履带牵引连续换带技术的研究与应用
2021-07-04 02:52逯文强
煤炭与化工 2021年5期
逯文强
(晋能控股煤业集团 塔山煤矿,山西 大同 037000)
带式输送机是煤矿生产中的一种主要运输设备,在采区平巷、采区上下山、运输大巷及井口运输走廊及地面生产系统等场所有着广泛的应用。煤矿现阶段使用的固定式胶带机大部分使用钢丝绳芯胶带,钢丝绳芯胶带广泛用于煤矿提升设备中,主要优点是强度大、阻燃、运输能力强,缺点是钢丝绳胶带单位重量大,安装过程中不易搬运,更换胶带时间长以及胶带接头胶接(热硫化)工艺复杂。鉴于此,塔山矿研究制定了履带牵引连续换带技术,提高换带效率。
1 概 况
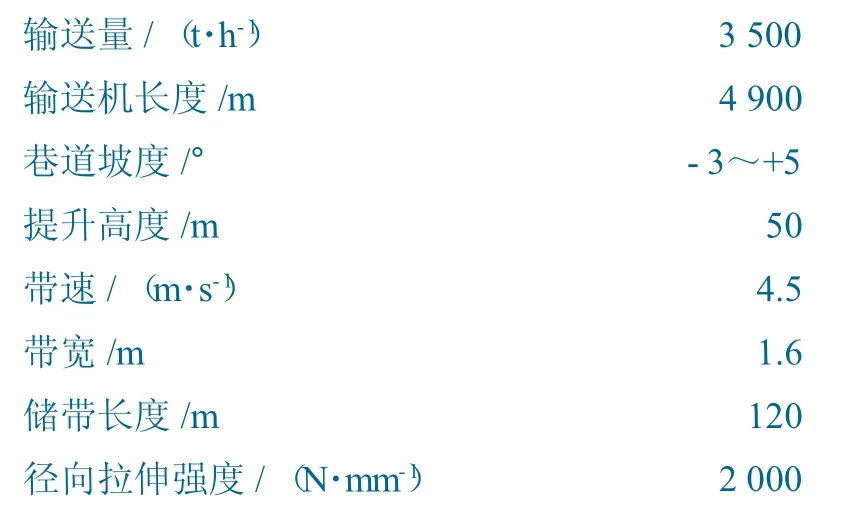
塔山矿二盘区1.6 m头部皮带全长4 900 m,由于盘区皮带搭接点多,煤质较硬且易受大块矸石冲击等特点,现所有带面中间位置上覆盖胶薄仅剩1~2 mm,全部露横向尼纶绳;皮带大面积漏钢丝绳,部分皮带2/3存在大面积漏绳情况,修补进度跟不上,且大面积修补、干胶耗时过长,致使检修超时;皮带上覆盖胶磨损严重,漏绳,经煤泥水腐蚀后,钢丝绳原胶脱落,锈蚀,极易发生戗绳、贯穿等恶性事故,需要对该4 900 m皮带进行更换,新皮带的技术参数如下:
2 履带牵引连续换带技术
带式编送机胶带的更换是一项非常繁重的劳动。传统的换带方法是预先采用硫化工艺融合新老胶带,绞车牵引硫化后的新老胶带进行放带更换。该方法的需要消耗大量的人力物力、施工周期较长、危险性较大。履带连续牵引装置具备结构紧凑、安快速、操作简便、使用安全可靠等优势,解决传统换带技术缺陷。
本次塔山矿井下二盘区1.6 m一部强力皮带机更换4 900 m胶带采用的主要方法是履带连续牵引装置牵引上层旧胶带出胶带机,新胶带经上层胶带入胶带机,在机头段驱动电机至联巷70 m巷道较宽位置叠放新胶带连接,在联巷口后约5 m进入胶带机机架与上层旧胶带连接,绕机头卸载滚筒至机尾滚筒后履带连续牵引装置吐出,旧胶带经卷带装置成卷后,用铲板车回运。具体更换工艺如图1所示。
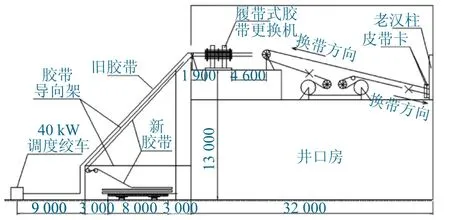
图1 换带工艺示意Fig.1 Belt change process
该履带牵引连续换带装置采用液压驱动履带牵引完成胶带连续更换,主要组成包括上下锁带机构、上下层履带机构、上下带速度检测机构、电控箱、液压泵站等。
(1)上下锁带机构采用液压油缸和蓄能器对皮带的恒压夹紧,在不伤皮带的同时,实现依据皮带厚度对皮带实施恒压夹紧,并通过压力传感器对压力实时监测,依据压力变化自动补压;采用“液压松闸、弹簧抱闸”工作方式,实现设备断电或者故障期间对皮带的锁紧。
(2)上锁带机构牵引旧胶带、下锁带机构控制下放新胶带,按编制的PLC控制程序以“旧带牵新带”的原理实现皮带快速更换。
(3)上下带速度检测机构设置过速保护装置,出现失速问题能够实现自动刹车,并且该检测机构能够实时计算皮带通过长度。
(4)电控采用PLC控制,设置检修模式和自动模式2种操作方式,方便快速安全更换皮带。
3 换带施工工序和流程
3.1 施工工序
施工前准备—新胶带硫化、叠放—搭设履带机钢架支柱—安装履带连续牵引换带及卷带机—旧胶带断头—新旧胶带接头—更换胶带—硫化合环头—恢复、试车
3.2 停产前准备工作
(1)在机头70 m处胶带巷联巷口选择合适位置安装18.5 kW回柱绞车1台,用于叠放新胶带及牵引头。
