
基于亮度突变性与密度特征检测的厚板T形接头焊缝轮廓识别
2021-06-29 04:59:30何银水李岱泽赵梓宇钱韦旭
上海交通大学学报 2021年6期
何银水,李岱泽,赵梓宇,钱韦旭
(南昌大学 资源环境与化工学院, 南昌 330031)
随着我国海洋工程项目的不断深入,与之相关的大型设备厚板钢构件的制造需求日益俱增.自动化、智能化焊接技术是满足这一需求的重要方法.当前传感技术、信息处理技术和机器人控制与应用技术的快速发展为实现焊接自动化、智能化提供了可能.由于厚板焊接需要完成多层多道过程,基于视觉传感的焊缝信息检测被认为是实现这一过程的有效手段[1].基于结构光的视觉传感在待焊区域投射一条激光光带,获得焊枪前面连接段的焊缝轮廓图像[2],最终根据提取的轮廓特征信息实现焊枪的定位与跟踪.因此,焊缝轮廓的有效提取是实现这一过程的前提.
关于焊缝轮廓信息的获取已有诸多研究,如:文献[3-4]中根据激光条纹亮度分布特征,提出先获得感兴趣区域,然后在该区域内采用列方向的亮度多峰值检测算法提取焊缝轮廓.文献[5]中在改进的Hough算法基础上,对激光条纹提取算法进行了定量评价,获得了最优算法.文献[6]中提出了一种针对不同焊接环境的焊缝轮廓识别及其特征提取方法.近年来,视觉注意机制是机器视觉中一种新兴的技术[7-8],也被诸多研究者应用于焊缝信息提取,如文献[9]中提出了基于视觉注意模型的焊缝轮廓检测算法,尝试了从电弧背景中检测焊缝轮廓.另外,应用于图像分类的卷积神经网络技术近年来也被相关研究人员应用于焊缝识别[10].当前,焊缝提取算法多涉及传统的滤波、边缘检测、腐蚀和膨胀等处理[11-13],试验显示将这些传统方法应用于文中强电弧干扰背景(电弧区域占图像面积近20%)的焊缝图像时,难以取得好的提取效果.目前为止,还没有一种算法可以有效地从不同干扰背景中提取完整的焊缝轮廓信息.已有的焊缝轮廓提取算法较好地实现了对焊渣、飞溅、电弧光强度较小等干扰的去除,但对于厚板焊接激光条纹空间跨度大、焊缝图像含有强电弧区域产生的干扰的去除效果较差,焊缝轮廓信息丢失严重,以至降低后续焊缝跟踪精度.
厚板T形接头是海洋工程装备制造中典型的接头形式之一.本文针对厚板T形接头熔化极活性气体保护焊中采集的焊缝图像中面积比近20%的强电弧干扰与焊缝轮廓形貌多变的特点,采用基于改进的Canny算法凸显焊缝轮廓边缘并抑制电弧干扰.利用激光条纹在局部区域内存在亮度突变特性,提出了一种亮度突变性检测方法进一步抑制背景干扰,并根据焊缝轮廓与光源干扰的空间位置关系,提出了基于密度特征的去干扰的检测方法.基于最近邻聚类方法,将类的空间尺度特征应用于焊缝轮廓提取.多种焊缝轮廓的识别试验与对比验证了本文算法的有效性.本文算法在提取焊缝轮廓完整性及抗干扰能力方面为其他研究提供了参考.
1 改进Canny算法的图像预处理
本文焊缝轮廓提取过程主要通过4个核心算法步骤,如图1所示.(a)为具体步骤,(b)为4个算法步骤名称.焊接系统与图像采集见文献[9].
