
国产A514F钢板与焊丝匹配的探讨
2021-07-13 02:56:06徐沛礼
成组技术与生产现代化 2021年1期
徐沛礼
(上海电气碾磨特装设备有限公司 质量保证部,上海 200245)
A514Gr.F(以下简称A514F)是符合美国测试材料协会(American Society of Testing Materials,ASTM)标准的一种焊接用低合金高强度调质合金钢,主要用在需要高抗拉、高屈服的场所,如大型挖掘机、工程汽车的升降齿轮,海洋平台上使用的齿条等。随着冶金技术的发展,近几年该型钢板已经实现国产化。为保证焊接质量,在焊接A514F钢板之前,应根据生产实际,按化学成分挑选合适的焊丝牌号,采用承压设备焊接工艺评定(NB/T 47014-2011)标准进行相关试验,并对试验结果进行评判。本文拟选择低合金高强钢用镀铜实芯气保CHW-80C焊丝和承压设备用气体保护焊HS-70焊丝,与A514F钢板相焊接,并分别进行探讨。
1 材料分析
1.1 母材分析
A514是ASTM标准下经淬火与回火的高强度可焊接钢板。因其化学成分和性能不同,ASTM标准下共有8种不同级别的A514钢板,A514F是其中之一。笔者所在公司在实际生产中使用的A514F钢板是由国内某公司生产的化学成分经优化的,与国外A514F钢板同牌号的产品。
母材A514F钢板的供货为调质态。其化学成分及力学性能如表1所示。
由表1可见:经优化的A514F钢板的力学性能标准值与ASTM标准值基本一致;母材实际的化学成分和力学性能几乎都在优化后A514F钢板标准要求的范围内。
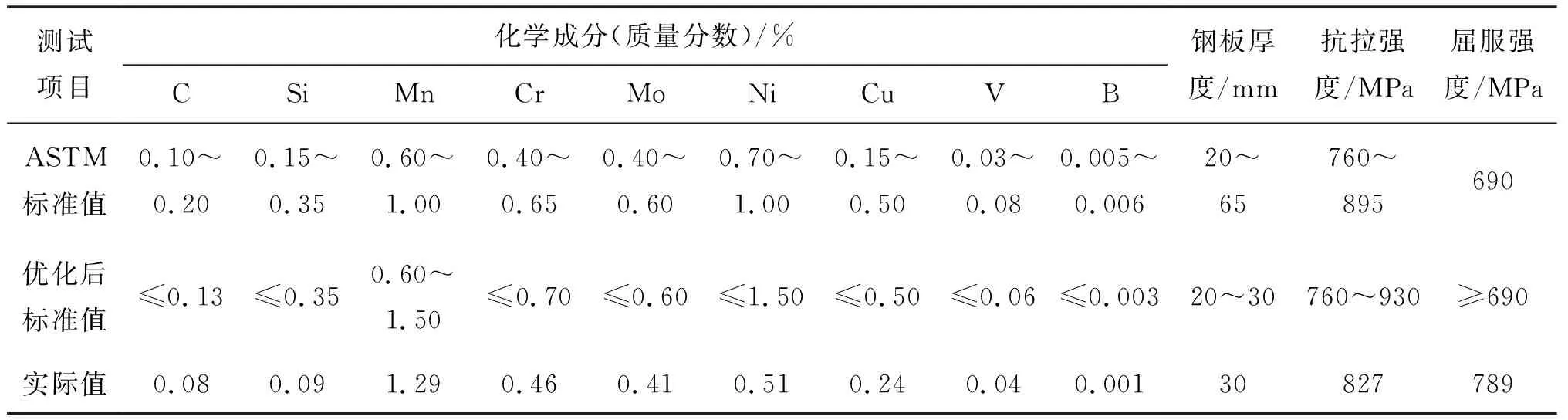
表1 A514F钢板的化学成分与力学性能
母材的焊接性分析常采用国际焊接协会规定公式[1-4]进行计算。它也是生产厂家推荐使用的碳当量计算公式,即
Ceq=C+Mn/6+(Cu+Ni)/15+(Cr+Mo+V)/5 (%)
