
加热工艺对锌铁合金热成形钢镀层组织的影响
2021-07-09 10:06晋家春周世龙
安徽冶金科技职业学院学报 2021年2期
陈 乐,晋家春,周世龙,崔 磊
(1.马钢股份公司营销中心;2.马钢股份技术中心 安徽马鞍山 243000)
为防止零件腐蚀及热冲压过程中的高温氧化,铝硅镀层( Al-Si)产品被开发并广泛商业化应用于热成形钢板,纯锌镀层(GI)、锌铁合金化镀层(GA)产品也被相继使用。锌基镀层钢板具备铝硅镀层钢板所不具备的阴极保护作用和切口防护性能,成为目前研究的热点,但由于镀层熔点低,在热成形过程中液态金属易引起钢铁基体产生脆断的裂纹,限制了其在汽车上的应用。为减少液致裂纹脆性,可通过控制热冲压前的加热过程,使镀层中仅含有固态的α-Fe(Zn)相,或者使液态锌或锌铁合金相分布于镀层的最表层,使液态锌远离基板,在782℃以下的温度下进行零件的热冲压成形。在奥钢联预冷工艺提出前,多采用第一种思路,相关学者开展了大量的相关工艺,如加热速率、预合金化工艺对镀层组织转变规律研究,并获得了组织良好的镀层。带预冷工艺条件下,热成形加热温度、保温时间对镀层组织影响的研究相对较少。热成形后的镀层组织,当中的Γ相具备阴极保护作用,对产品的耐蚀性能有较大影响,对研究锌基镀层热成形钢加热工艺窗口十分必要,本文重点研究了在当前传统箱式炉加热工艺下锌铁合金热成形钢镀层组织转变规律。
1 试验材料与方法
1.1 试验材料
试验所用的材料,为某钢厂生产的基板厚度1.5 mm、双面镀层重量140 g/m的锌铁合金镀层热成形钢钢板,基板各化学元素的含量见表1。

表1 试验钢的主要化学成分(wt%)
1.2 试验设备及试验方法
