
基于生命周期的采煤机绿色评价方法研究及应用
2021-07-07 00:17:58张旭辉郭欢欢马宏伟车万里潘格格赵友军张玉良毛清华樊红卫杜昱阳薛旭升王川伟曹现刚
煤炭科学技术 2021年6期
张旭辉,郭欢欢,马宏伟,车万里,潘格格,张 超,赵友军,张玉良,毛清华,樊红卫,杜昱阳,薛旭升,王川伟,董 明,刘 鹏,夏 晶,曹现刚
(1.西安科技大学 机械工程学院,陕西 西安 710054;2.陕西省矿山机电装备智能监测重点实验室,陕西 西安 710054;3.西安煤矿机械有限公司, 陕西 西安 710200;4.黄陵矿业集团有限公司煤矿智能化开采技术创新中心,陕西 黄陵 727307)
0 引 言
采掘装备是实现煤炭智能化开采的基础。近年来,安全、高效的采掘装备需求剧增[1-3]。在采煤机生命周期中,原材料运输、加工以及各零部件组装成整机,需要消耗大量的资源、能源,并且伴随着污染物的排放。因此,提高采煤机的绿色度,减少资源、能源消耗,降低排放是实现可持续发展战略的有效措施。生命周期评价(Life Cycle Assessment, LCA)是能够客观、定量分析的环境管理工具,ISO140140将LCA划分为4个步骤:目标与范围的确定、清单分析、影响评价和结果解释[4-5]。LCA从设计开始到回收处理的全生命周期过程中,评价不同阶段对环境的负荷与影响,进而改进工艺与产品设计,指导企业降低污染,减少环境影响,实现经济与环境的可持续发展[6]。
目前国内外不少学者将LCA方法应用到各个领域,对不同的产品进行绿色评价与分析。文献[7]运用LCA方法对一种新型秸秆包墙从“稻草捆收集到新型秸杆墙完成”的系统边界进行研究,分析秸秆包和天然膏体的热性能以及对环境的影响,通过对比分析得出新墙体的应用更节能,对环境的影响更小。文献[8]采用LCA方法对建筑施工阶段预制混凝土桩的碳足迹进行研究,得出预制混凝土桩施工阶段,桩基础面积、造价、数量与碳排放总量呈较强的线性关系,为建筑行业的定量修正碳足迹提供理论参考。文献[9]运用环境与火用LCA方法,对褐煤直接燃烧发电系统和褐煤热解燃烧分级转化多联产系统的环境影响与能量转化进行了分析,得出多联产系统的应用极大地降低了褐煤燃烧对环境的影响,同时更高效地进行能量转化。文献[10]构建了一种基于全生命周期的机电产品碳足迹评价流程和评估模型,并以榨汁机的碳足迹为研究目标进行计算评价,确定了降低电网的排放因子等关键措施,同时也验证了所提出的产品碳足迹评价流程和评估模型对实现产品低碳化的有效性。