式中:Ceq为碳当量;C、Mn、Cu、Ni、Cr、Mo、V分别为元素C、Mn、Cu、Ni、Cr、Mo、V的含量(质量分数)。
将各元素含量代入式中可求得,Ceq=0.53,即A514F钢板的碳当量为0.53。
A514F钢板属于一定条件下可焊接的材料。它是一种高强度调质合金钢。合金成分的添加使其淬硬性增大,焊接时易在接头处产生脆硬的马氏体,使接头脆化[3-4]。因此,该型钢板在焊接时需要进行预热以及焊后的热处理。
1.2 焊材分析
CHW-80C焊丝的化学成分和熔敷金属力学性能如表2所示。HS-70焊丝的化学成分和熔敷金属力学性能如表3所示。

表2 CHW-80C焊丝的化学成分和熔敷金属力学性能

表3 HS-70焊丝的化学成分和熔敷金属力学性能
2 母材与焊材匹配性分析
承压设备焊接规程规定:焊缝金属的力学性能应高于或等于规定的母材限值[5]。在熔敷金属化学成分与母材化学成分相同或相近的情况下,应选择高强匹配或等强匹配方式。在实际操作中,考虑经济性,通常不会选用比母材强度等级高的焊材,而是首先要求焊材与母材的抗拉强度在同一级别,其次要求冲击韧性较好,从而保证焊缝的强度与韧性满足产品技术要求。通常,母材与焊材的匹配方式为等强匹配。
选择母材与焊材的匹配方式时,需要计算抗拉强度匹配系数Sr,即焊接材料的熔敷金属抗拉强度与母材抗拉强度的比值[6]。当抗拉强度匹配系数Sr为0.95~1.05时,母材与焊材的匹配方式为等强匹配;当Sr为0.86~0.95时,母材与焊材的匹配方式为低强匹配;当Sr大于1.05时,母材与焊材的匹配方式为高强匹配[4,7-10]。
由表1—表3可以看出,两种焊丝的化学成分与母材相似,但抗拉强度等级与母材不完全相同。A514F钢板抗拉强度优化后标准值为760~930 MPa,实测值为827 MPa;CHW-80C焊丝抗拉强度的标准值为760 MPa以上,实测值为805 MPa;HS-70焊丝抗拉强度的标准值为690 MPa以上,实测值为762 MPa。