将锌铁合金热成形钢卷落料,于国内某公司Sigma-I热成形自动化生产线,用于某车型A柱零件冲压。该产线加热设备为箱式电阻炉,为研究加热炉加热温度对镀层结构的影响,选择相同的加热时间300 s,加热温度分别为860 ℃、880 ℃、890 ℃;研究加热时间对镀层结构的影响,选择相同的加热温度890 ℃,加热时间分别为180 s、240 s、300 s、360 s。不同加热工艺下的板料出炉后,采取适当的方式使锌层快冷凝固后于压机下进行冲压,关键的冲压工艺参数分别为:压机压力800 T,保压时间25 s,模具冷却水温度40 ℃,无气体保护。
每种工艺下的零件,于相同的部位(见图1中零件弯曲处侧壁),截取25 mm*25 mm大小的试样,镶嵌后打磨抛光。抛光后采用4%的硝酸酒精进行腐蚀,采用XL30扫描电镜对镀层结构进行观察,应用DX4i能谱仪对镀层化学成分进行分析,使用PS软件对镀层形貌进行分析以计算Γ相比例。

图1 零件及取样部位
2 试验结果与分析
2.1 初始镀层结构及形貌特征
图2为热冲压前的镀层形貌,表1为镀层中各部位主要成分及相组成。热成形前镀层主要由表层的δ相和靠近基板的Γ相组成,镀层整体厚度约为13 μm,其中Γ相厚度约为1.2 μm。

图2 原始镀层组织

表2 各点成分及EDS分析结果
2.2 加热后的镀层组织及形貌特征
图3、图4为锌铁合金热成形钢板料经不同加热温度、加热时间加热、淬火后,零件上镀层经硝酸酒精腐蚀后的SEM形貌。本文中的锌层经过快冷后,在液态锌的凝固点下成形,所得零件中的镀层均无扩展至基板的裂纹。根据Fe-Zn二元合金相图,在高温加热下,铁和锌不断相互扩散,随着温度升高,镀层中先后形成了ζ相、δ相、Γ1相、Γ相和α-Fe(Zn)相,同时在782 ℃时存在Γ-FeZn=α-Fe(Zn)+Zn(Fe)共析反应。Γ相中铁的质量分数为20.5%~28.0%,α-Fe(Zn)中锌的最大固溶量为45.4%。当镀层加热到800℃-900 ℃后,表层主要为Г相、界面处为α-Fe(Zn)相,热冲压转移和冲压时,镀层中相应的液相转变成Г相,成形淬硬后镀层主要为α-Fe(Zn)相和Г相。