目前,国内外对大型机械装备绿色设计评价研究较少,矿山采掘装备的绿色设计与评价方面工作基本空白。在国家绿色制造系统集成项目(工信部节函〔2017〕327号)支持下,课题组以矿山采掘装备绿色设计为切入点,开展面向苛刻服役环境的采掘装备全生命周期的绿色制造系统集成研究,使采掘装备在研发设计、制造、使用、回收、拆解与服役再制造等全生命周期的关键环节实现制造绿色化、性能高、可靠性强和服役寿命长等[11],研发了面向采掘装备的产品生命周期资源环境影响评价技术和软件工具。
基于此,笔者研究了基于生命周期评价的采煤机生命周期评价方法,应用生命周期评价方法优化原料选择、产品设计和制造方案,构建产品全生命周期管理与评价体系,并以电牵引采煤机为例,以“从原材料开采到采煤机出厂”为系统边界,建立采煤机LCA模型,分别对摇臂、牵引部、截割电机进行具体评价并分析其能耗和环境贡献率,形成一套采掘装备绿色设计评价工具和平台,可实现功耗、原材料质量、噪声污染、设备状态、综合能耗、使用寿命等方面绿色化的评价。
1 采煤机LCA模型建立
生命周期评价模型是针对产品生命周期全过程,通过量化各阶段的重要信息,选择合适的建模方法,在软件中建立生命周期评价模型。在采煤机模型建立时,首先要考虑采煤机在全生命周期中包含的几个阶段;其次,通过调研分析各阶段过程中能耗及排放是否容易收集并进行定量及定性分析;最后,分析采煤机各阶段的特征,确定研究目标和范围,按照全生命周期的方法在eFootprint软件中建模。
1.1 采煤机LCA评价影响因素确定
为提高采煤机评价结果的可靠性,需选择有代表性的影响因素进行评价,避免评价结果的单一性、片面性。以摇臂传动系统为例,采用多目标分析理论对其进行稳健性优化设计分析。基于多目标的优化设计可用以下数学模型来表示[12]:
在摇臂传动系统中,为避免传动齿轮安装的中心距离对摇臂工作时的传动角度,以及对摇臂传动机构的壳体造成影响,将齿轮的变位系数x1、齿宽B1以及行星齿轮的变位系数x2、齿宽B2等参数作为优化目标进行分析。
1)优化方案1。把摇臂传动系统的疲劳寿命可靠性作为优化目标,将其他参数设置在标准取值内,将优化目标调整为
式中:Sa1为齿轮的齿顶厚;m1为齿轮的模数;Sa2为太阳轮的齿顶厚度;m2为行星轮的模数;ε1为齿轮工作时的重合度;ε2为行星轮工作时的重合度。
2)优化方案2。将疲劳寿命可靠度对各个变量参数的平均灵敏度做了优化目标参数,其优化模型可表示为
式中:R(X)为目标函数的可靠性函数;xi为齿轮变位系数。
3)优化方案3。充分评估传动机构齿轮的体积和工作时的振动冲击情况,并把可靠性函数作为约束函数考虑,其优化方程为
利用Matlab仿真软件分别对以上3种优化方案进行求解分析,结果见表1。方案1通过改变齿轮的变位系数来确保在可靠度最大的情况下保证传动系统结构的质量不变;方案2能够确保系统稳定性的最大化,但齿轮齿宽的增加会导致整个传动系统结构的质量增加;方案3在保证系统稳定性最大化的情况下,同时确保系统结构质量和制造成本的最小化。对比3种方案可知优化方案3能够在保证传动系统的疲劳使用寿命的基础上最大程度地降低传动系统的结构质量和制造成本,减少能源消耗、资源浪费以及环境污染[13]。因此,可将质量作为重要影响因素对采煤机进行LCA评价。

表1 3种优化方案求解分析结果Table 1 Results of three optimization schemes
1.2 目标与范围确定
目标和范围确定是生命周期评价的首要步骤,影响着产品在评价过程中的复杂程度和评价结果的可靠性。主要内容为确定目标产品、功能单位与基准流、系统边界、数据代表性、基准年以及产地等信息[14-15]。
采煤机作为重型机电装备,结构复杂,零部件数量和种类繁多,不同工艺下的零件性能相差较大,通过调研分析,以MG1000/2550-GWD型交流电牵引采煤机为例,将生产1台交流电牵引采煤机的质量(总质量168 t)作为功能单位,系统边界为“从摇篮到大门”类型。生命系统边界如图1所示[16-17]。通过企业调研,收集2018年中国制造的采煤机生产过程的实景数据,建立物料清单表(Bill of Material,BOM)。
