
铜冶炼炉渣冷却工艺及设备研究进展
2021-06-30 10:42杨采文
现代矿业 2021年5期
薛 晨 张 铃 杨采文
(1.金属矿山安全与健康国家重点实验室;2.华唯金属矿产资源高效循环利用国家工程研究中心有限公司;3.中铜东南铜业有限公司)
近40年来,世界铜需求量和产量迅速增长[1],2019年全球铜产量已突破2 000万t。作为铜消费和进口大国,我国97%以上的铜由火法冶炼生产[2],冶炼后产生的铜渣数量巨大,且逐年增加,其中含有大量可利用的金属矿物。火法炼铜行业中,对铜炉渣的处理主要分为选矿贫化[3]、电炉贫化、熔炼炉贫化。选矿贫化法因其具有铜回收率髙、成本低、电耗少等特点,被各大铜冶炼企业相继采用。随着铜资源的日趋紧缺,加强对铜渣的综合利用研究,使铜冶炼渣资源化、无害化,对提高有色冶金企业的可持续发展具有重要现实意义。
铜冶炼渣进入渣选矿流程前,必须要对熔融状态的铜炉渣进行冷却。研究表明,炉渣的冷却作业作为铜渣选矿生产中极其重要的工序,直接影响到炉渣中铜矿物的可磨性、渣选流程的稳定性及选矿回收的指标。
1 冷却方式
铜炉渣的冷却方式对渣中铜矿物的选矿回收指标起着决定性的作用[4],根据所采用的设备和冷却方法不同分为5种冷却方式:①水淬冷却,将熔融状态的铜炉渣直接放入冷水中进行水淬冷却。如山东方泰循环金业股份有限公司、印度贝拉冶炼厂[5];②铸渣机冷却,将炉渣放进铸渣机的熔渣斗内,经过铸渣机输送及水冷和自然冷却。如贵溪一期的转炉渣、方泰公司的吹炼渣。山东方泰公司的吹炼炉通过铸渣机冷却产出吹炼渣120 t/d,通过浮选回收其中的铜[6];③自然冷却,如必和必拓公司的奥林匹克坝冶炼厂;④槽坑缓冷冷却,如南乌拉尔卡拉巴什铜冶炼厂;⑤渣包缓冷,将熔融状态的炉渣放进渣包经过先空冷、后水冷的缓慢冷却工艺处理的冷却方法。如铜陵金冠、山东祥光冶炼厂、中铜东南铜业等国内大部分铜冶炼企业。
王春等[7]对采用不同冷却方式的铜炉渣进行了试验研究,结果表明,急冷渣中独立的铜相晶体较少,大多以微细粒形式分布在铁、硅混合物中,使得含铜矿物可浮性下降,影响回收;而在缓冷过程中,炉渣熔体中的初析微晶缓慢生长成良好的半自形晶或自形晶,铜矿物颗粒通过凝结、扩散作用形成的含铜矿物易于单体解离,且可浮性较好。因此,铜炉渣的不同冷却方式中,渣包缓冷的冷却效果最好。
2 冷却设备
铜炉渣缓冷作业多为露天作业,操作难度大,火法冶炼后的熔融铜炉渣温度达1 200℃以上,对冷却设备要求极高,只有对缓冷场设备进行合理配置及选型,才能保证铜渣选矿工序的安全性和可靠性。当前,铜渣选厂大多采用渣包容纳铜渣缓冷的方案,但转移渣包的设备有所不同。
2.1 缓冷工艺生产设备配置
铜渣选矿缓冷工艺主要有两种生产设备配置[8]:①龙门吊配合渣包缓冷配置,即在冶炼厂到缓冷场之间铺设轨道,利用平板小车或火车运输渣包,到达缓冷场后采用龙门吊装卸渣包,将渣包摆放到指定的缓冷区;②抱罐车配合渣包缓冷配置,即直接由专用抱罐车将装有铜炉渣的渣包从熔炼区运至缓冷场。国内除大冶有色金属冶炼厂奥斯麦特炉冶炼炉渣采用龙门吊配合渣包运输外,其他铜冶炼厂均采用抱罐车配合渣包缓冷配置[9]。
龙门吊方案的主要特点:占地小,能耗低,但轨道运输对厂区道路运输系统影响很大,所经路段需要封锁,且极易受雨雪天气影响;龙门吊的维修需要大型吊车辅助,因靠近缓冷场,存在安全隐患。抱罐车主要特点:占地大,场地布置灵活,运输便捷,不受雨雪天气影响,运行稳定可靠,且抱罐车维修灵活,可在远离缓冷场处设置维修区。与龙门吊方案相比,抱罐车配合渣包的缓冷工艺设备配置能够满足缓冷场地受限的工况,故障点少,安全性高,虽然土建投资略大,但总体投资少,更符合新时代现代化工厂的要求。因此,目前国内新建的铜渣缓冷场均采用抱罐车配合渣包缓冷配置。
2.2 抱罐车设备选型
抱罐车又称渣包车,最初作为无轨运输设备用于钢铁企业运载高温炉渣[10],目前已广泛应用在铜渣选矿缓冷场。抱罐车运输适用于装卸点分散和路线复杂的炉渣运输作业[11],给冶炼渣的运输和处理带来了革命性变化。从总体结构上看,抱罐车可分为3类[12]。
(1)U型抱罐车。第1类是以美国KRESS公司生产的U型抱罐车为代表(图1),其装载量为35~210 t,由前车体、工作机构和后车架组成。前车体包括发动机、传动轴、变速箱、驾驶室、机架等;工作机构包括工作大臂、大臂油缸等;后车架包括后桥、后车架、转向油缸等。此类抱罐车的后车架主体呈U型,运输时渣包可以略高于地面的高度运行,压低了整车的重心,行驶稳定性好。一旦热渣溢出,不会落到车体上,当出现状况无法行驶时也能迅速放下渣罐。U型抱罐车的前、后车体由于其可绕车辆水平纵轴线左右摇摆,在前车体侧倾时也能保证后车体的平稳,后车体还布置了独立的承重轮组,即便出现一侧轮胎悬空的状况,该U型抱罐车也不会倾覆。

