
建筑幕墙智能注胶装备流量检测反馈补偿研究与试验
2021-06-24 08:19:14冯智宁
机电工程技术 2021年5期
冯智宁
(广州伯乐智能技术有限公司,广州 511300)
0 引言
建筑幕墙在这20多年在商业建筑大厦应用相当广泛。在其关键结构胶注胶工艺里,通过将幕墙框架与玻璃片安装起来,接着在玻璃与框架的结合注结构胶,构成足够强度贴合,所以注胶质量的稳定对幕墙的安全性和建筑大厦的安全是建筑幕墙的最关键的标准之一。笔者公司研发的建筑幕墙智能注胶单元[1],能够替代人工操作,提升注胶速度,减少节约材料,能产生较大的经济和社会效益。
本文目的是研究建筑幕墙智能注胶装备如何更好地提供注胶质量,引入了流量检测反馈补偿技术来实现。本研究在之前研究的建筑幕墙智能注胶装备基础上进一步优化升级,增加附加功能,实现设备的更稳定使用。本文研究的流量检测反馈补偿技术是其中的核心技术之一。该技术的研究试验与成功使用,使智能注胶设备更智能化;用较低的成本,解决了气动胶机的稳定性不足的问题,使注胶质量更为稳定,同时提高了效率,节约了胶材。
1 硬件组成
1.1 流量计
流量计的选用是本项目的核心部件。根据调研,市面上大致分为接触式流量计和非接触式流量计。接触式流量计主要是流体介质流经流量计带动叶片轮转动,计算单位时间叶片轮转动的圈数来推算它的流量。非接触式的有温度变化感应和超声波感应两种,流体经过流量计,通过外围温度变化检测,根据流体流动带走热能多少来推算出流量值。超声波检测通过超声波发射和反馈接收,检测流体的流速。
很显然,这里的流体介质是粘稠的胶类,不适合采用接触式流量计,胶容易堵塞导致叶片轮转动不了,流量计损坏。若采用非接触方式,通过稳定变化检测,需要流速快、散热好的流体,显然流速只有2 L/min以内,流速慢,胶散热也差,不适合使用。所以选用超声波感应这种流量计来检测。
因此选用了国际品牌基恩士的FD-X夹钳式流量传感器,如图1所示。该流量器安装方便,只需装夹在管壁外部即可检测。流量计精确度高,50 ms响应时间的流量精度是±15 mL,按平均1 000 mL/min的注胶流量计算,1.5%的精度能满足注胶检测反馈补偿需求。
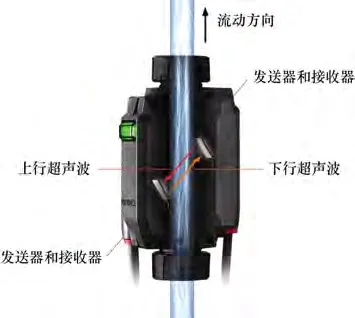
图1 流量计原理
1.2 注胶机及其管路
注胶机这里采用最通用的气动式双组分注胶机[2],对其进行自动化改造,安装在智能注胶装备上,通过摆臂结构,尽量缩短胶管长度,保持与手动注胶大致长度,保证出胶的流量基本与原来的手动注胶一样。注胶机是用压缩空气作为动力,出胶量受压缩空气影响而不稳定,流量在胶机气泵上抬和下压过程中,出胶量变化会比较大,而且使用时间长后管路的胶会逐渐凝固导致堵塞,流量也会慢慢变小。如果没有流量检测反馈补偿功能,会引起打胶不稳定、有空隙或者过于饱满溢出等情况。
1.3 流量计的安装与调整
流量计分为3部分[3],检测器、放大器和驱动器。检测器依靠管夹安装在靠近出胶末端的管壁上[4],放大器安装在检测器附件,同时方便调整设置参数。驱动器通过网线连接到控制系统中,实现总线连接。
流量计安装完毕后,需要调整几项必须调整的参数。初始化设置需要选择精确模式。(1)管径:调整管外径,实现精确流量检测。(2)显示单位:需要以mL/min显示及计算。(3)检测模式:设置为瞬时流量模式。(4)响应时间:设置为50 ms,相应时间越短,延时产生的误差约小。(5)流动方向:根据要求设置好。(6)密度:通过实验,校正设置好胶的密度,确保检测得出数据与实际流量相符。
2 理论依据及软件组成
2.1 反馈补偿理论依据
流量计测量反馈补偿主要理论依据是根据注胶需求量和实际出胶量进行对比。注胶过程中瞬时出胶量增大或减少,胶枪行走速度经过公式推算成增大或减少关系。这里只需根据检测的流量结果,使控制系统[5]实时调整注胶行走轨迹速度即可。另外检测出胶到灌满注胶有一个时间差,需要增加延时来调整注胶轨迹速度。
经过核实,算法的研究和试验,已经掌握了补偿的方法并得出良好的效果。
2.2 软件组成
通过对控制系统的二次开发,实现流量检测、补偿值计算,胶枪实时速度控制功能。软件界面如图2所示。