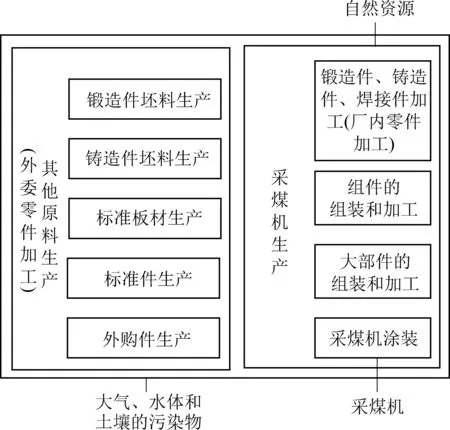
图1 采煤机生命周期系统边界Fig.1 Boundary of shearer life cycle system
eFootprint软件包括中国生命周期基础数据(CLCD)、欧盟ELCD等数据库,可追溯各种原料的上游生产过程直到资源开采为止,得到背景数据[18]。采煤机产品常见原料的背景数据见表2。

表2 常见原料背景数据Table 2 Background datas on common raw materials
1.3 采煤机LCA建模方法
由图1可知,生产1台交流电牵引采煤机,从原材料开采到整机出厂过程中,主要包括外委零件加工、厂内零件加工、组件组装、大部件组装、采煤机装配以及采煤机涂装等过程。根据该生产过程,将采煤机的生命周期评价模型按照基础物料-零件-组件-部件-大部件的层级顺序逐层建模,以大部件-摇臂为例按照层级顺序展开的生命周期如图2所示。例如,使用基础物料40CrMo加工出行星架内套和行星架外圈2种零件,再由行星架内套和外圈组成Ⅱ级行星架组件,由Ⅱ级行星架、垫、内齿圈组成部件-行星减速器,最后由摇臂壳体、行星减速器、中心齿轮组等部件组成大部件-摇臂。按照该建模方法,在eFootprint软件中对采煤机各重要零部件进行建模。

图2 大部件-摇臂部分生命周期示意Fig.2 Schematic of life cycle of large part-rocker arm
2 采煤机LCA清单分析
清单分析是根据研究对象的系统边界,对其资源、能源的消耗以及对环境的排放进行定量分析,过程主要包括原材料、运输、中间产品的加工以及最终产品的废弃等。清单分析主要是通过产品功能单位来表达资源、能源的输入以及环境排放[19]。
采煤机在生产过程中,主要投入包括毛坯、切削液、刀片、刀柄、自来水、机油、焊条、电等。由于零部件的加工工艺、资源和能源消耗各不相同,因此,在对采煤机的加工过程进行清单数据收集时,将主要用到的外委加工零件与厂内加工零件按照机械原理分别分成铸件、锻件和焊接件3大类进行数据收集。其中,铸件主要包括摇臂壳体、牵引壳体、行走壳体、连接架、导向滑靴;锻件主要包括轴齿轮、齿轮、太阳轮、内齿圈、行星架、行星架;焊接件主要包括框架、高压开关箱、变频器箱、变压器箱、泵箱[20]。