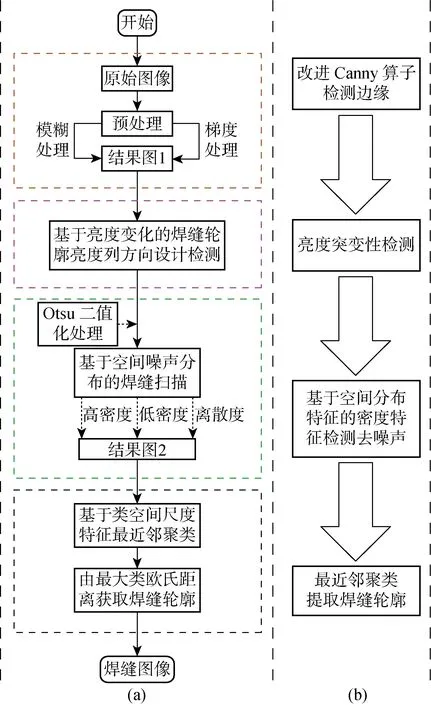
图1 算法流程图Fig.1 Flowchart of algorithm
1.1 Canny算法的基础
采集的焊缝图像显示,激光条纹局部区域内灰度值对比较大(见图2(a)),Canny算法可以有效实施检查.在实际应用中,常利用二维高斯滤波函数构造滤波器对图像进行高斯平滑处理,产生一组归一化的离散高斯核:
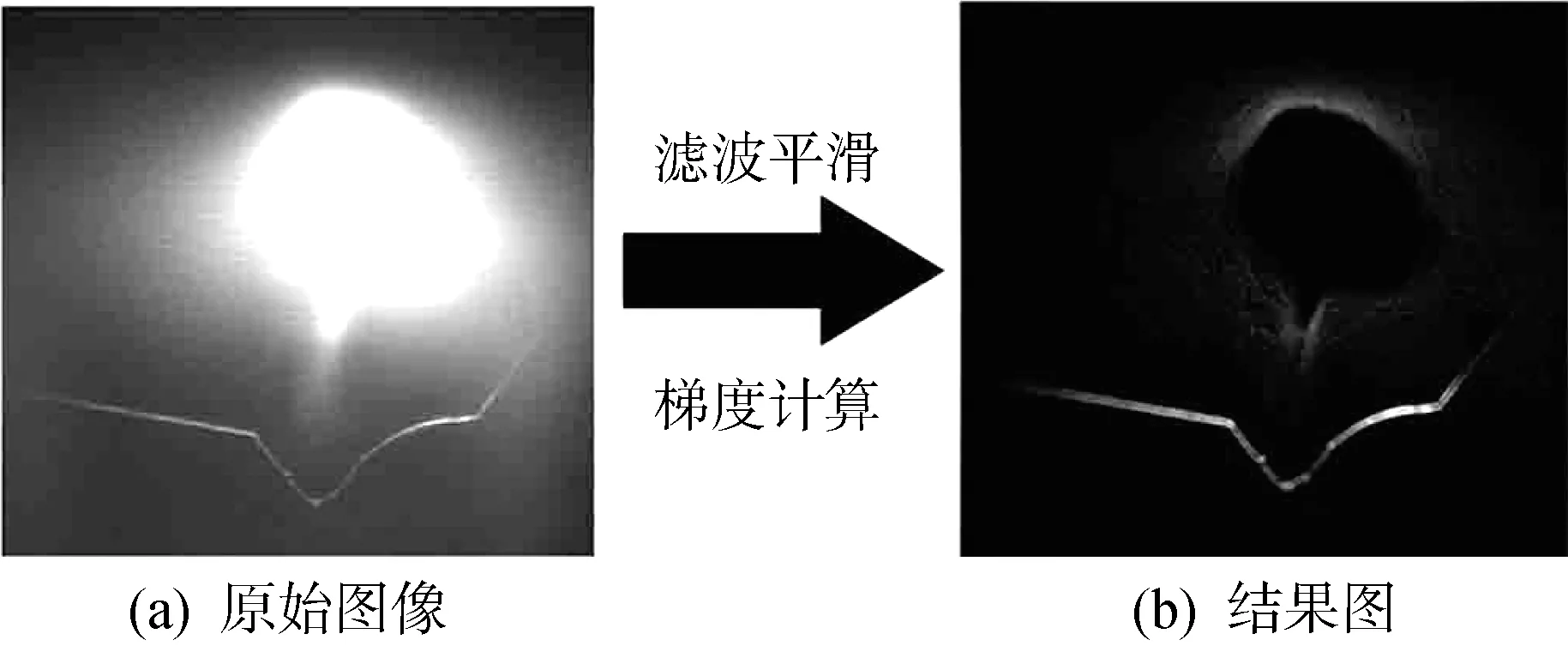
图2 基于改进Canny算法的焊缝图像预处理Fig.2 Image reprocessing using improved Canny algorithm
(1)
式中:x,y为输入图像像素点的空间坐标值;σ为标准差.
Canny算法最优解在一阶阶跃型边缘方面表现为类似高斯函数的一阶导数,又由于高斯函数具有可分解性和圆对称性,因此可用一阶偏导数的有限差分来计算梯度的幅值和方向:

α(x,y)=arctan (gy/gx)
(2)
式中:gx=∂fs/∂x,gy=∂fs/∂y,fs为输入的图像f在(x,y)位置的像素值.
在求得梯度幅值后,需寻找局部梯度值最大的像素点,即图像梯度幅值矩阵中的最大元素值.但不能说明该点就是边缘,要将非局部梯度最大值的像素点置0,这样才能去除部分非边缘点.
以上是Canny算法处理图像的基本步骤,应用于T形接头焊缝轮廓识别时,由于干扰的复杂性,传统的Canny算法在滤波处理时对像素与像素之间的信息未做考虑,使得滤波过程弱化图像边缘,导致边缘的信息丢失,图像常出现焊缝轮廓信息丢失、焊缝边缘断线以及干扰点难以去除等情况.
1.2 改进Canny算法
为解决上述问题,本文在Canny算法高斯滤波核基础上加入像素阈值对图像中边缘点的影响因子,利用2个像素之间的空间坐标关系生成高斯权重因子,即离目标像素越近的点对最终结果的影响越大,反之则越小,其表达式如下:
(3)
式中:γ为输入图像f中各像素点的空间位置;f(γ)为输入的图像f在(x,y)位置的像素值;c为像素点在空间上的高斯权重;kd(x)表示结果的归一化,区分归一化运算在不同计算式中的应用,下文中τ同理.同时,基于像素相似度特性,引入:
h(x)=
(4)
式中:p为像素相似程度的权重.综合式(3)、(4)可得到基于空间距离与像素点相似程度的双边滤波式:
h(x)=
(5)
式中:k(x)为结果的归一化.具体应用到本文的图像处理为
(6)
式中:像素点(i,j)与(k,l)的幅值分别为I(i-j)与I(k-l).
由于改进的Canny算法考虑了像素在空间距离的关系、像素阈值的相关关系和像素灰度之间的相似程度,所以在实现滤波的同时还能够有效地凸显焊缝轮廓[14].采用该改进的Canny算法对T形接头焊缝图像进行预处理(见图2(b)),结果显示,经改进的Canny算法处理后,电弧区域受到了极大抑制.