(2)铰接式抱罐车。第2类是以德国KAMAG公司生产的铰接式抱罐车为代表(图2),其装载量为35~100 t,由前车架、后车架和工作机构组成。前车架通过发动机变速箱传动系驱动前轮,采用垂直铰接销连接前、后车架,通过转向液压系统,车体可实现90°转向,大大减小了转弯半径。与U型抱罐车不同的是驾驶室被布置到了后车体并高架在前车体上,极大地拓宽了驾驶人员的视野。后车架为铰接式抱罐车的主承重体,渣包放置在后车体的坐罐区域,用防护钢板将渣包与车体隔开,若不慎溢出钢渣,不会损坏车体;其次,后车轮采用的高弹性实心轮胎增大了铰接式抱罐车的承载能力[13],不会因轮胎被刺穿或烫伤破裂等原因造成车体倾斜。

(3)整体式抱罐车。第3类是以德国SCHEUERLE公司生产的整体式抱罐车为代表(图3),其底盘是一种特殊的重型卡车底盘,驱动在中后桥,载重量较小,通常额定载重≤50 t。与前两类抱罐车不同的是,整体式抱罐车的主车架为整体式结构,采用前转向桥实现转向,其整体刚性和强度优于U型和铰接式抱罐车,但灵活性略差[14]。