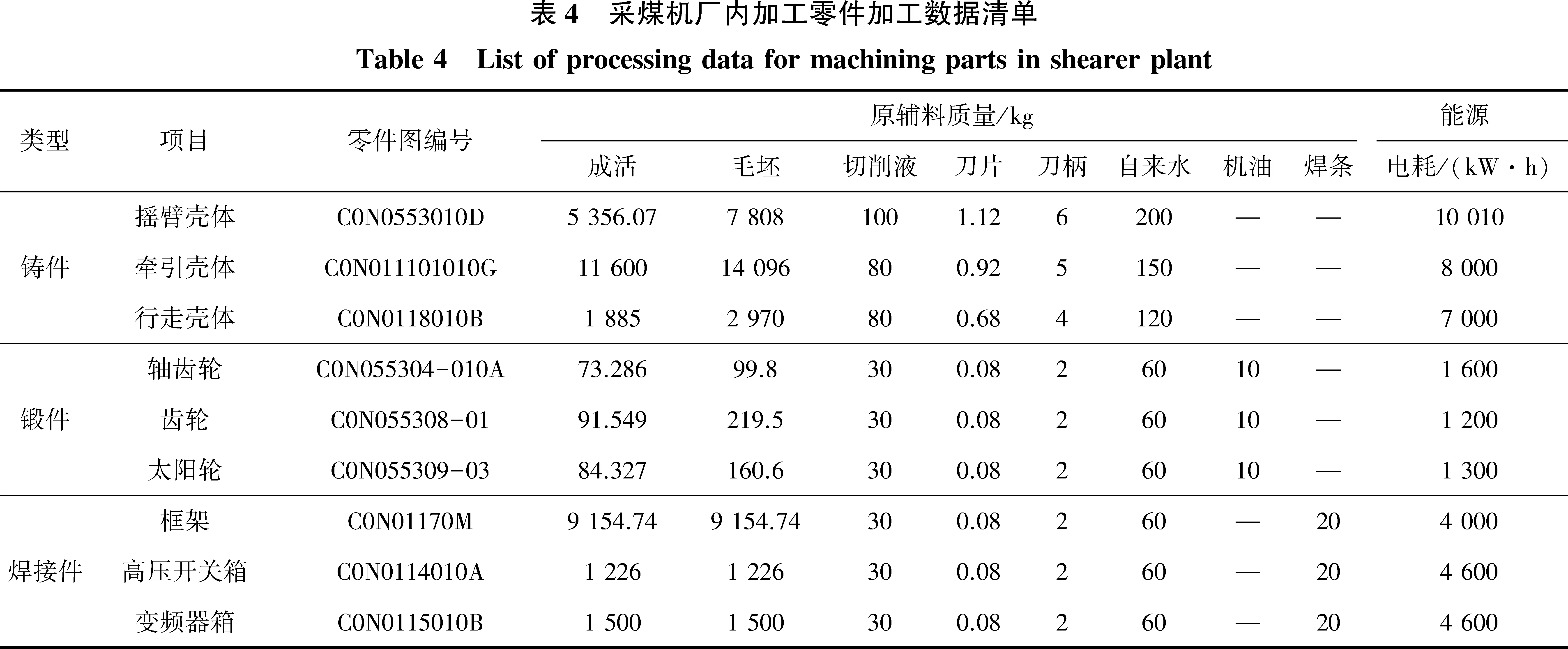
外委加工零件通过远程调研的方法,收集上游企业相关零件的加工数据,建立了数据清单,见表3。厂内加工零件通过企业现场调研,收集零件加工数据,选取具有代表性的数据进行整理,得到零件加工数据清单,见表4。涉及到的标准件数据由eFootprint中基础数据库提供。同时,以eFootprint软件中各项原材料投入占产品质量或过程总投入的质量比为依据作为取舍规则,无副产品产生、无再生原料消耗、无废弃再生过程,由此得到采煤机加工制造的LCA清单数据。
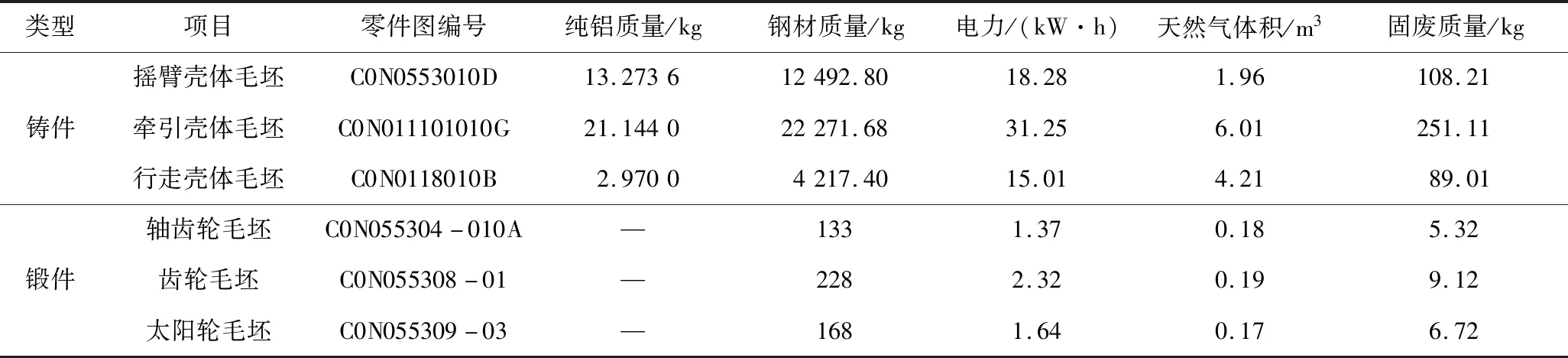
表3 采煤机外委加工零件加工数据清单(部分)Table 3 List of machining data for outboard parts of shearer(section)
3 采煤机LCA结果分析与解释
完成采煤机生命周期建模之后,对采煤机进行评价,得到加工过程中各零部件对初级能源消耗(Primary Energy Demand,PED)、非生物资源消耗潜值(Abiotic Depletion Potential,ADP)、全球变暖潜力(Global Warming Potential,GWP)、富营养化(Eutrophication,EP)等影响指标的贡献率,累加各零部件对资源环境影响的贡献率(图3),由图3可知大部件-摇臂对环境影响的贡献率最大。其中,ADP指标对环境影响的贡献最大,达到了49.97%,PED指标对环境影响的贡献达18.77%,GWP指标对环境影响的贡献达19.35%,由于每台采煤机中有2个摇臂,2个摇臂的质量达23 100 kg,占采煤机总质量的14%。同时,摇臂在生产中使用大量的钢铁,极大地提高了采煤机对ADP指标的影响。根据以上结论,分别对大部件-摇臂过程、大部件-牵引部过程以及大部件-截割电机过程等单个过程进行分析。