2 亮度突变性检测
经改进的Canny算法处理后,焊缝轮廓亮度相对其上下局部区域存在突变性.为进一步消除电弧干扰,在列方向基于亮度变化设计检测方法如下:
F(i,j)=
(7)
式中:[·]为取整运算;F(i,j)为图像在坐标(i,j)处的灰度值,j表示图像的列坐标; max为取最大值;
(8)
(9)
(10)


图3 图2(b)的亮度突变性检测结果Fig.3 Intensity mutation detection results ofFig.2(b)
3 基于带宽密度特征检测的去噪
为了简化图像数据,对图3采用Otsu算法进行阈值分割(图4).图中显示大量干扰数据仍然存在.为了有效界定焊缝轮廓与干扰数据,本文根据数据点的空间分布特性,将数据点(灰度值为255)划分为高密度噪声、离散噪声和细微噪声3类,且经大量试验测试,得出如下3类检测方法.
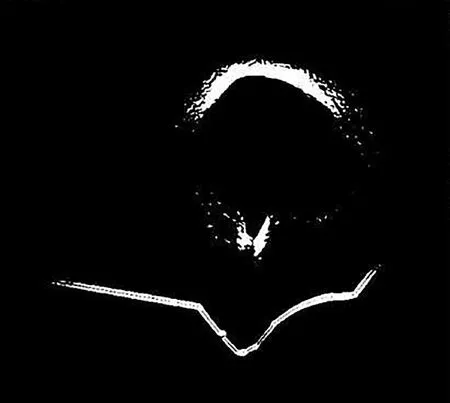
图4 二值化图像Fig.4 Binary image
3.1 高密度检测

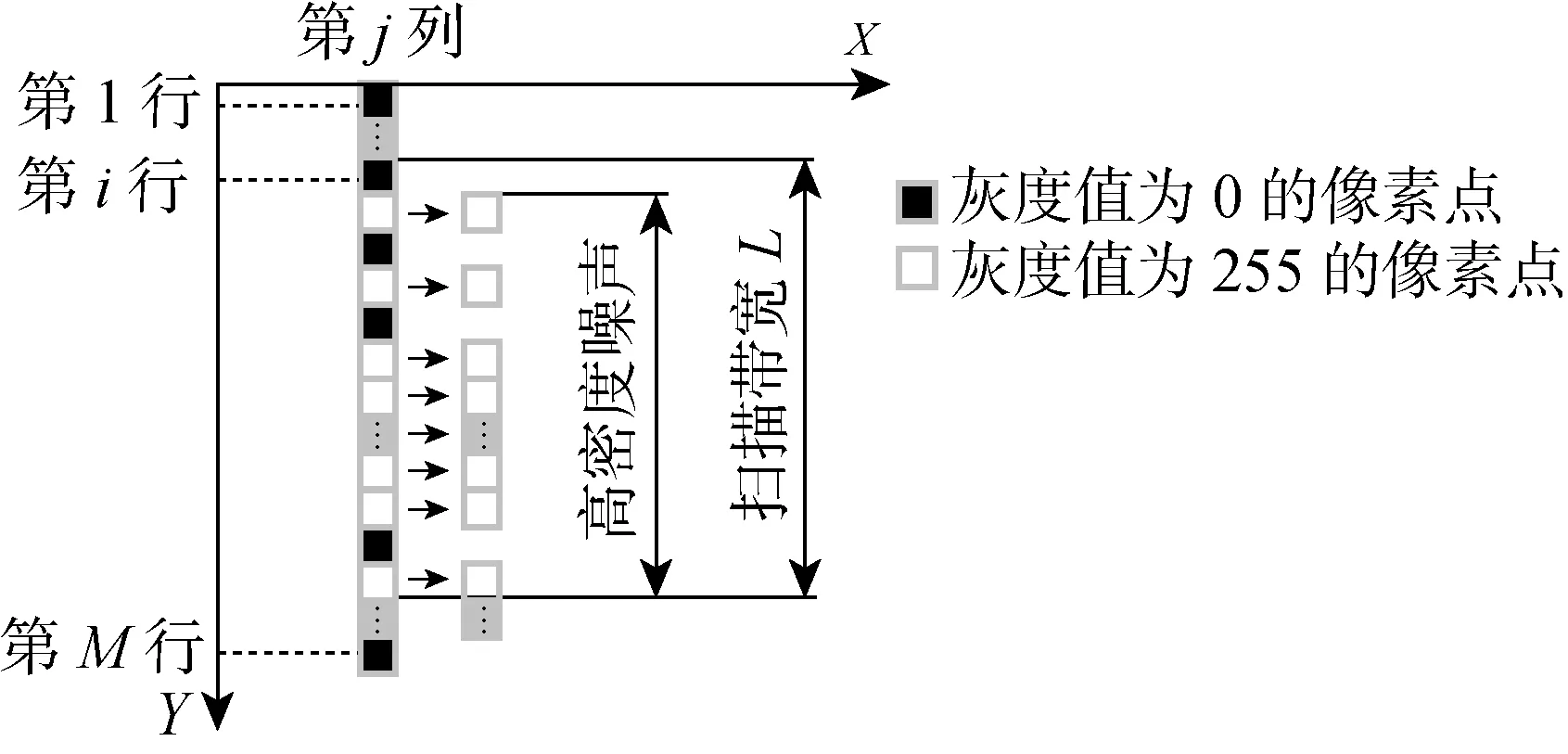
图5 高密度噪声检测示意图Fig.5 Diagram of high density noise detection
(11)
合理地设置纵向扫描带宽L和临界像素数allow1才能准确地抑制高密度噪声.L设置的基本原则是:在保证焊缝和噪声不会同时出现在扫描带内的前提下,尽可能地设置较大的纵向扫描带宽.allow1是区分高密度噪声与焊缝轮廓数据的关键指标,其设置的基本原则为:在保证焊缝完整性的前提下消除高密度噪声,因此将 allow1设置为焊缝最大纵向扫描带宽.根据上述原则,取L=50,allow1=15.图4处理后的效果如图6所示.