我国对抱罐车的研制生产起步较晚[15],过去只能从国外引进,但随着铜渣选矿项目在我国的推广以及冶金技术和基础工业的飞速发展,我国自行研制的抱罐车也已达到国际先进水平。如长沙凯瑞重工机械研制的新型BGC抱罐车系列产品[16],具有安全可靠、机动灵活、成本低等优点;中冶宝钢技术服务公司[17]成功研发覆盖了3种类型载重为35~100 t的抱罐车,且已应用到国内各大冶炼厂。
在进行渣包车选型时,应结合产能需求,综合考虑渣包车的性价比、运力及售后服务等。目前,国产渣包车的发展速度逐步加快,呈现出智能化、模块化、系列化及节能环保等趋势,未来的发展应结合新时代绿色矿山开发的实际要求,发展适合我国国情的铜渣运输专用车辆,实现核心部件的国产化[18],同时紧跟智造创新发展趋势,开发科技含量高的多样化、系列化产品,尽快赶超进口抱罐车发展的步伐。
2.3 渣包
渣包是盛放、转运熔炼铜渣的必用容器[19],按铸造工艺分为铸造渣包和焊接渣包。铸造渣包(图4)在早期的铜冶炼厂使用得较为广泛,但由于材质及铸造工艺,加之极冷极热的恶劣使用工况,铸造渣包存在制造周期长、修复难度大、寿命短及综合使用成本高等缺点[20];且铸造行业属于高能耗、高污染产业,不符合国家节能减排的产业政策[21]。

与铸造渣包相比,焊接渣包(图5)的发展历史较短,其采用焊接工艺制造而成,锥形筒体和底封板均采用t=80 mm钢板成形、焊接而成,包体外周焊接筋板、加强圈等件号,耳轴为锻造而成,座内孔采用H7/m6配合[22]。焊接渣包分为平底焊接渣包、球底焊接渣包、多边形焊接渣包、异形焊接渣包以及带溜嘴和吊具的铜锍(或粗铜)包5类[23],应用于不同的工艺中承接不同的介质。

在铜渣缓冷过程中,渣包内盛装铜炉渣最高温度可达1 300℃,在冷却水的冲击作用下,渣包内壁从上千摄氏度较快降为室外温度,冷热交替往复给渣包带来类似淬火冲击的作用,加上数十吨自重负载,非均匀内应力造成渣包极易疲劳破损或产生裂纹,渣包维修工作量较大。因此,渣包必须有较高的耐热疲劳性能,满足忽冷忽热的工作条件;内表面要光滑、平整,外壁无夹砂、裂纹、冷隔、气孔等铸造缺陷。为确保生产安全,保证渣包使用寿命,需对渣包的生产、使用进行全周期质量跟踪,渣包质量检验标准见表1。

?
目前,国内铜渣选矿缓冷场使用的渣包已基本实现国产化,规格主要有11 m3和12 m3两种,底部设计有平底和带腿两种,上部侧边设计有带翻转渣包用的凸台和无凸台两种。焊接渣包技术诞生前应用最广泛的是带腿有凸台的铸造渣包,焊接渣包从2011年开始在大冶有色冶炼厂使用。焊接渣包以其质量稳定、焊接性能好、性价比突出等优势,受到众多冶炼企业的青睐,已逐步替代铸造渣包。中冶宝钢技术和武汉恒威重机供应的渣包整体强度优良、壁厚均匀变化、应力分布平衡,在铜渣缓冷场得到了广泛应用。未来可采用有限元分析技术进行渣包建模,对渣包结构进行优化设计,使之在满足缓冷要求的基础上提高其使用寿命。
3 冷却制度及机理
铜冶炼渣是在高温条件下与铁、硅及其他物质通过化学结合及物理黏附等形成的复杂集合体[24],铜渣中的主要矿物有硅酸铁(FeO·SiO2或化合物xFeO·ySiO2)、氧化铁(FexOy)、铜铁化合物(nCuxS·mFeS或CuFexSyOz)等。在冷却过程中,炉渣内部形成了能够机械分离的铜矿物颗粒,借助它们与其他造渣物在表面物理化学性质上的差异,实现浮选分离。炉渣中铜矿物的结晶粒度大小决定了选别效果,而铜矿物颗粒与相组成不仅取决于火法冶炼的原料成分和操作环境,更取决于炉渣的冷却方式和冷却制度[25]。
铜冶炼过程中,夹杂在炉渣中的有用矿物多均匀分布于渣相中。在熔融状态下,矿物颗粒由于表面张力的驱动,同类矿物颗粒开始相互迁移、聚集、长大,但随着温度降低,颗粒迁移的阻力越来越大,低于炉渣熔点后,颗粒就无法迁移。
如果对铜炉渣进行急速冷却,冷渣中会快速生成磁铁矿,Al2O3和SiO2容易形成无定形排列的非晶质构造,熔体黏度升高,致使铜矿物颗粒没有足够的迁移时间,不能及时形成相对集中的独立相结晶体,导致不能有效回收铜矿物。另外,如果喷淋冷却水直接流入尚未凝结的铜渣熔体,在急速汽化膨胀的同时,还会发生下列化学反应[26]:

生成的气体H2S和H2再遇到空气中的氧气发生反应:

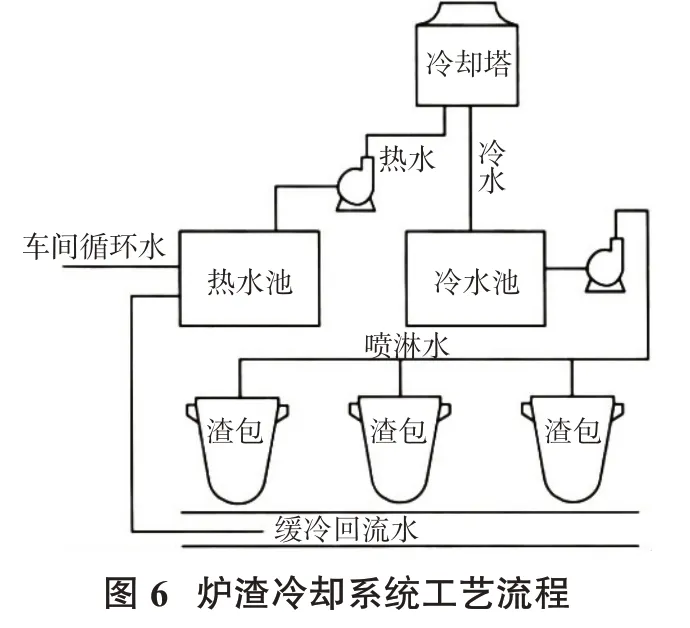
在高温状态下,这些放热、增容反应速度极快,短时间内产生巨大的热能,热能无法及时散出,造成高温高压气流喷出的现象,俗称渣包放炮。在爆炸产生的冲击波中,炉渣夹杂着未冷却凝结的熔体飞溅而出,严重威胁人员、设备安全,甚至造成火灾,危害极大[27]。因此,铜炉渣运至缓冷场后,通常是放置一段时间经过自然缓冷后再打开喷淋水进行水冷,直至完全冷却[28](图6)。炉渣利用自身热量在液相保持一段时间,熔体的初析微晶可通过溶解、沉淀形成结晶良好的自形晶或半自形晶。从微观角度看,该过程是具有一定几何构型的原子或分子聚集体的生长过程,从宏观角度看,是包含晶体组成单元的母相由低秩序相向高秩序晶相的转变[29]。铜矿物借此扩散迁移、进一步聚集并长大成相对集中的独立相,有利于磨矿工序的单体解离和浮选过程的药剂作用[30],且铜相分子逐渐由多金属络合物(CuFexSyOz或CuZnxFeySz)向易于浮选回收的硫化物形态(CuxFeySz)聚集,因此可促进铜浮选回收。
冷却方式对于晶体的生长速度和结晶形态具有很大的影响,当炉渣温度下降到一定值时,就会按照一定规则析出固相晶体,其大小取决于晶核产生速度和晶体生长速度。如图7所示,以温度而言,最适当的结晶温度范围是晶体、晶核的生长速度均处于较大位置处,即图中两条曲线的交点位置,其对应温度为TK。当相交面积大时,表明结晶温度范围广,结晶过程易于进行;反之,结晶难以进行,甚至形成无定形排列的非晶形玻璃体[31]。

