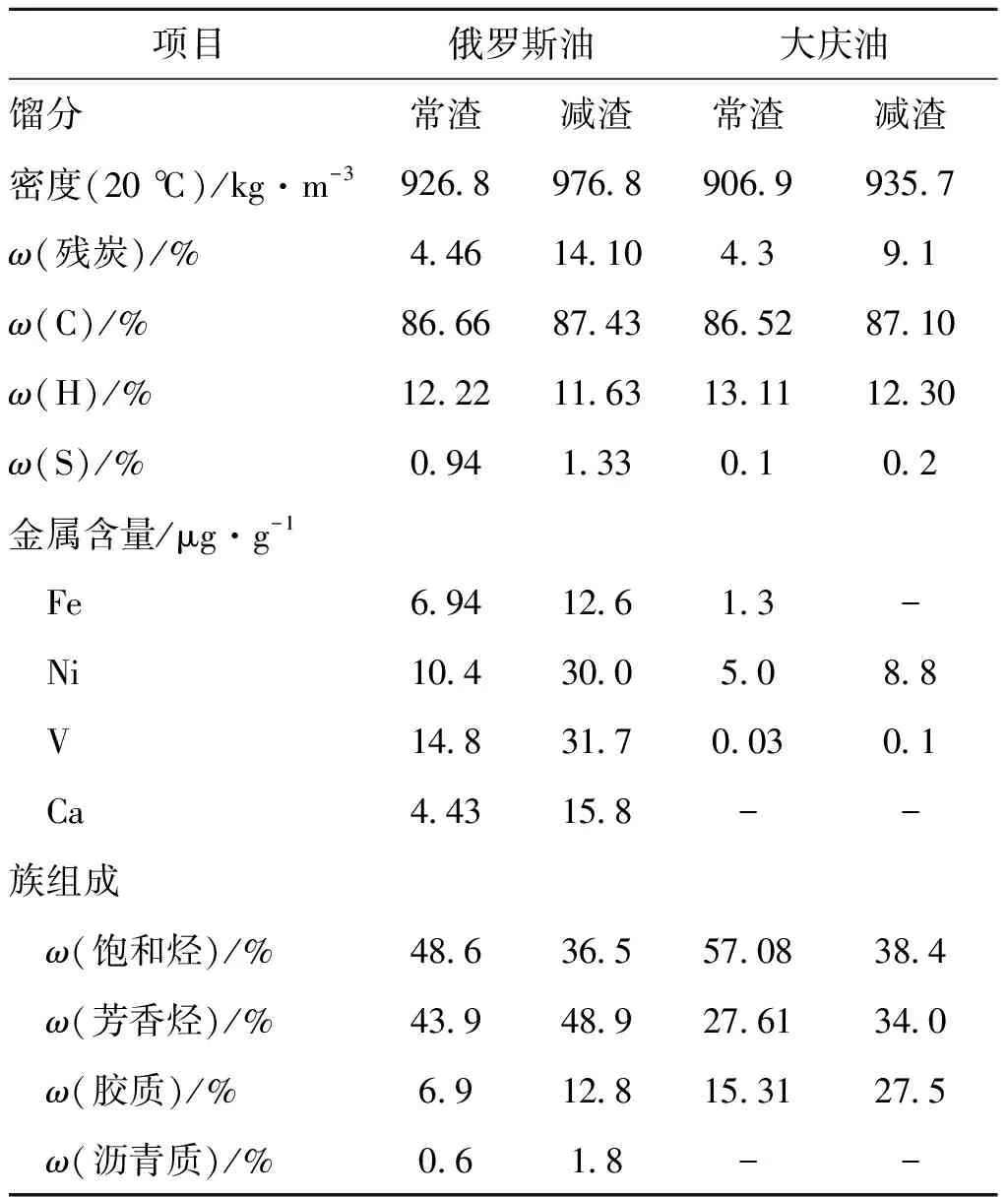
表2 俄罗斯油和大庆油性质对比Table 2 Properties comparison of Russian oil and Daqing oil
为进一步考察俄罗斯油裂化性能,采用不同活性1#、2#、3#新鲜催化剂,在800 ℃下100%水蒸汽水热减活,在ACE装置上[3]进行了评价对比,结果见表3和表4。

表3 1#、2#和3#新鲜催化剂理化性质分析Table 3 Physicochemical properties of 1#, 2# and 3# fresh catalyst
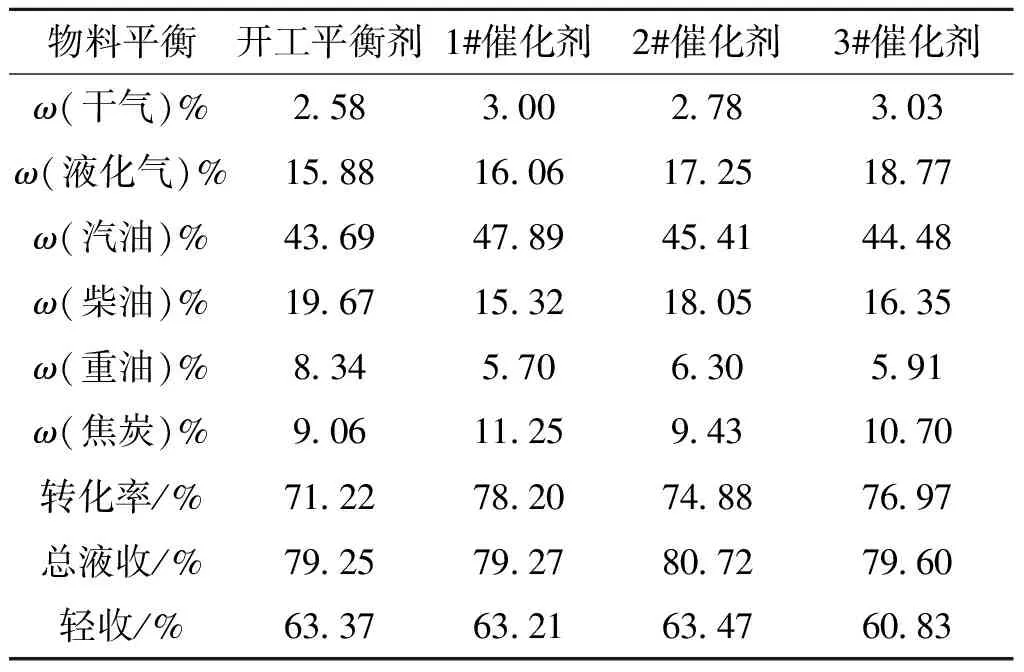
表4 不同新鲜催化剂与开工平衡剂反应性能对比Table 4 Comparison of reaction performance between different fresh catalyst and starting equilibrium catalyst
①温度800℃,时间4 h