分析可知,CHW-80C焊丝的抗拉强度与母材的抗拉强度为同一等级。 CHW-80C焊丝与A514F钢板的抗拉强度匹配系数的标准值为1,实测值为0.97。无论是标准值还是实测值,均在等强匹配要求的0.95~1.05之间,满足了承压设备焊接工艺评定标准的要求。
HS-70焊丝的抗拉强度低于母材的抗拉强度。HS-70焊丝与A514F钢板的抗拉强度匹配系数的标准值为0.91,实测值为0.92。无论是标准值还是实测值均在0.86 ~ 0.95之间,符合低强匹配的特征。因此,HS-70焊丝与A514F钢板的匹配方式属于低强匹配。
根据经验,当被焊结构刚性大、接头应力高、焊缝容易产生裂纹时,可以选用抗拉强度等级比母材低一级的焊材。因此,选择HS-70焊丝与A514F钢板相焊,理论上可行。
3 焊接工艺评定试验
在焊接A514F钢板时,选用等强匹配还是低强匹配焊丝,或者两者均适合,需用相关的试验数据来验证。同时,为确保生产的顺利进行,钢板与焊丝相焊之前必须进行焊接评定,使其既满足技术要求又经济合理。
3.1 焊接工艺
A514F钢板分别与CHW-80C焊丝、HS-70焊丝焊接的工艺如表4所示。

表4 A514F钢板分别与CHW-80C焊丝、HS-70焊丝焊接的工艺
对于这两种焊材来说,焊材与母材焊接的方法、焊丝直径、保护气体、热处理时间和温度、层间温度,均应相同,以保证A514F钢板分别用两种焊丝焊接的试板具有较强的可比性。
经目视检查焊缝发现,两种焊接试板均无气孔、夹渣、未焊透等焊接缺陷,无损检测结果合格。
3.2 试验结果
按承压设备焊接工艺评定要求,将试板制成相关试验用的试件,并按标准要求完成相关试验。试件经质量分数为10%的硝酸水溶液腐蚀,用肉眼和放大境观察,未发现夹渣、裂纹、气孔、未熔合和未焊透等焊接缺陷。图1、图2所示分别为CHW-80C焊丝与A514F钢板焊接试件、HS-70焊丝与A514F钢板焊接试件的微观金相。A514F钢板分别与CHW-80C焊丝、HS-70焊丝的焊接试验结果如表5所示。