图2 软件界面
(1)数据采样设定:设置流量数据采样的方式,过滤无效数据,优化补偿参考的数据值。
(2)流量数据实时值:通过流量计检测出来的实时流量。
(3)流量数据采样后平均值:经过采样计算出来的平均流量,用此值参照来对速度进行补偿。
(4)速率允许计算开关:点击开关切换,当开关为“ON”时,流量实施补偿调整胶枪移动速度功能生效;当开关为“OFF”时,该功能失效。
(5)流量变化参照标准值计算:这里是设置标准参考值,用于对比实际流量值进行补偿胶枪移动速度,分为手动和自动两种。
(6)流量变化与速率变化的延后参数:因为流量检测到注满胶有一个过程,这个过程有时间差,故需要设置这里的参数。
3 补偿研究与试验
3.1 参数化控制
参数化控制[6]包含位置控制和速度控制。
(1)位置控制
利用视觉及激光灯技术的智能定位系统检测的幕墙的每块玻璃的角点相对于设备的坐标,通过输入玻璃厚、结构胶高、刮胶板与玻璃距离等参数计算出胶枪出胶扣位置与玻璃侧面的偏移量,控制系统自动推算出各玻璃边注胶时胶枪的起点、终点的位置和姿态。
(2)速度控制
假设流量不变,采用与打胶需求量即胶缝容量来控制胶枪行走的速度。胶枪运行速度:

式中:F为速度;b为结构胶宽;d为结构胶高;k为常量。
通过注胶试验,速度调慢些,注胶效果基本均匀饱满,但是有些余胶溢出。但是实际上由于胶机特特性速度控制上根据流量的变化,行走速度也是变化的,故增加流量控制功能后,实时行走速度应该为:

式中:A为通过公司核心算法计算的实时变化系数。
通过增加实时变化的A系数,优化好A系数里面的参数,经过试验,注胶效果更为理想,溢出胶更少。
3.2 速度补偿试验
手动注胶机的动力源是压缩空气,所以出胶流量不能保持一个恒定的状态,且胶管长期使用逐渐堵塞,流量也会变小。如果没有闭环检测流量实时补偿注胶速度,会导致注胶不满、不稳定或浪费等现象。
在设备上安装了流量检测计进行试验,胶枪移动速度能够根据出胶流量实时变化调整,可以实现实时反馈补偿的功能。
经过试验,流量在胶机气泵上抬和下压过程中,出胶量波动比较大,上抬是压力可下跌至50%,下压压力可上升至140%。故以此段距离测试效果明显。通过不断优化软件各项注胶参数[7],调整算法,达到理想均匀的注胶效果。
3.3 开关流量检测补偿自动注胶的对比
对40块幕墙进行了开启和关掉流量检测反馈补偿功能试验[8],进行如下对比。
(1)没有流量检测功能
因为胶枪移动速度是匀速的,只能调低胶枪移动速度,保证气泵上抬过程压力下跌流量降低的那一段距离要注满胶,导致其他位置的注胶溢胶会多些。如果调高胶枪速度,会导致气泵上抬过程中那段距离可能出现注胶不满的现象。
(2)开通流量检测功能
胶枪移动速度能根据流量变化,气泵上抬过程压力下降,胶枪移动速度相应降低,气动泵下压过程压力上升,胶枪移动速度相应升高。胶枪移动速度是根据出胶流量实时变化的,这样可以调高注胶速度,也能保证注胶均匀注满,减少余胶溢出。
测试结果:开通流量检测功能对比不开通,节省胶量10%以上,注胶效率升高10%以上。
4 结束语
总结上面流量检测反馈补偿的研究和试验,流量反馈补偿等功能结合参数化控制,能精确计算注胶用量,验证了流量补偿对注胶质量、节省用胶有明显提高。通过开启和关闭关流量检测补偿功能,对自动注胶生产的前后对比,得出结论:流量反馈补偿技术能提升效率10%以上、节约用胶10%以上,提高打胶质量和解决产品安全性等问题。能够使设备进一步升级和完善,让客户后期对设备配置提供更多的选择。
猜你喜欢
作文周刊·小学二年级版(2023年36期)2023-09-14 10:58:17
光源与照明(2021年1期)2021-09-26 16:44:16
中小企业管理与科技·上旬刊(2020年5期)2020-07-14 15:31:41
铁道学报(2019年10期)2019-11-08 08:21:14
体育教学(2018年8期)2018-09-30 09:04:44
家庭医药·快乐养生(2018年4期)2018-04-23 16:53:42
橡胶工业(2018年2期)2018-02-16 15:59:33
益寿宝典(2018年19期)2018-01-26 21:33:09
水利建设与管理(2017年1期)2017-02-08 01:15:40
幼儿教育·父母孩子版(2015年8期)2015-10-10 16:00:08