1#、2#、3#新鲜催化剂均采用半合成方法制备,以高岭土、拟薄水铝石、稀土超稳Y型分子筛等为原料,经打浆、喷雾干燥、焙烧、水洗等步骤后,得到实验室中试样品。从评价结果可知,1#新鲜催化剂对重油转化最佳,汽油收率最高。
2 工业应用
为了进一步提高俄罗斯油重油大分子对催化剂的可接近性,采用中大孔基质材料增加催化剂孔体积,同时为了控制焦炭产率和选择性,采用低晶胞分子筛[4]降低催化剂的氢转移活性。将1#新鲜催化剂在中国石油兰州石化公司催化剂厂进行了工业放大,得到LPC-75工业催化剂,其理化性质见表5。
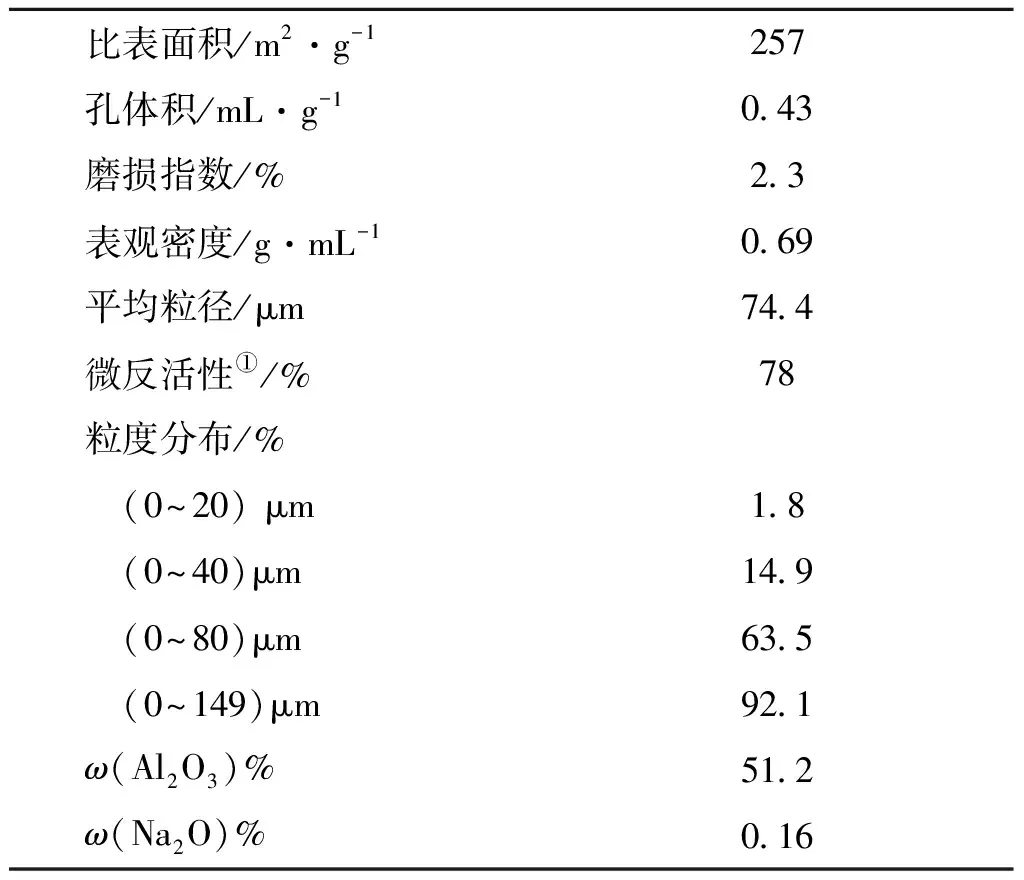
表5 催化剂LPC-75理化性质Table 5 Physical and chemical properties of catalyst LPC-75
①温度800 ℃,时间4 h
从表5可知,LPC-75工业催化剂孔体积相对较大,有利于重油大分子的预裂化。
将LPC-75与常规对比样进行反应性能评价,结果见表6。从表6可以看出,液化气、汽油、柴油等收率增加,在降低重油转化的同时,焦炭产率也降低,解决了重油转化和焦炭选择性的矛盾。