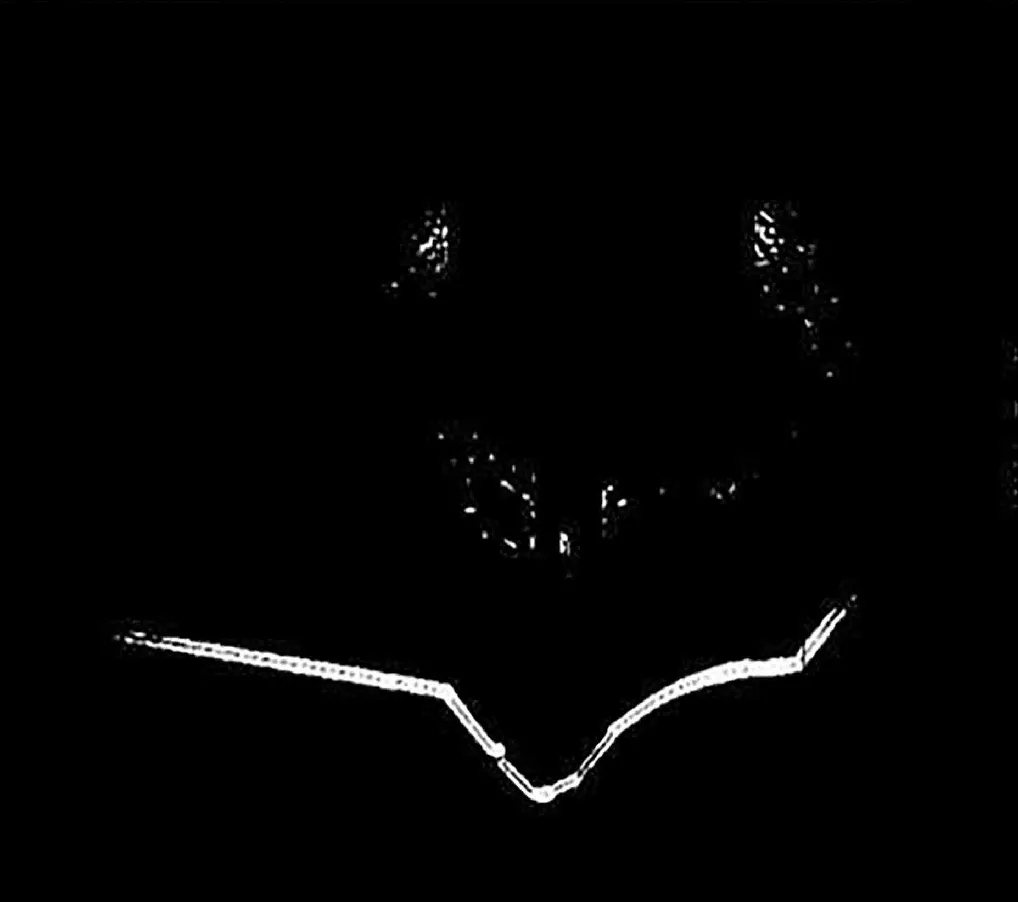
图6 抑制高密度噪声结果Fig.6 Results of high density noise suppression
3.2 离散度检测

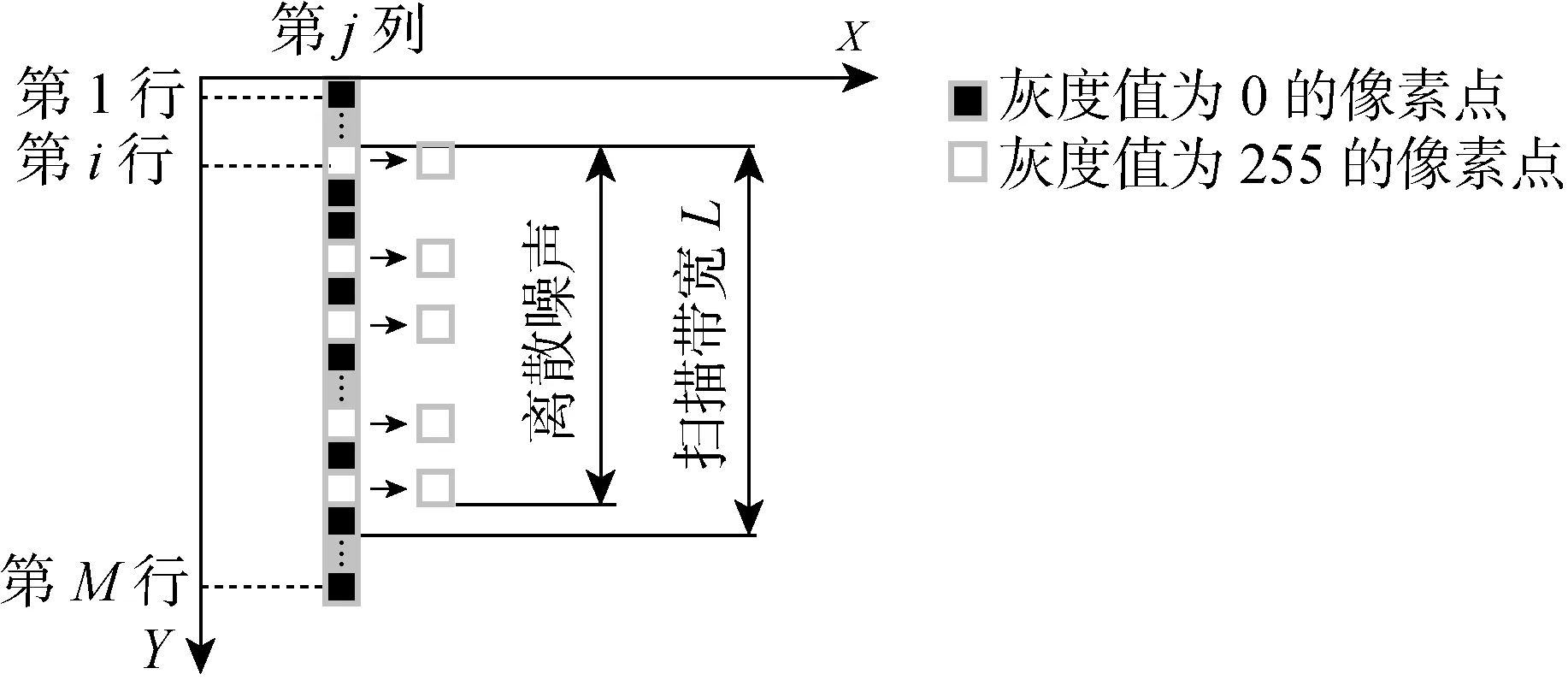
图7 离散噪声检测示意图Fig.7 Diagram of discrete noise detection
(12)
(13)
(14)
纵向扫描带宽内灰度值为255的像素点为低密度离散噪声,噪声点的纵向位置即为其所在行序号Y.
纵向扫描带宽L与临界像素数 allow2的设置原则为:在保证纵向扫描带宽L大于所有低密度噪声区域最大带宽的前提下,尽可能地设置较小的纵向扫描带宽;allow2则是为了区分焊缝离散度与低密度噪声离散度,因此可令 allow2等于焊缝的最大纵向离散度.