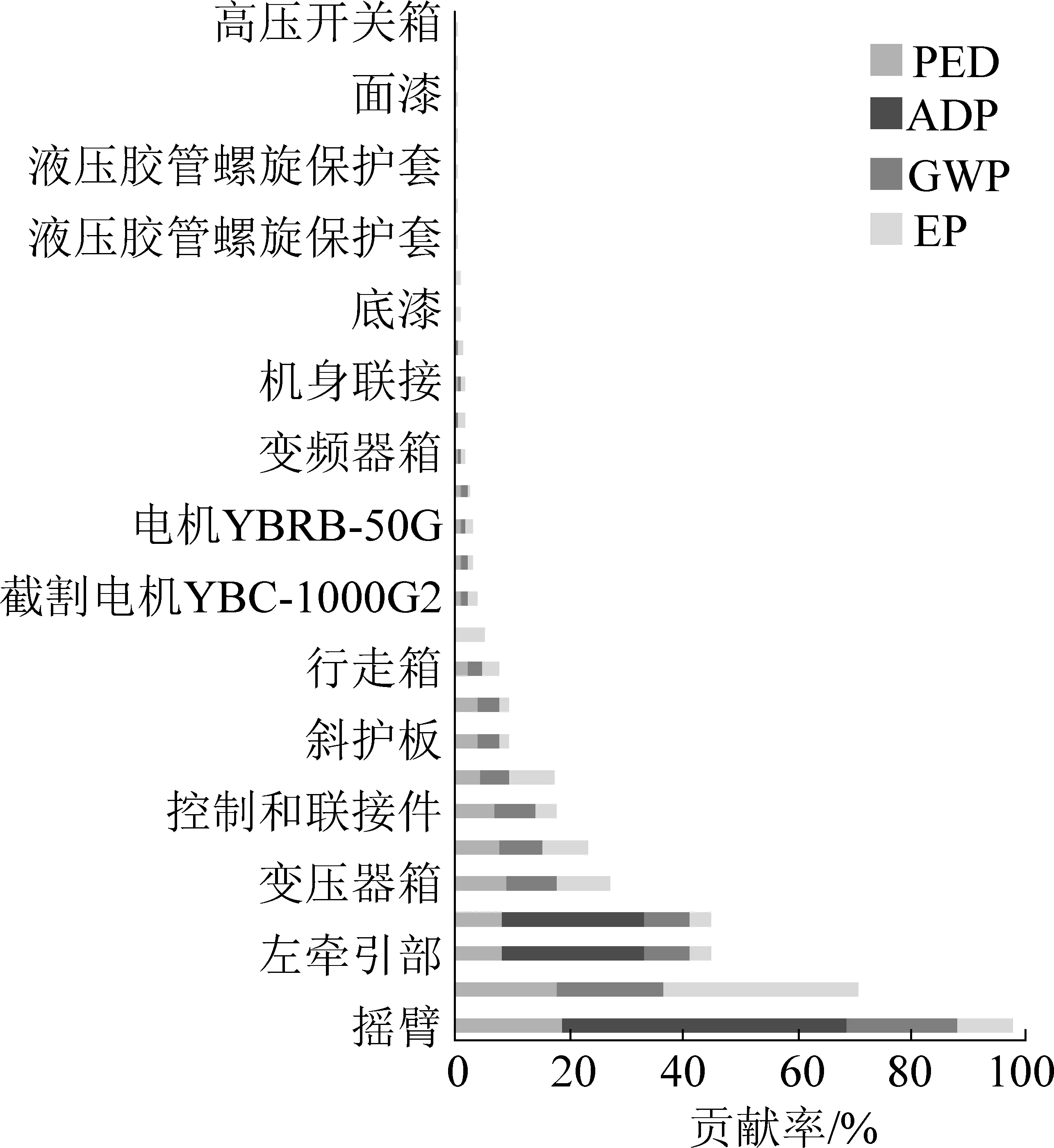
图3 1台采煤机(MG1000/2550-GWD)重要大部件对环境影响的贡献率Fig.3 Contribution of important component of a shearer (MG1000/2550-GWD) to environment
3.1 摇臂部结果分析与解释
应用eFootprint软件分析摇臂在加工制造过程中对PED、ADP、GWP以及EP等影响指标的贡献率。其中,摇臂中摇臂壳体的加工制造过程对PED、GWP的贡献率最大,分别达到了49.50%、52.91%,Ⅱ行星架的加工制造对PED、GWP的贡献率次之,分别达到了6.10%、5.60%,轴承座的加工制造对PED、GWP的贡献率分别为4.34%、3.98%。
摇臂壳体加工过程对PED和GWP指标的贡献占比分别见表5和表6,可知含98.91%钢材的毛坯在摇臂壳体加工过程中对PED和GWP指标的贡献比最大,分别为66.08%、67.12%;电的消耗对PED和GWP指标的贡献比次之,分别为33.86%、32.83%。

表5 摇臂壳体加工过程PED指标贡献比Table 5 Contribution ratio of feed index in rocker shell process

表6 摇臂壳体加工过程GWP指标贡献比Table 6 Contribution ratio of GWP index in processing rocker shell
清单数据灵敏度是指清单数据单位变化率引起的相应指标变化率。通过对清单数据灵敏度的分析,更有效的得到改进点。因此,得到摇臂过程中各阶段对PED和GWP的贡献比数据之后,对清单数据灵敏度进行分析,如图4所示。由图4可知,对各指标结果均贡献较大的上游数据是摇臂壳体过程的毛坯、电力。因此,对于大部件-摇臂过程来说,可通过优化毛坯加工工艺、优化摇臂设计等来降低摇臂壳体过程中毛坯对环境的排放。

图4 采煤机-摇臂过程清单数据灵敏度贡献率Fig.4 Shearer-rocker process inventory data sensitivity contribution rate