(2)制作硫化平台,根据硫化工艺及硫化接头位置,制作组装平台,其中1套位于硫化新胶带,1套位于新旧胶带接头及合环头。
(3)胶带硫化、叠放。在联巷至机头驱动电机段70 m较宽巷道硫化连接并叠放,叠放成一垛,叠放长度约60 m,5 100 m胶带约叠85层,叠放高度约1.5~1.7 m,为保证新胶带叠放整齐及保持一个垂直高度,需制作加工叠放胶带钢架。
(4)在地面将履带连续牵引装置支柱、卷带装置平台加工制作完成,运至井下施工现场,进行安装。
(5)停产前将履带连续牵引装置及卷带装置在地面调试完成后,方可装车运至井下施工现场。
(6)停产前将所用的材料、工器具地面检查合格后,方可运至井下,将施工电源提前接至施工现场(电源保证“一用一备”)。
3.3 停产后施工工序
(1)拆除影响更换胶带的有关设施,包括中间架、清扫器等设施。
(2)在机头段70 m处联巷口向后(机尾方向)约5 m处预制两根老汉柱,安装履带连续牵引装置及接通电源,使履带夹持上层旧胶带,同时安装卷带装置及接通电,为方便布置转弯装置及新胶带进入机架,此处需拆除机架12 m。
(3)安装、调试履带连续牵引装置。
(4)旧胶带在机头段70 m联巷处将上层旧胶带断开,新胶带与上层旧胶带硫化连接,新胶带经上托辊层进入胶带机。
(5)待上述工作准备完毕后,开动履带连续牵引装置,牵引更换的5 100 m胶带运行,新胶带进入胶带机,绕机头卸载滚筒至机尾滚筒后,经履带连续牵引装置履带吐出,并进入卷带装置,旧胶带用回柱机拉出经卷带装置成卷。
(6)旧胶带成卷(每卷150 m),停机后将吐出的旧胶带切断并打捆,用矿方配合的铲板车运至大巷,存放在大巷边(如条件允许可直接运到地面)。
(7)新带4 900 m全部换完,将履带连续牵引装置、卷带装置拆除后,进行上层的新胶带硫化合环。
3.4 恢复
新胶带合环完成、旧胶带全部成卷后,恢复支腿、中间架、清扫器、涨紧装置。试运行无误后,恢复皮带运行。
4 应用效果
履带牵引连续换带装置操作系统配置了远程控控制系统,有效远控距离200 m,与传统的安装和更换方式相比,更换时间缩短10 d左右。换带装置牵引胶带减轻劳动强度、提高工效和工作质量,实现高效换带。
该装置采用恒压夹紧皮带方式和过速保护装置,提高了换带安全性,有效防止皮带打滑导致的事故,实现安全换带。
该装置有效解决了旧胶带存放回运难题,传统的换带方式旧皮带堆积在辅运巷道导致无轨胶轮车难以正常通过,旧带回运困难。履带连续牵引装置在停机后将吐出的旧胶带切断并及时打捆回运,解决了旧带存放回运难题。
5 结 语
塔山矿二盘区4 900 m皮带更换采取了履带牵引连续换带技术,该技术缩短施工工期10 d左右,恒压夹紧皮带方式和过速保护装置的设施极大地提高了换带安全性,有效解决旧带存放回运难题。实践表明,该技术能够实现高效安全换带,提高了换带效率,降低了人员工作强度,经济效益显著。
猜你喜欢
陕西煤炭(2022年6期)2022-12-20
现代仪器与医疗(2021年5期)2021-12-02
机械管理开发(2020年4期)2020-06-10
少儿美术(快乐历史地理)(2019年3期)2019-07-23
世界有色金属(2018年14期)2018-10-10
中国塑料(2015年6期)2015-11-13
有色冶金设计与研究(2015年5期)2015-05-15
四川党的建设(2014年9期)2014-08-23
中国设备工程(2014年1期)2014-02-28
军事历史(1989年2期)1989-08-16