根据上述原则,取L=30,allow2=5,图6处理的结果如图8所示.
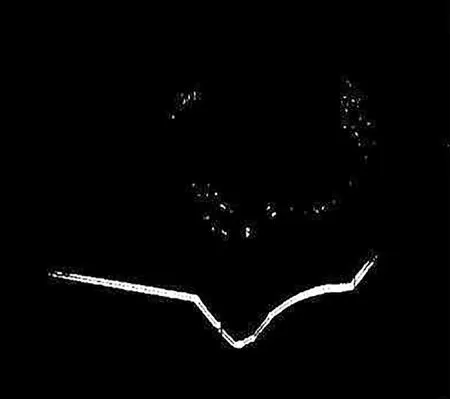
图8 抑制离散噪声结果Fig.8 Results of discrete noise suppression
3.3 细微检测

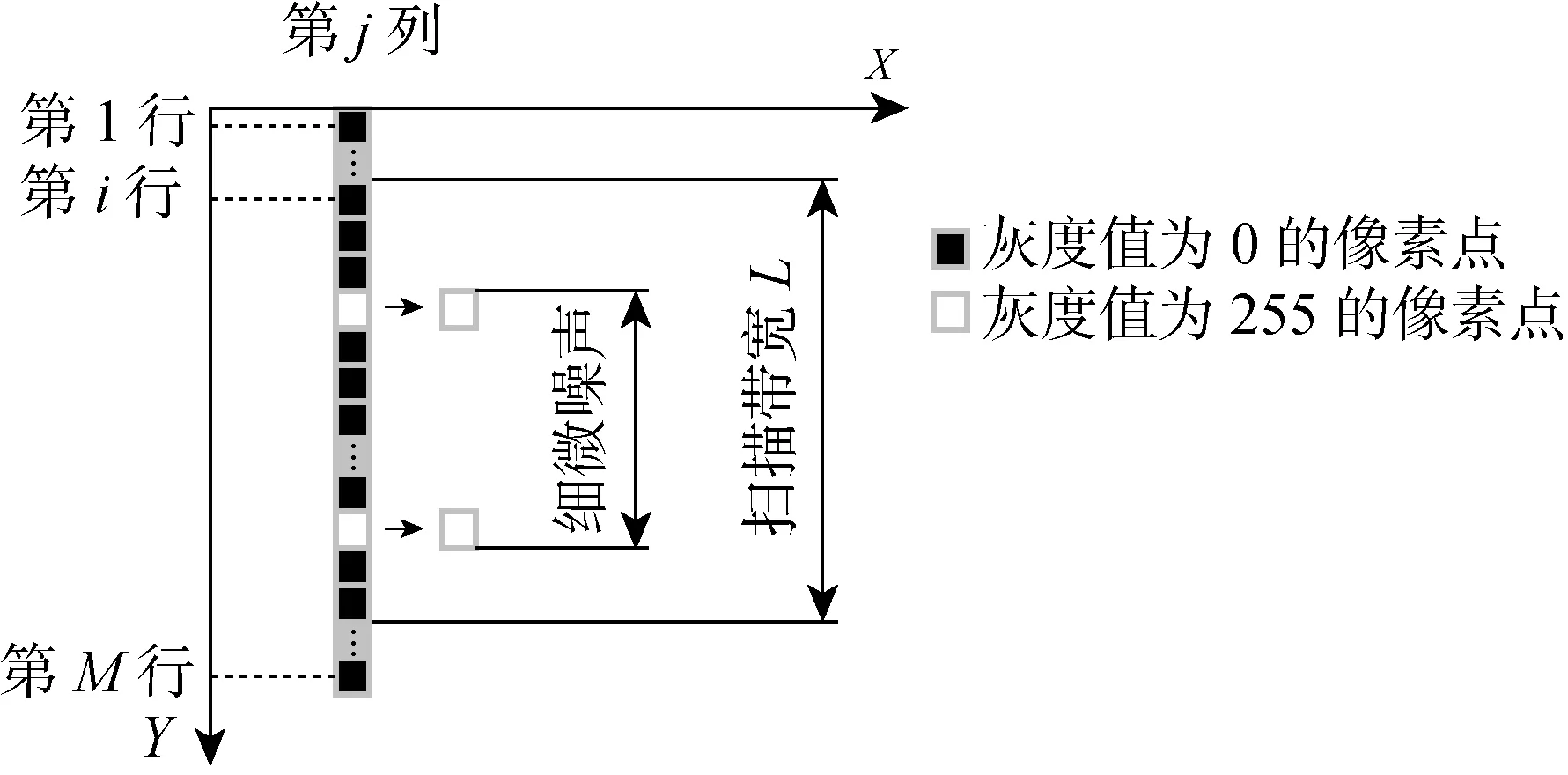
图9 细微噪声示意图Fig.9 Diagram of slight noise
(15)
由于焊缝的薄弱区段与聚集性细微噪声的空间分布特征相似度较高,故在降噪时为了保证焊缝的完整性,不抑制聚集性细微噪声.