涡北选煤厂智能化选煤系统探索与实践
2021-07-08 09:46刘大虎朱干彬陈伟
数码影像时代 2021年7期
刘大虎 朱干彬 陈伟
背景简介
涡北选煤厂是淮北矿业集团所属的中心型选煤厂,是安徽省“861”重点项目之一,设计规模为年入选原煤量1200万吨。涡北选煤厂重介选煤系统的智能化探索,为行业提供了智能化发展的新道路,向各大选煤厂展示了一种可行、可靠、高效、便捷的智能化实施方案,具有较强的推广借鉴意义。
改造原因
涡北选煤厂生产过程中,经常出现原煤蓬仓现象,导致原煤下料不畅,原煤煤流稳定性难以保证;传统操作模式依靠人工化验精煤灰分值作为检验和调节的依据,滞后生产约1.5小时以上,实时性差,指导生产的及时性严重不足;精煤仓定点配仓使仓内精煤呈现锥形分布,易造成虚假仓位,无法最大限度利用仓存能力。
智能化改造
原煤空气炮智能化改造
在每个下料口增加两个9.5m的炮口,增强低层空气炮工作效果,解决生产过程中,原煤仓下容易蓬仓的问题。同时,增加智能放炮功能,根据设置的煤量上下限动态控制空气炮开关,当皮带秤读数低于预设煤量时,空气炮智能分层动作,改变原煤下料量,煤量超过上限时,空气炮停止作业,当出现所有空气炮开启后依然达不到预设煤量时,发出“煤量异常”预警,通知操作人员安排维修处理,问题解决后,继续执行智能空气炮程序。
引入重介闭环控制系统
重介闭环控制系统将重介精煤在线测灰仪装置加入到控制系统中作为外环;将原有的密度控制系统作为灰分闭环控制系统的内环;形成了以灰分在线检测为依据,以重介精煤灰分控制为目标,以密度调节作为手段的闭环控制系统。
系统对ZZ-890在线测灰仪系统数据服务器传回的数据进行分析,若出现皮带秤未启动、煤层厚度太薄、灰分太低的数据,则将这些数据丢弃;若数据满足要求,则上位机RS232接收1分钟平均灰分数据,将其分解为转载皮带上灰分,之后将灰分数据写入PLC,从而控制灰分闭环控制系统。
精煤仓上智能配仓系统
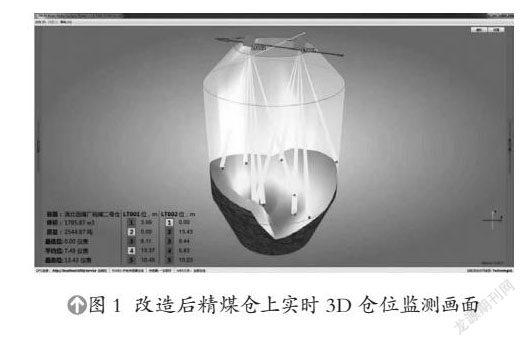
涡北选煤厂精煤仓上智能配仓系统采用液压站配高低双速马达代替原移动皮带的行走电机,可在控制室内远程实现移动皮带快速度换仓作业,和生产中移动皮带低速度智能往复配仓作业。在每个精煤仓上安装多个料位计,并通过程序设置能够实时检测仓位,并显示3D仓位,在仓满时自动报警。
改造效果
智能空气炮系统改造效果
通过空气炮的智能化改造保证了原煤连续下料,使得原煤处理量稳定在750±20t/h左右,提高了旋流器的分选精度,提高了混精煤合格率。同时降低了职工劳动强度,原煤蓬仓现象得到改善,基本不需要人工捅仓,降低安全风险。
重介闭环控制系统改造效果
重介闭环控制系统的使用,革命性地提高了重介洗选过程稳定性,减少精煤流失,提高精煤产率,显著提高煤炭利用效率,提高煤炭质量,减少燃煤污染物排放,节约能源。
精煤仓上智能配仓系统改造效果
通过增设设备和程序设置,改造后的精煤仓上智能配仓系统可以在控制室内远程完成智能定位换仓和智能往复配仓作业。系统稳定可靠,投资少,效果佳,真正实现减员分流,岗位司机巡岗作业。
经济效益
通过改造,混精煤产率约提升0.7%。以涡北选煤厂年入洗原煤量330万吨,焦肥煤精煤综合价格1000元/吨,同时考虑剔除煤泥和中煤减少带来的利润降低以及洗选成本增加,中煤约0.06%产率,中煤价格约250元/吨,煤泥约0.14%产率核算,煤泥价格约100元/吨计算,则每年约增加效益:330万吨*(1000元/吨*0.2%-250元/吨*0.06%-100元/吨*0.14%)≈1970万元
结论
涡北选煤厂重介系统经过不断的优化改造,解决了许多选煤厂在智能化建设道路上遇到的“难题”,完善了生产工艺,保障原煤供应稳定性,提升重介洗选效果,解决精煤布仓不均的问题,降低了操作难度,增加了经济效益,真正实现了质量和产量的双赢。
参考文献:
[1]谢广元.选矿学[M].徐州:中国矿业大学出版社,2001.
[2]吴式瑜,岳胜云.选煤基础知识[M].北京:煤炭工业出版社,1996.
[3]戴少康.选煤工艺设计实用手册[M].北京:煤炭工业出版社,2010.
[4]吳大为.浮游选煤技术(第1版)[M].徐州:中国矿业大学出版社,2004:1.
[5]匡亚莉.选煤工艺设计与管理[M].徐州:中国矿业大学出版社,2009:45-46.
[6]石焕,程宏志,刘万超.我国选煤技术现状及发展趋势[J].煤炭科学技术,2016,44(06):169-174.
[7]戴少康.选煤工艺设计的思路和方法[M].北京:煤炭工业出版社,2003.
[8]郑均笛,李振.选煤厂设计[M].北京:煤炭工业出版社,2016:45-66.
[9]叶大武.中国选煤现状及发展战略[J].中国煤炭,2000(01):20-22.
[10]匡亚莉.智能化选煤厂建设的内涵与框架[J].选煤技术,2018(01):85-91.
[11]符东旭,张绍强.从世界选煤大会谈中国选煤应该注意的关键问题[J].煤炭加工与综合利用,2016(07):1-4.
第一作者:刘大虎(1965—),安徽利辛人,车间主任,助理工程师,现就职于淮北矿业集团涡北选煤厂。
猜你喜欢
选煤技术(2022年3期)2022-08-20
北京航空航天大学学报(2022年5期)2022-06-06
选煤技术(2022年2期)2022-06-06
选煤技术(2022年1期)2022-04-19
选煤技术(2022年1期)2022-04-19
选煤技术(2021年3期)2021-10-13
煤炭加工与综合利用(2021年7期)2021-08-26
选煤技术(2021年6期)2021-04-19
煤炭加工与综合利用(2020年11期)2020-12-16
测控技术(2018年1期)2018-11-25