表6 LPC-75催化剂工业样品评价结果Table 6 Evaluation results of commercial samples of LPC-75 catalyst
某石化年产2.2 Mt重油催化裂化装置设计加工原料为渣油加氢装置的加氢重油、加氢裂化装置的加氢尾油和渣油加氢柴油。自开工以来,一直使用催化剂LPC-75。原料油性质如表7所示,工业标定结果见表8。针对全俄罗斯油的原料特点,采用低晶胞、高分散性Y型分子筛、中大孔基质材料、高效择形分子筛等技术,汽油收率由开工时38%提高到43%,油浆收率降低,汽油研究法辛烷值大幅度提高,整体满足了装置要求。
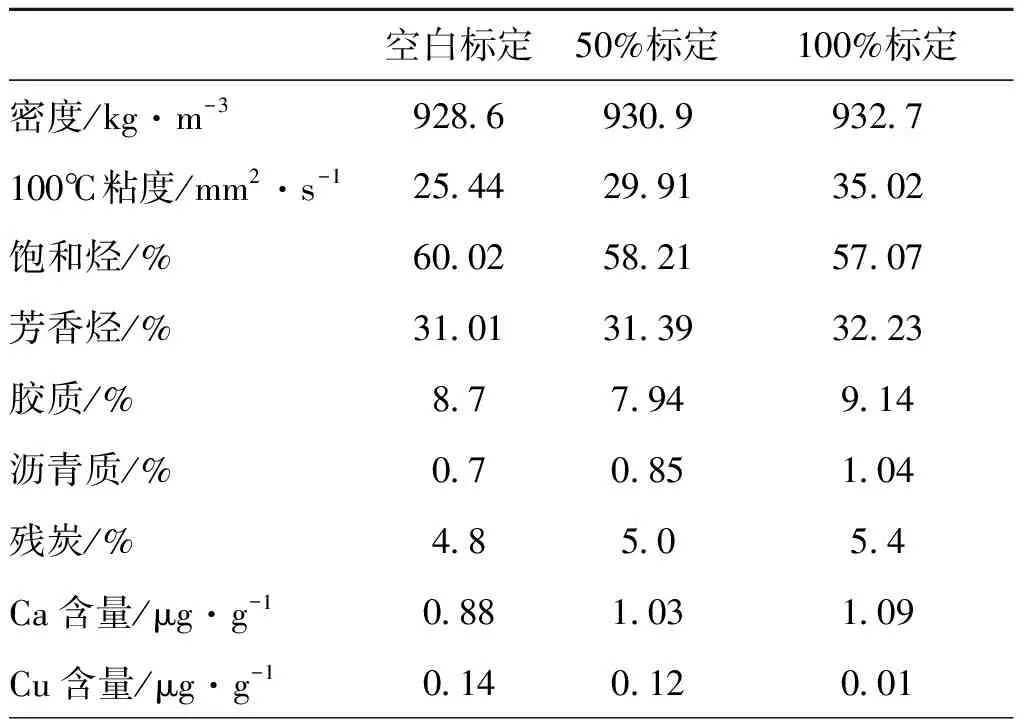
表7 原料油性质Table 7 Properties of a petrochemical feedstock

续表
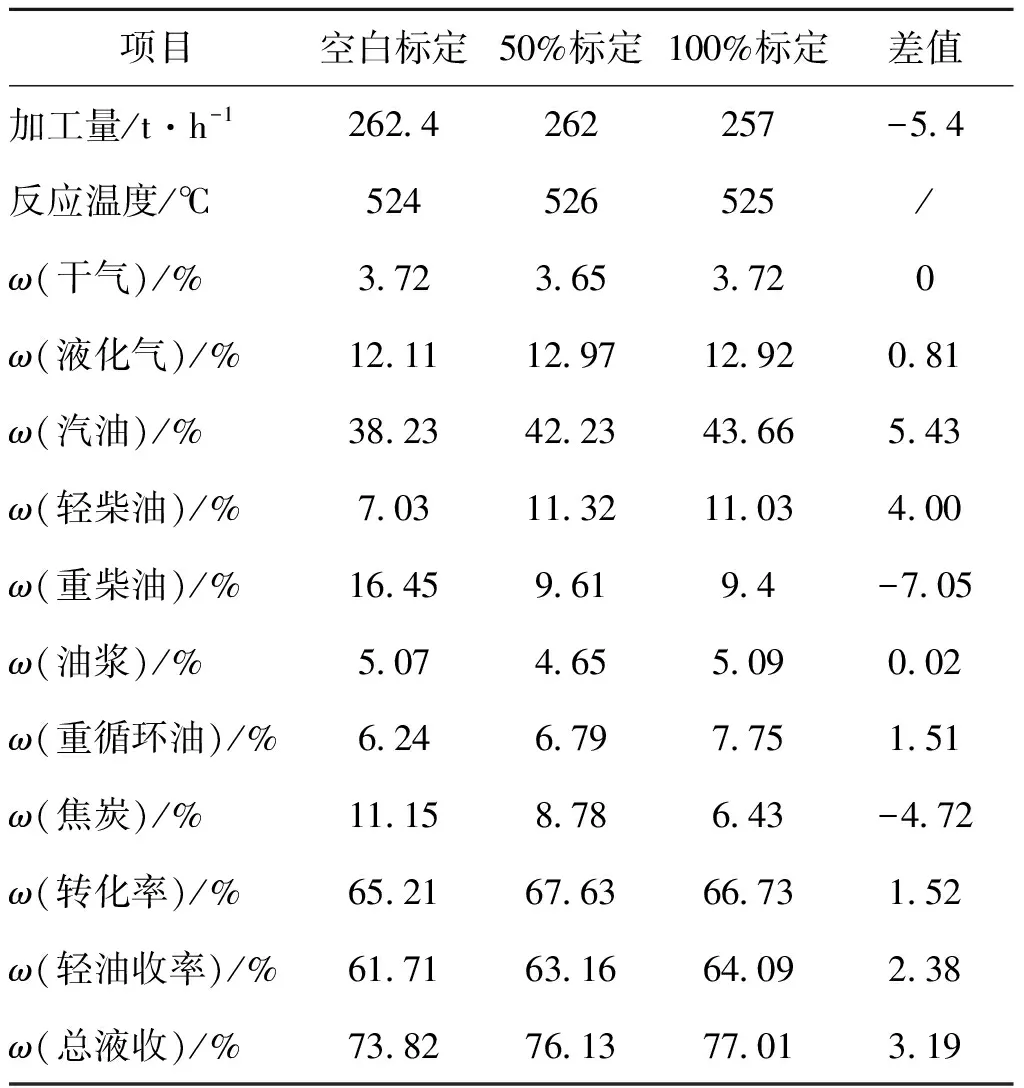
表8 工业标定结果Table 8 Commercial calibration results