设置纵向扫描带宽L与临界像素数 allow3时遵循以下原则:allow3取值为焊缝最薄弱区段上灰度值为255的像素数量;扫描细微噪声时,不计入扫描带的首末两个像素,避免在扫描过程中会错误地将焊缝上下边界视作细微噪声.
根据上述原则,令L=allow3+2.取L=5,allow3=3,得到抑制细微噪声后的图像如图10所示.
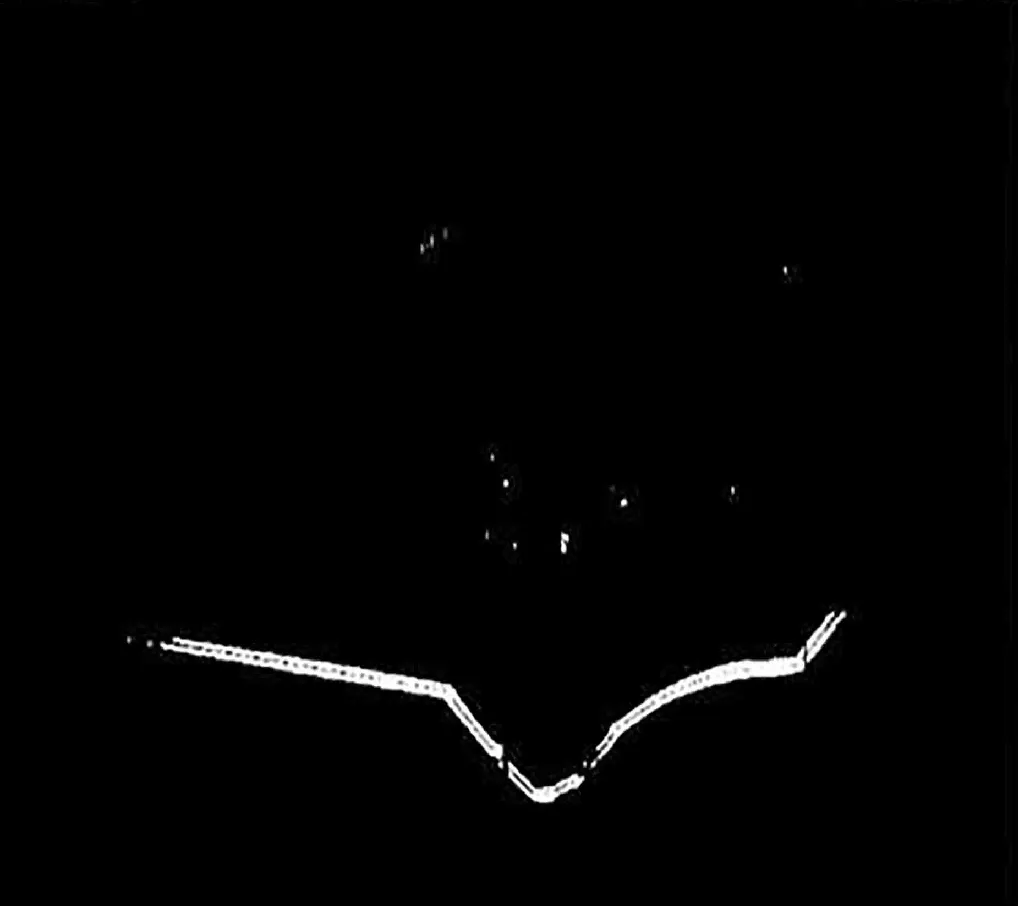
图10 抑制细微噪声结果Fig.10 Results of fine noise suppression
4 基于最近邻聚类的焊缝轮廓提取
最近邻聚类属于无监督聚类,可以获取任意类别数目的聚类结果,但需要设置距离阈值.本文将待聚类的数据与已完成聚类的数据之间的最近距离的作为聚类依据.经试验测试,距离阈值设置为30~60时,均利于干扰与激光条纹分离,文中聚类中距离阈值设置为40(见图11).