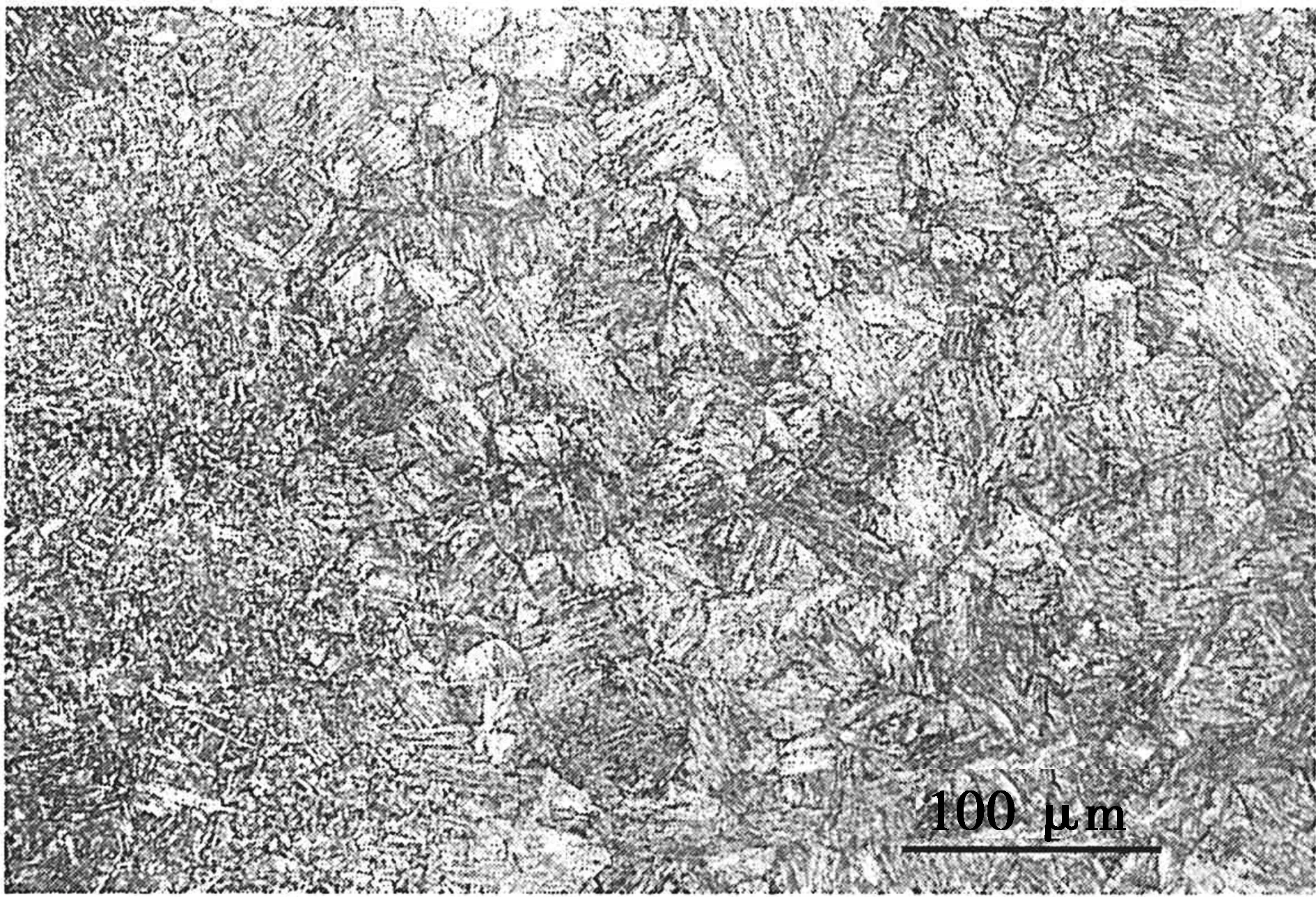
图1 CHW-80C焊丝与A514F钢板焊接试件的微观金相
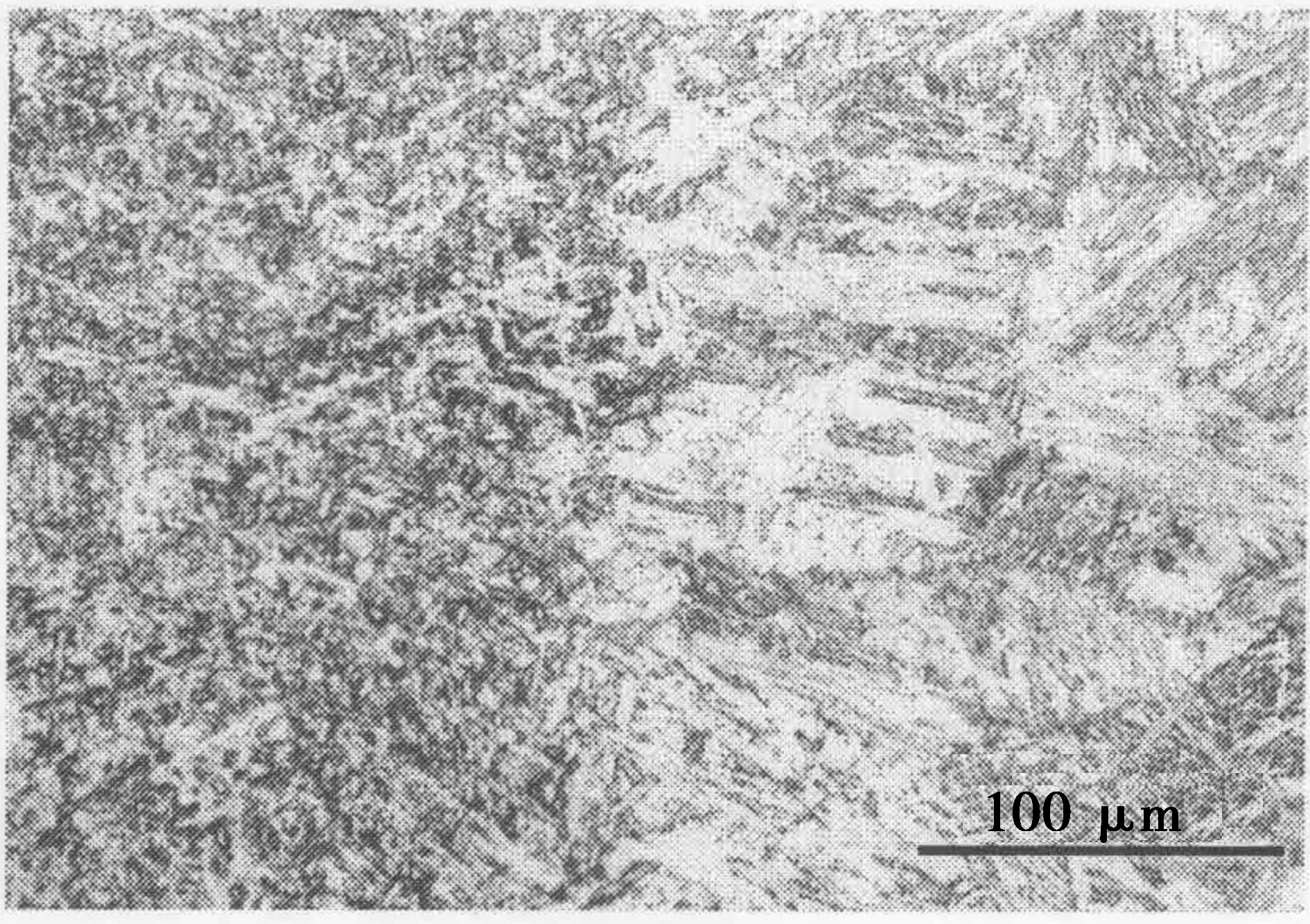
图2 HS-70焊丝与A514F钢板焊接试件的微观金相
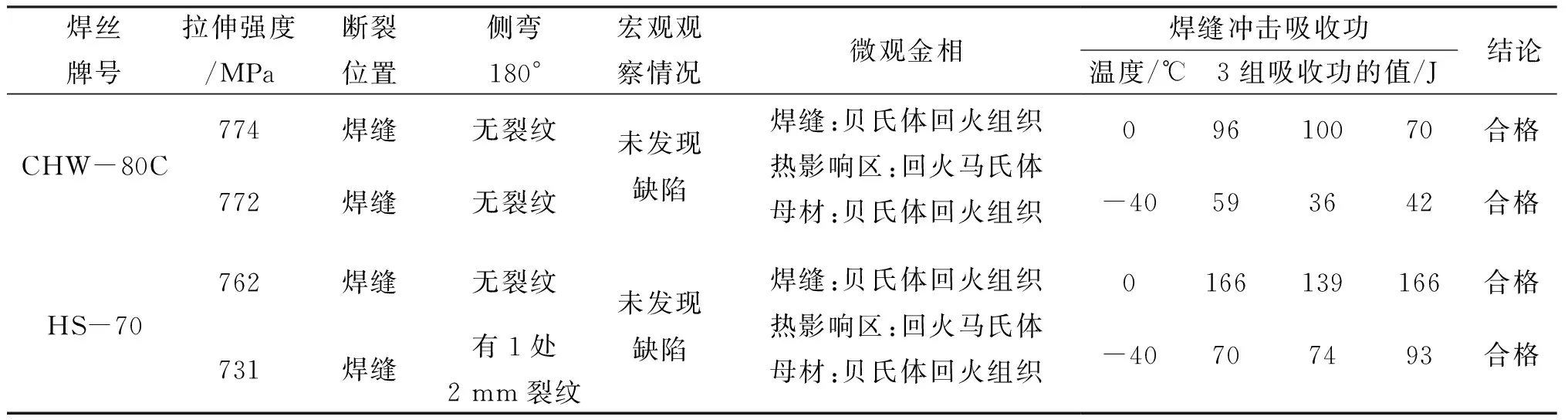
表5 A514F钢板分别与CHW-80C焊丝、HS-70焊丝的焊接试验结果
从表5的试验结果可看出:使用CHW-80C焊丝焊接A514F钢板后制成的焊接试件各项性能合格,符合承压设备焊接工艺评定相关试验的要求,表明A514F钢板与CHW-80C焊丝进行焊接是合适的;用HS-70焊丝焊接A514F钢板后制成的焊接试件,除拉伸试验时焊缝拉伸强度值低于母材抗拉强度最低值、侧弯试验中一块试件在弯曲后有一处2 mm裂纹外,其余结果均合格。
承压设备焊接工艺评定标准规定:“若规定使用室温抗拉强度低于母材的焊缝金属,则每个(片)试样的抗拉强度应不低于焊缝金属规定的抗拉强度最低值”;“试样弯曲达到规定角度后,其拉伸面上沿任何方向不得有单条长度大于3 mm的裂纹或缺陷,棱角开裂一般不计,但由夹渣或其他焊接缺陷引起的应计入”[6]。对于用HS-70焊丝焊接A514F钢板的焊接试件,在拉伸试验中,焊缝拉伸强度虽低于母材抗拉强度,但高于焊材规定的抗拉强度最低值,拉伸试验结果能够满足标准要求;在侧弯试验中,试件在无夹渣和其他缺陷的情况下,虽然存在一处 2 mm 的裂纹,但试验结果仍可满足标准要求。因此,相应拉伸试验和侧弯试验的试验结果是合格的。