3.2 牵引部结果分析与解释
分析牵引部在加工制造过程中对各影响因素的贡献率。其中,牵引部中机壳的加工制造过程对PED和GWP的贡献率最大,分别达到了64.55%、63.95%;支腿座的加工制造过程对PED和GWP的贡献率次之,分别达到了9.18%、9.10%;油缸座的加工制造过程对PED和GWP的贡献率分别为6.73%、6.67%。
根据机壳加工过程对PED与GWP的贡献率最大,进一步分析机壳加工过程中各原材料加工过程对PED与GWP的贡献率。其中,材料ZG25MnF8的加工过程对PED、GWP的贡献最大,均为77.34%,材料ZG35CrMo的加工过程对PED、GWP的贡献次之,均为11.00%。
对采煤机-牵引部进行清单数据灵敏度分析,如图5所示。由图5可知,对各指标结果贡献较大的上游数据是机壳过程的ZG35MnF8。因此,对于大部件-牵引部过程来说,可以选择性能相同的清洁材料来替代该材料等方法来降低大部件-牵引部过程对环境的排放。
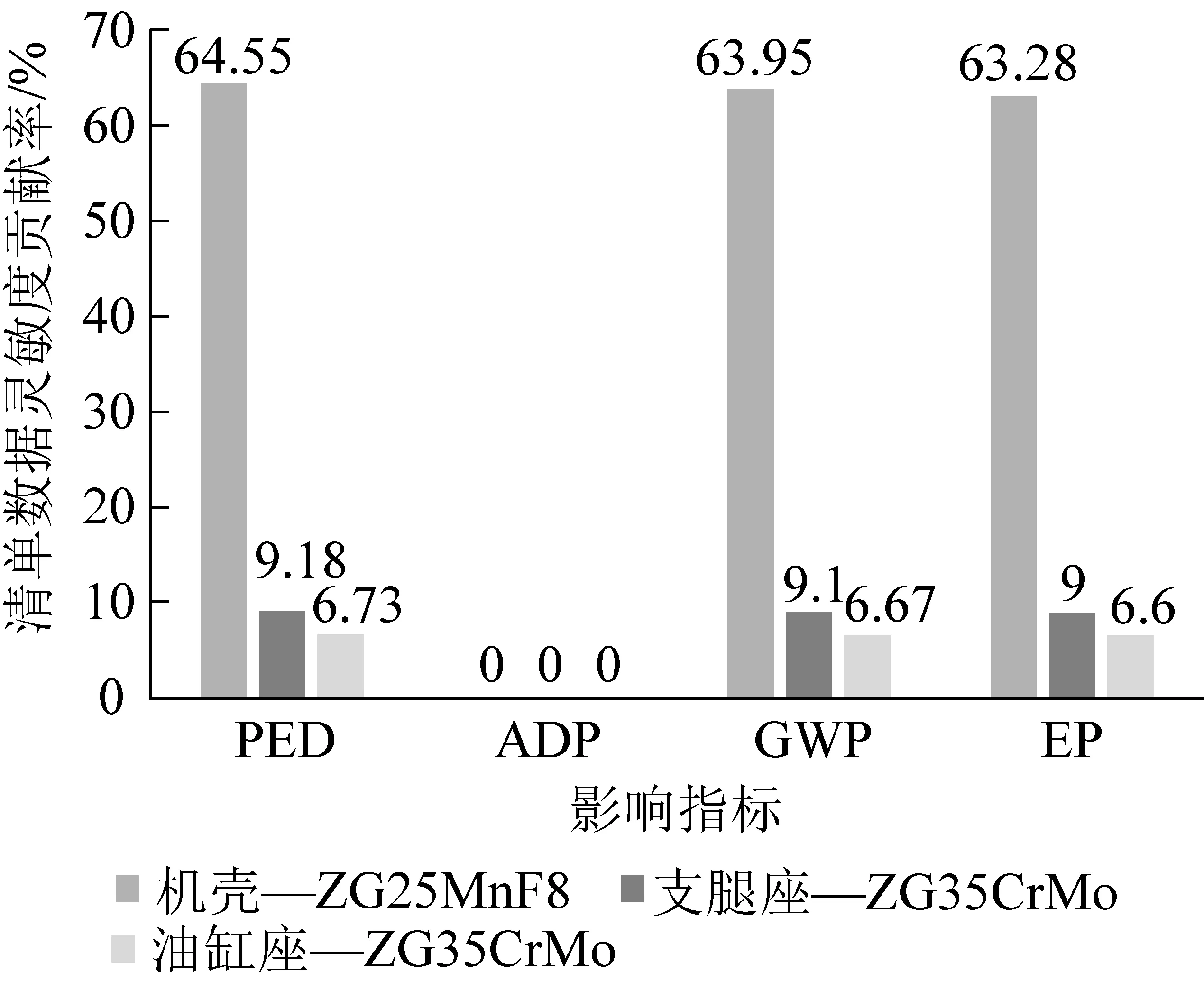
图5 采煤机-牵引部过程清单数据灵敏度贡献率Fig.5 Shearer-traction department process inventory data sensitivity contribution rate
3.3 截割电机结果分析与解释
分析截割电机在加工制造过程中对影响指标的贡献率。其中,截割电机中冲片-硅钢片的加工制造对过程对PED和GWP贡献均最大,分别达到了58.05%、63.27%,机座和端盖的加工制造过程对PED和GWP的贡献率次之,分别为38.89%、33.98%,轴的加工制造过程对PED和GWP的贡献率分别为1.36%、1.33%。
对采煤机-截割电机进行清单数据灵敏度分析,如图6所示。由图6可知,对各指标结果贡献均较大的上游数据是大部件-截割电机过程的冲片-硅钢片、机座和端盖。因此,对于大部件-截割电机过程来说,可以通过改进冲片-硅钢片的加工工艺等方法来降低大部件-截割电机过程对环境的排放。