吕旭龙[32]对采用不同缓冷时间的闪速炉渣进行了对比试验,结果表明,随着缓冷时间的增加,铜嵌布较粗的颗粒增加,铜在较细颗粒中的含量较少,铜精矿的回收率和品位呈现不断增加的趋势,铜损失率不断降低。黄自力等[33]研究了缓冷速度对铜回收指标的重要影响,结果表明,冷却速度过快,则铜晶相颗粒来不及沉淀、富集、长大,导致细小铜晶相颗粒分散于炉渣中,给后续浮选带来困难;冷却速度过慢,则会降低生产效率,增加生产成本。黄红军[34]研究了缓冷速度与铜颗粒粒度间的关系,当冷却速度小于1℃/min,铜渣中95%的铜颗粒粒度大于20μm;当冷却速度小于3℃/min时,85%的铜颗粒大于20 μm;当冷却速度大于3℃/min时,铜的粒度明显变小。因此,实践中炉渣冷却速度保持在1~3℃/min时,铜渣结晶效果最佳。
铜炉渣的冷却结晶是从液相转变为固相开始的,此时的温度称为“相变温度”,在高于相变温度时各组分结晶条件较好,炉渣含铜物质嵌布粒度变大,但粒度变大存在极限粒度[35],当炉渣温度降到相变温度以下后,炉渣的黏度急剧增加,铜颗粒难以继续生长。因此,在生产实践中要设置合理的空冷及水冷时间,否则会增大设备投资和生产成本。铜相结晶间隔温度为1 050~1 160℃,因此铜炉渣缓冷终点温度可控制在950~1 000℃[36]。铜渣选厂实践表明,渣包缓冷时间通常控制在54~72 h较合适。张海鑫[37]通过诸多生产实践,总结出铜冶炼渣的缓冷时间一般控制在56~64 h,自然空冷控制在8~12 h,随后进行喷淋缓冷,这样可避免直接喷淋引起的放炮等隐患。
4 结论
(1)铜炉渣冷却方式中,渣包缓冷方式最有利于铜矿物晶粒的生长发育。基于渣包容纳铜渣缓冷方案,抱罐车配合渣包的设备配置工艺简捷先进、安全可靠,更符合新型铜冶炼智慧工厂的要求。
(2)国产抱罐车应在吸收和借鉴国外先进技术的基础上,做好自动运输遥控技术、远程人机作业界面和智能控制软件等在抱罐车上的应用,推进抱罐车装备国产化,实现核心部件升级自主可控,促进相关产业的技术进步,保障我国金属冶炼加工产业的持续健康发展。
(3)焊接渣包呈现出逐渐替代铸造渣包的趋势,应在新材料、新工艺、新设备等方面不断深入研究,促进焊接渣包技术水平进一步提升,更好地满足用户的不同需求。
(4)炉渣冷却速度对提高炉渣中铜的回收指标至关重要,因此必须加强铜渣冷却速度与铜粒结晶粒度、浮选效果等相互关系的研究,依据实际设立合理的缓冷时间,实现铜颗粒粒度过程控制,为浮选提供理想的铜炉渣。
猜你喜欢
矿产综合利用(2022年5期)2023-01-06
石油沥青(2022年2期)2022-05-23
矿冶工程(2020年1期)2020-03-25
当代陕西(2019年19期)2019-11-23
中国有色冶金(2019年3期)2019-08-20
有色金属科学与工程(2019年2期)2019-07-12
专用汽车(2018年10期)2018-11-02
电子制作(2018年8期)2018-06-26
专用汽车(2015年4期)2015-03-01
海外英语(2013年8期)2013-11-22