锌基镀层热成形钢产品热冲压后,镀层中的Γ相电极电位更低,具备牺牲阴极保护作用,在硝酸酒精的作用下,Γ相将优先腐蚀,从而与α-Fe(Zn)相区分开来。SEM低倍形貌下基板与镀层的界面清晰可见,进一步放大镀层形貌后,腐蚀形貌清晰可见。表3为被腐蚀后的镀层不同部位对应的成分及主相分析结果,镀层中被腐蚀的部位对应Γ相,采用PS对被腐蚀部位进行统计分析所计算出镀层中Γ相的比例,图5为根据镀层形貌所确认的不同温度、时间下的镀层厚度、Γ相比例。随着加热温度、保温时间的升高,镀层的厚度提高,Γ相比例下降,当加热温度为890 ℃、加热时间达到360 s时,此时镀层中的Γ相基本消失。
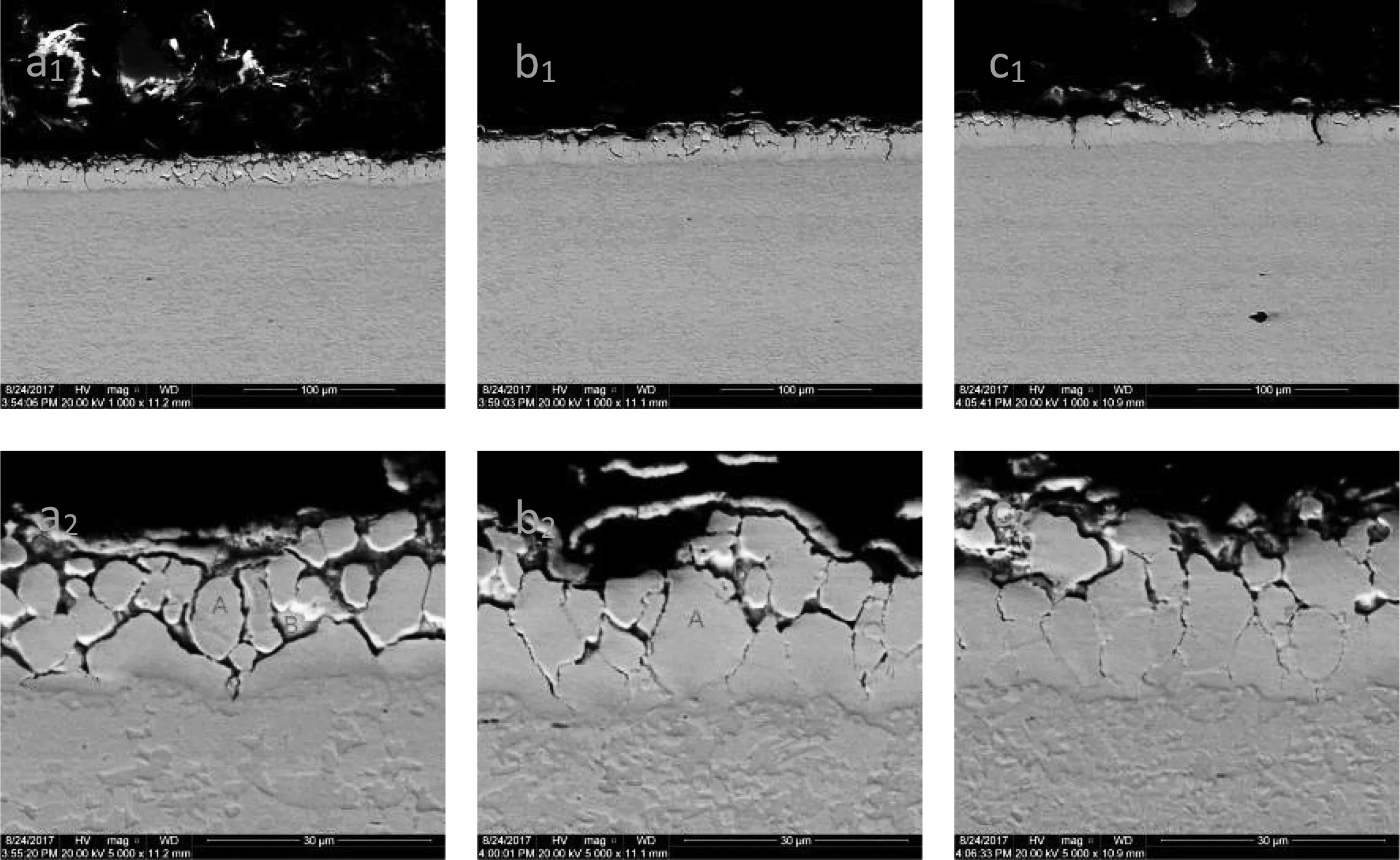
图3 加热时间300 s时不同加热温度下的镀层组织(图a1-c1对应的加热温度依次为860 ℃、880 ℃、890 ℃,图a2-c2为相应的放大形貌)
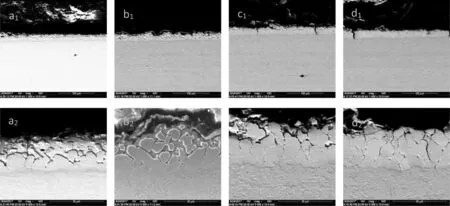
图4 加热温度为890 ℃时不同加热时间下的镀层组织(图a1-d1对应的加热温度依次为180 s、240 s、300 s、360 s,图a2-d2为相应的放大形貌)
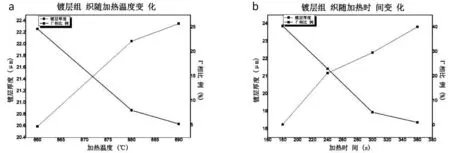
图5 镀层组织随加热工艺的变化规律统计

表3 各点成分及EDS分析结果
2.3 讨论
图6为典型的锌基镀层热成形钢产品工艺窗口。锌镀层高温下氧化剧烈,加热温度不宜超过890 ℃,过低基板将不能完全奥氏体化,加热温度不能低于860 ℃,故本文选择该加热温度区间,所得的零件形貌见图1,零件表面质量均良好。关于加热时间,过短基板可能未完全奥氏体化,并存在液致裂纹和微裂纹的风险,过长则镀层中Γ相消失,不具备阴极保护作用,耐蚀性能下降。海斯坦普在传统热冲压线基础上,通过一定的方式使锌层快冷凝固后于压机下进行冲压,使镀层中的液相在成形前完全凝固,所得的镀层无扩散至基板的裂纹,本文通过该方法,获得的镀层良好、无扩散至基板的裂纹。