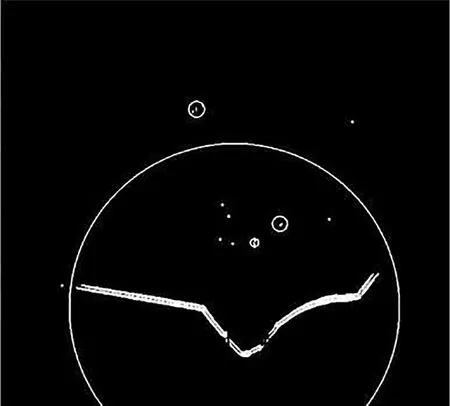
图11 最近邻聚类结果图(圆圈代表每个类)Fig.11 Nearest neighbor clustering results (circle represents each cluster)
图11显示,属于焊缝轮廓的类的空间尺度(欧式距离)明显大于干扰数据的空间尺度,基于该空间尺度特征,将类的欧式距离阈值设置为20(大于20的均可),用以辨识属于焊缝轮廓的数据(见图12).
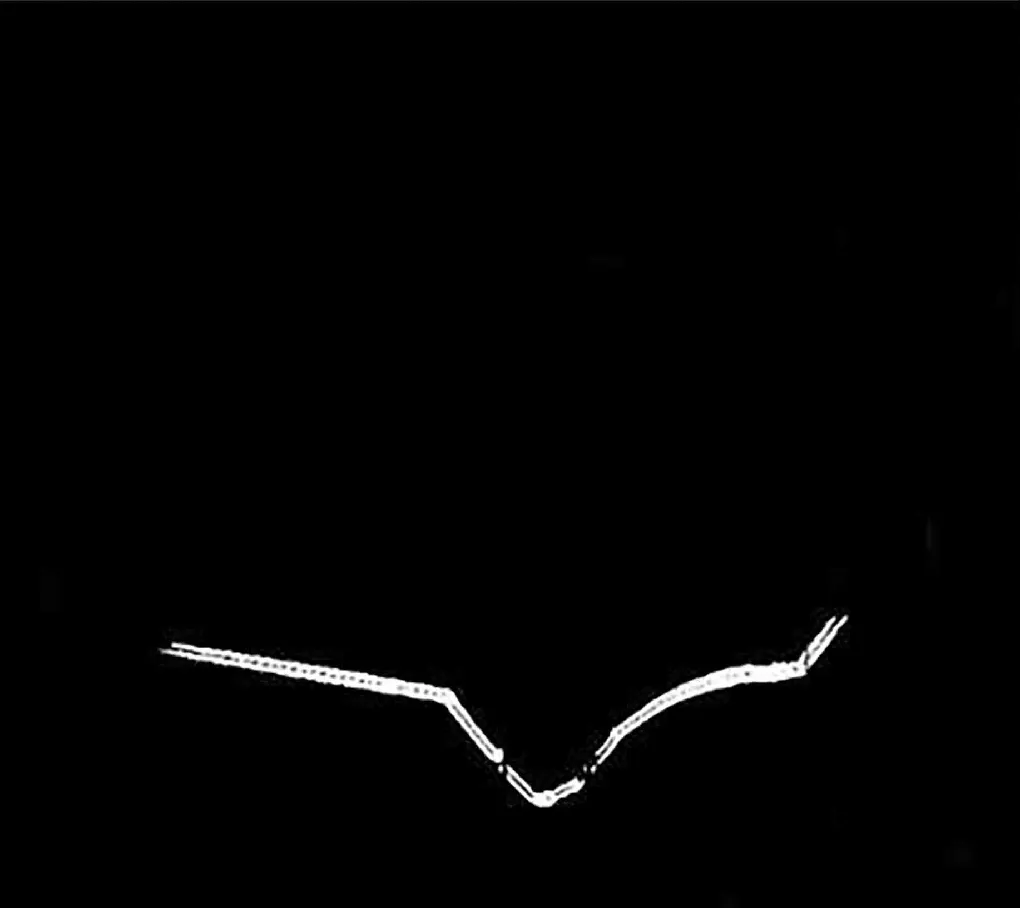
图12 提取的焊缝轮廓Fig.12 Extraction results of weld seam profile
5 试验验证
5.1 验证算法有效性
为了验证本文提出算法的有效性,选用不同焊道、不同干扰状态下的焊缝图像进行焊缝轮廓提取试验(见图13).