原料油对LPC-75催化剂性能的影响见图1~图3。从图1~3可知,针对原料油变化,在污染指数增加的情况下,催化剂比表面积和微反活性适当有所降低,但可以完全满足装置运行。
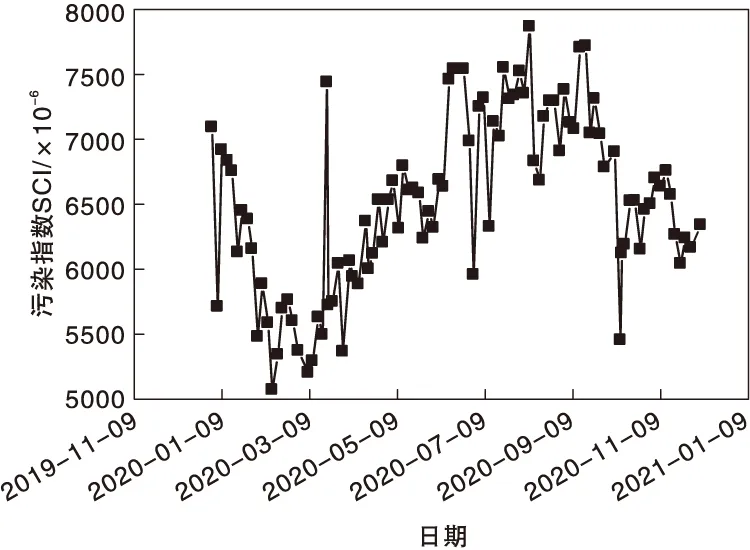
图1 LPC-75催化剂污染指数变化趋势Figure 1 Change trend of pollution index of catalyst LPC-75
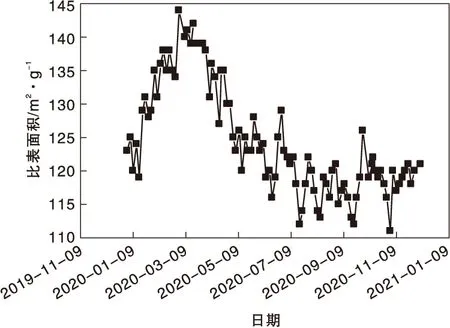
图2 LPC-75催化剂比表面积变化趋势Figure 2 Variation trend of specific surface area of catalyst LPC-75

图3 LPC-75催化剂微反活性变化趋势Figure 3 Change trend of micro reaction activity of catalyst LPC-75
3 结 论
(1)我国俄罗斯原油进口量逐年增加,截至2018年,每年从俄罗斯进口原油量已经突破3 000 t,中国石油东北各炼油厂加工俄罗斯原油势在必行,参差不齐,其中以辽阳石化加工100%俄罗斯油最为典型,催化裂化装置依然是炼油厂核心装置之一,因此开发适用于俄罗斯油催化剂也是目前面临的难点。
(2)与大庆油相比,俄罗斯油密度、残炭、重金属含量均劣质于大庆油。同时其饱和烃含量低、芳香烃含量高,也不利于催化转化。
(3)针对俄罗斯油特点,中国石油石油化工研究院兰州化工研究中心开发的LPC-75专用催化剂,与常规催化剂相比,反应性能优异。在年产2.2 Mt重油催化裂化装置上的工业应用结果表明,与空白标定相比,汽油收率提高了5.43个百分点,满足装置需求,为我国各炼油厂加工俄罗斯油提供了经验。
猜你喜欢
能源化工(2021年6期)2021-12-30
能源工程(2021年1期)2021-04-13
石油炼制与化工(2020年7期)2020-07-08
船舶标准化工程师(2020年1期)2020-06-12
石油石化绿色低碳(2019年6期)2019-01-14
石油炼制与化工(2018年6期)2018-03-27
石油化工建设(2016年4期)2016-02-27
化工管理(2015年36期)2015-08-15
重庆三峡学院学报(2015年3期)2015-06-27
石油知识(2015年6期)2015-02-28