因此,影响锌基镀层热成形钢产品加热时间的主要因素为基板未完全奥氏体化和镀层耐蚀性不足。为保证基板完全奥氏体化,加热温度不宜低于180 s。高温热成形,能够有效的缩短加热时间,提高热冲压效率。本文研究了在860 ℃至890 ℃加热温度范围内,镀层组织的变化,尤其是890 ℃加热时随加热时间的变化。在加热时间为180 s时,镀层中有较多的Γ相,Γ相比例约为40%,随着加热时间的提高,Γ相降低,当加热时间提高至360 s时,Γ相基本消失,此时镀层将不具备阴极保护作用,因此锌基镀层热成形钢产品,加热时间不宜超过360 s。
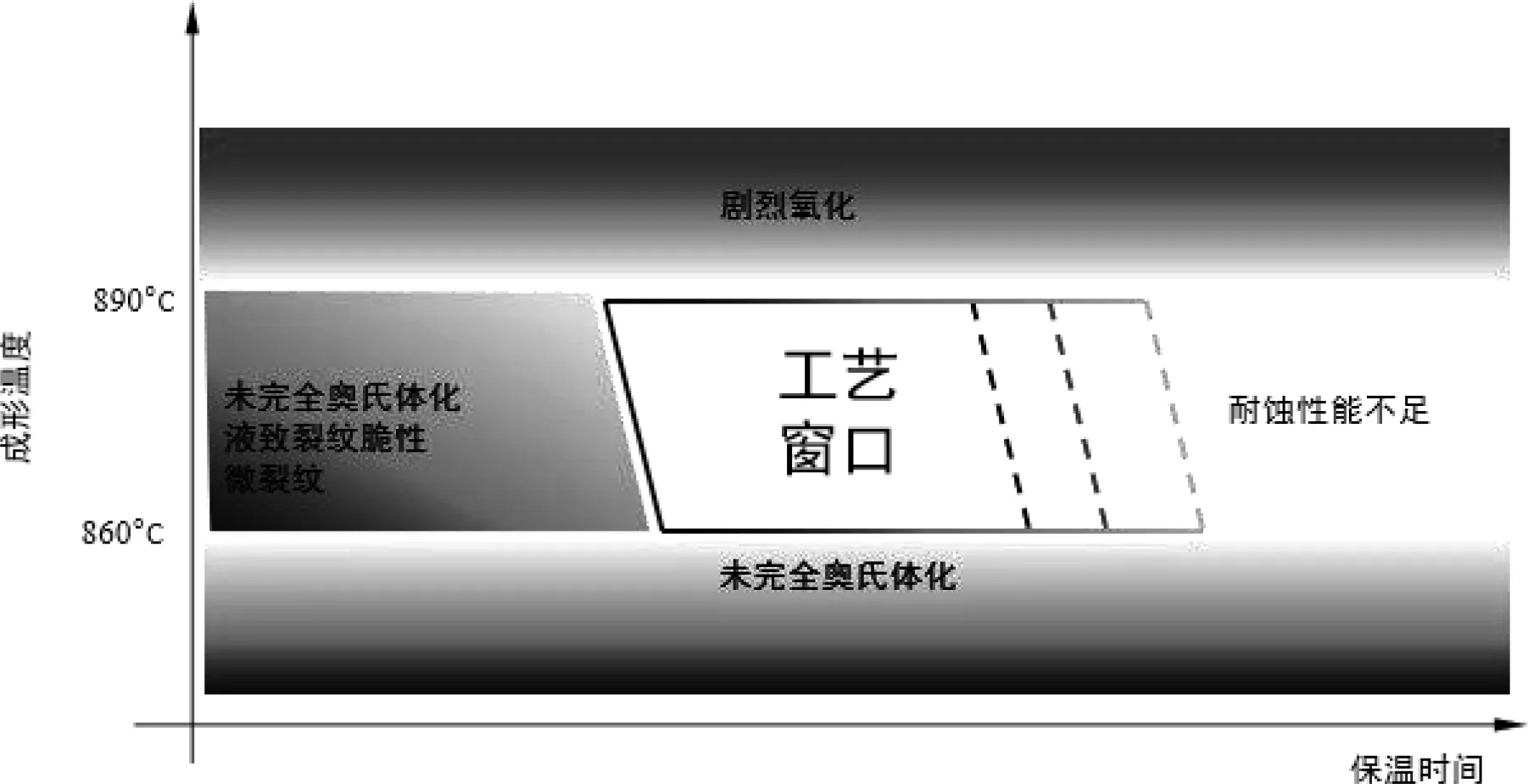
图6 锌基镀层热成形钢工艺窗口[9]
3 结论
在890 ℃的温度下加热,加热后快冷使镀层于凝固点下冲压成形,可获得表面质量良好、无扩散至基板裂纹的镀层。
随着加热温度的提高、加热时间的延长,锌镀层逐渐增厚,镀层中的α-Fe(Zn)相增多,Γ相比例减少。为保证锌铁合金热成形钢产品完全奥氏体化,加热时间不宜低于180 s,此时镀层中的Γ相比例最高,约为40%;为保证锌铁合金热成形钢产品冲压后镀层具有阴极保护作用、保留一定的Γ相,加热时间不宜超过360 s。
猜你喜欢
汽车实用技术(2022年11期)2022-06-20
机电信息(2022年9期)2022-05-07
中国电子报(2020年68期)2020-10-20
中国电子报(2020年51期)2020-08-09
科学导报(2019年55期)2019-09-28
科教新报(2019年11期)2019-09-10
科技创新与应用(2017年34期)2017-12-12
科技资讯(2017年24期)2017-09-15
科学与财富(2016年28期)2016-10-14
哈尔滨理工大学学报(2015年5期)2016-01-19