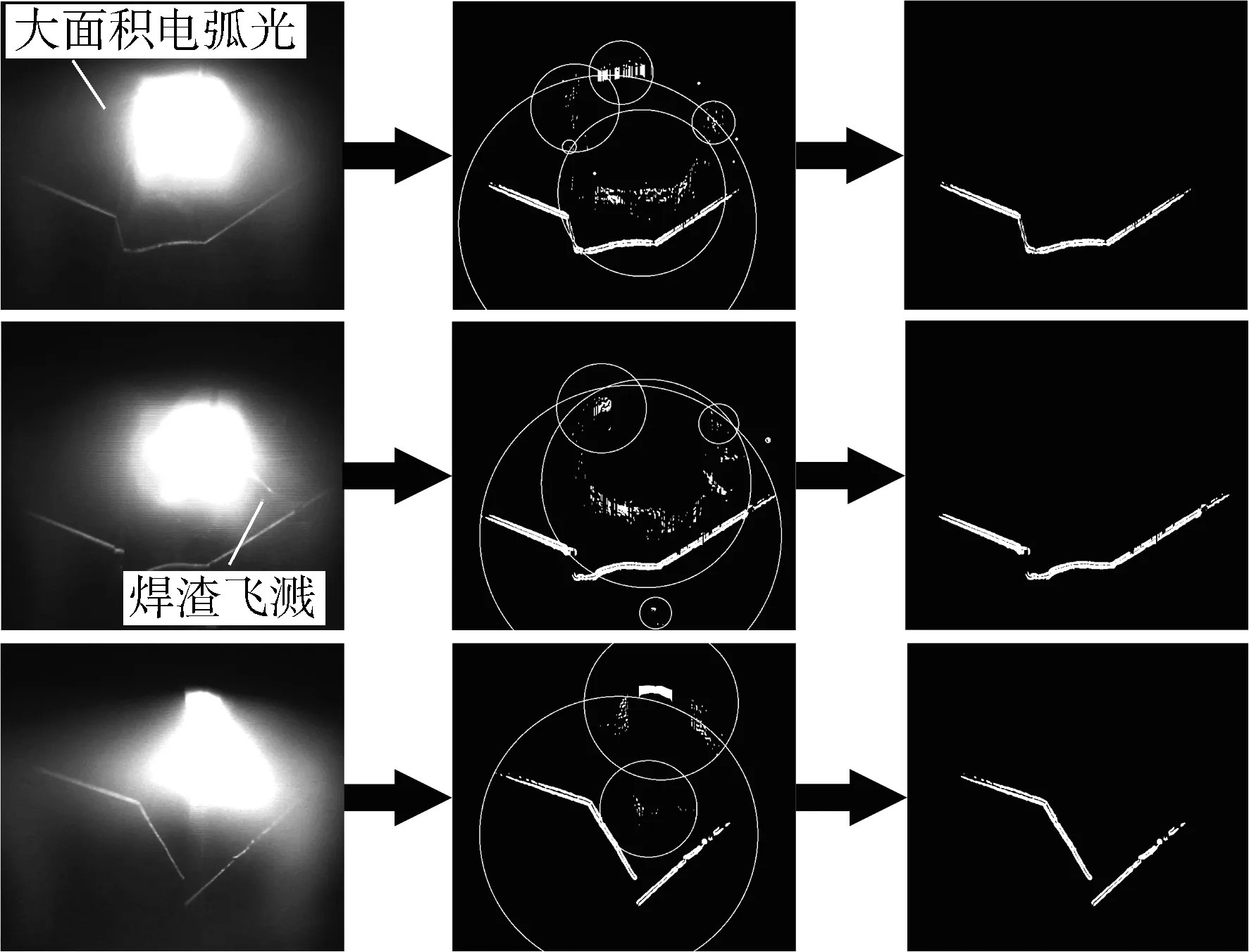
图13 不同填充阶段的焊缝轮廓提取试验结果Fig.13 Extraction results of weld seam profile with images captured in different filling stages
图13表明,本文提出的方法能准确提取厚板T形接头不同填充阶段的焊缝轮廓,显示了该算法的抗干扰能力与稳健性.
5.2 对比验证
为进一步验证算法的有效性,采用文献[14]中算法与本文算法进行焊缝轮廓提取对比(见图14).结果表明,对于电弧区域占图像面积近20%的焊缝图像(目前众多研究采用遮挡电弧区域形式降低其带来的不利影响[2,13]),本文算法能在典型干扰下检测95%以上的焊缝轮廓信息,保留了更多的有用信息,有利于提高后续焊缝跟踪精度.
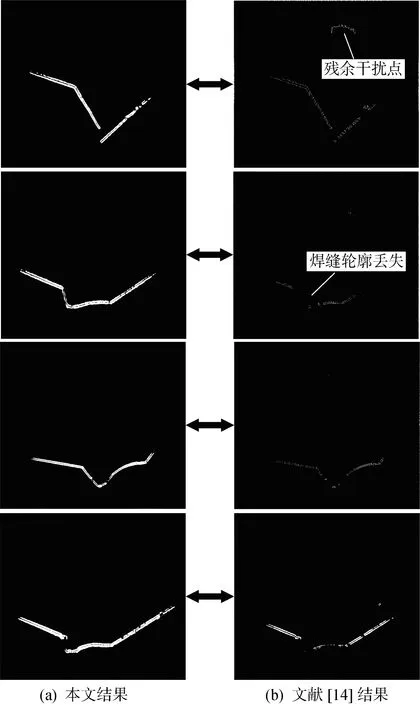
图14 提取焊缝轮廓效果对比Fig.14 Comparison of effect after extraction of weld seam profile
6 结论
(1) 针对厚板T形接头焊缝图像中的强弧光干扰背景,提出的改进Canny算法与亮度突变性检测能有效凸显焊缝轮廓,有助于更完整地检测焊缝轮廓信息.
(2) 本文提出的基于亮度突变性和带宽密度特征检测算法具有更强的抗干扰能力,在电弧区域占图像面积近20%的多种焊缝轮廓识别中,提取的焊缝轮廓信息比例超过95%,具有良好的稳健性,可为其它接头形式的机器人自动化、智能化焊接的实施提供参考.
猜你喜欢
课堂内外·小学版(低年级)(2023年6期)2023-04-29 00:44:03
智能建筑电气技术(2022年2期)2022-02-06 02:30:58
制造技术与机床(2019年11期)2019-12-04 05:50:54
制造技术与机床(2019年9期)2019-09-10 07:36:42
电脑知识与技术(2018年35期)2018-02-27 13:29:44
自动化学报(2017年11期)2017-04-04 02:52:44
电子制作(2017年22期)2017-02-02 07:10:15
计算机工程(2015年4期)2015-07-05 08:27:39
电视技术(2014年11期)2014-12-02 02:43:28
铁路通信信号工程技术(2014年6期)2014-02-28 16:58:24