分析可知,分别使用CHW-80C焊丝和HS-70焊丝焊接A514F钢板时,两者的拉伸试验和侧弯试验结果、宏观观察情况、微观金相基本一致。但在测试焊缝冲击吸收功的试验中,无论是0 ℃还是-40 ℃,用HS-70焊丝的试件焊缝冲击吸收功均比用CHW-80C焊丝高出许多,表明HS-70焊丝与A514F钢板相焊时,焊缝的塑性更好,抗冲击能力更强,焊缝不易开裂。
CHW-80C焊丝与A514F钢板焊接属于等强匹配,HS-70焊丝与A514F钢板焊接属于低强匹配。从试验结果看,等强匹配与低强匹配的焊接试件在拉伸试验、侧弯试验、宏观观察情况、微观金相的试验结果基本一致,但低强匹配焊接试件的低温冲击吸收功较高,这意味着低强匹配比等强匹配的焊接试件韧性更好,抗裂能力更强。
4 生产应用
将低合金高强钢用镀铜实芯气保焊丝CHW-80C和承压设备用气体保护焊钢焊丝HS-70分别应用在A514F钢板的焊接上,热处理后经无损检测,焊缝质量合格,无夹渣、未焊透、裂纹等焊接缺陷。
5 结束语
本文针对A514F钢板,分别选用CHW-80C焊丝和HS-70焊丝进行焊接。焊接工艺评定的试验结果表明,A514F钢板焊接时可采用等强匹配和低强匹配方式选择焊丝;当焊缝韧性要求高时,采用低强匹配方式的焊缝韧性更好,不易开裂。
猜你喜欢
电焊机(2024年1期)2024-03-01 06:20:44
家庭医药·快乐养生(2023年4期)2023-04-16 22:10:03
节能与环保(2022年3期)2022-04-26 14:32:36
环境保护与循环经济(2021年7期)2021-11-02 08:10:54
哈尔滨轴承(2020年1期)2020-11-03 09:16:22
大经贸(2019年9期)2019-11-27 09:21:19
中国奶牛(2019年10期)2019-10-28 06:23:36
电子制作(2018年23期)2018-12-26 01:01:22
金属加工(热加工)(2015年8期)2015-12-27 07:36:16
经济与管理(2015年4期)2015-03-20 14:15:27