图6 采煤机-截割电机过程清单数据灵敏度贡献率Fig.6 Shearer-cutting motor process inventory data sensitivity contribution rate
4 结 论
1)通过多目标分析理论对采煤机机械传动系统进行稳健性优化设计分析,得出以质量为重要影响因素对MG1000/2550-GWD型交流电牵引采煤机进行LCA评价。其中,摇臂的质量占整机的14%,需消耗大量钢材,累加各项环境指标贡献率可知,摇臂对GWP、ADP以及PED的指标贡献最大。
2)用来制造摇臂壳体的毛坯的加工过程对PED和GWP的贡献率分别为66.08%、67.12%;牵引部机壳加工所需材料ZG25MnF8的加工过程对PED和GWP的贡献率均为77.34%;截割电机的冲片-硅钢片的加工过程对PED和GWP的贡献率分别为58.05%、63.27%。因此,可对坯料的供应商提出绿色规范化要求,促进标准化生产;对厂内零件加工过程进行节能优化,减小能源消耗,降低加工时坯料的损耗。
3)针对采煤机加工制造过程,按照课题研究的采掘装备零件分类方法,简化了复杂机械产品的LCA建模,根据LCA分析结果,为采煤机的优化提供改进方向。下一步将从设计到报废的全生命周期过程对采掘装备的LCA评价进行研究,并按照清单数据建立铸件、锻件、焊接件数据库,为建设机械行业数据库打好基础,为同类型产品的生命周期评价提供参考。
猜你喜欢
金属加工(冷加工)(2023年1期)2023-02-04 03:34:44
防爆电机(2022年1期)2022-02-16 01:14:06
再生资源与循环经济(2021年7期)2021-04-09 13:22:52
水泥工程(2020年4期)2020-12-18 07:12:12
军事运筹与系统工程(2020年2期)2020-11-16 01:11:04
军事运筹与系统工程(2018年3期)2018-03-26 06:33:02
河南工学院学报(2017年1期)2017-06-07 09:00:59
中亚信息(2016年10期)2016-02-13 02:32:45
河南科技(2014年18期)2014-02-27 14:14:58
河南科技(2014年4期)2014-02-27 14:07:18
