红松球果和木屑制备颗粒燃料成型工艺研究
2021-06-21 08:24:12李勇万道印
中国林副特产 2021年3期
李勇,万道印
(黑龙江省林业科学院佳木斯分院,黑龙江 佳木斯 154000)
红松球果即松科(Pinaceae)松属(Pinus)常绿乔木红松(Pinuskoraiensis)的松塔[1]。随着红松松子采集和加工产业的蓬勃发展,每年产生数以万吨计的球果脱种剩余物。当前关于红松球果资源利用的研究较少,脱种后的剩余物通常被直接燃烧,污染环境的同时造成资源的严重浪费。
生物质颗粒加工是近年来发展成熟的一种新型生物质燃料制备成型方法。以农林废弃物、采伐剩余物等为原料,压缩成棒状、颗粒状可燃物料,具备燃烧性能好,热效率高、污染小等优点,而且方便贮存和运输[2]。
以红松球果脱种剩余物为原料,研究其与木屑复配制备颗粒燃料成型工艺的关键技术[3],以期将废弃的球果资源得到高效、高附加值再利用,为实际生产提供技术参考。
1 试验材料、仪器与试剂
红松球果脱种剩余物与(针叶树)锯木屑(采集自黑龙江省伊春市大箐山县带岭镇),制粒机(江苏牧羊集团有限公司),固体样品粉碎机(上海新诺仪器设备有限公司),电热鼓风干燥箱(上海博迅实业有限公司医疗设备厂),分析天平(上海民桥精密科学仪器有限公司),电子天平(浙江永康五鑫恒器有限公司),电子秤(梅特勒-托利多公司),湿度测量计(深圳市源恒通科技有限公司)、游标卡尺、喷壶、量杯、标准筛(目数为10、12、14、16)。
2 试验方法
准确称取一定质量经粉碎筛选后的红松球果脱种剩余物和木屑,按相应比例混合,调节原料含水率和制粒机环模压缩比,原料进入环模后,通过压辊与环模之间相互挤压形成颗粒,计算颗粒密度[4-5]。

2.1 单因素试验
2.1.1 筛分粒径的选择。分别称取筛分粒径小于1.0、1.2、1.4、1.7 mm的原料,按球果脱种剩余物和木屑质量比1∶7的比例混合,调节含水率为10%,环模压缩比为5.5∶1,比较颗粒燃料密度,确定最佳筛分粒径。
2.1.2 原料混合比例的选择。称取筛分粒径小于1.2 mm的原料,调节含水率为10%,环模压缩比为5.5∶1,比较球果脱种剩余物和木屑分别按质量比1∶1,1∶4,1∶7,1∶9混合时的颗粒密度,确定最佳混合比例。
2.1.3 含水率的选择。称取筛分粒径小于1.2 mm的原料,按球果脱种剩余物和木屑质量比1:7的比例混合,调节环模压缩比为5.5∶1,比较含水率分别为6%、8%、10%、12%、14%、16%时的颗粒密度,确定最佳含水率。
2.1.4 环模压缩比的选择。称取筛分粒径小于1.2 mm的原料,按球果脱种剩余物和木屑质量比1:7的比例混合,调节含水率为10%,比较环模压缩比分别为3.5∶1、4∶1、4.5∶1、5∶1、5.5∶1、6∶1时的颗粒密度,确定最佳环模压缩比。
2.2 正交试验
根据单因素试验结果,以筛分粒径、混合比例、含水率、环模压缩比为影响因素,以颗粒密度为评价指标,进行L9(34)的正交试验,进一步优化工艺。正交试验因素与水平设计见表1。
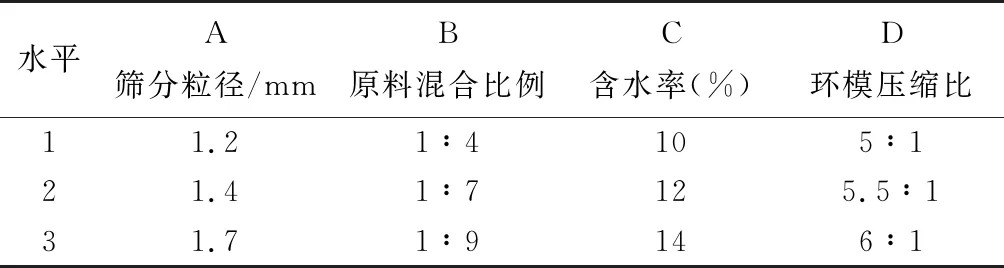
表1 正交设计因素与水平设计
3 结果与分析
3.1 筛分粒径对颗粒密度的影响
由试验结果(图1)可知,随着原料筛分粒径的增大,颗粒燃料密度始终呈现下降趋势。球果脱种剩余物富含挥发油,是天然的粘结剂,原料的筛分粒径越小,颗粒之间的相互作用面积就越大,颗粒之间的黏接力越强。
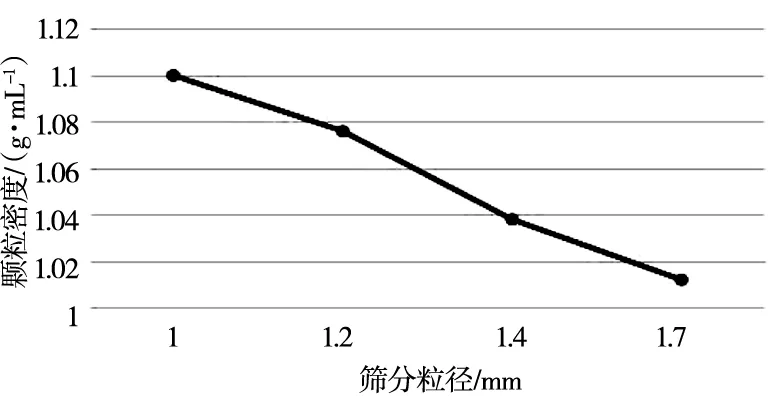
图1 筛分工粒径对颗粒密度的影响
3.2 原料混合比例对颗粒密度的影响
由试验结果(图2)可知,红松球果脱种剩余物和木屑的混合比例对成型燃料的颗粒密度影响显著,当原料混合比例为1∶7时,颗粒燃料密度最大,确定为本试验的最佳混合比例。
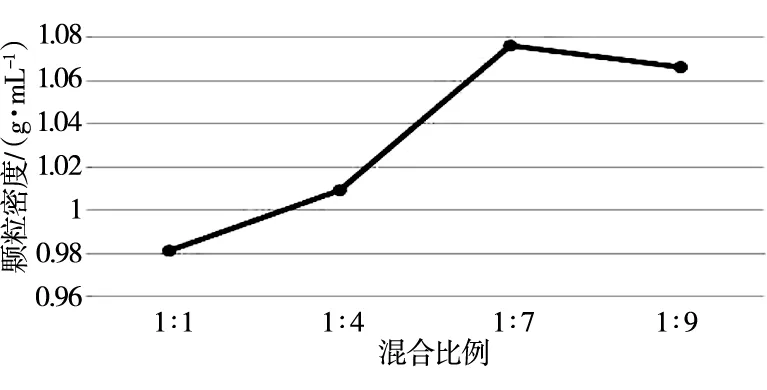
图2 混合比例对颗粒密度的影响
3.3 含水率对颗粒密度的影响
由试验结果(图3)可知,随着原料含水率的增加,颗粒燃料密度不断增大;当含水率达到12%时,颗粒燃料密度最大;确定为本试验的原料最适含水率;继续增加原料含水率,颗粒密度增幅有限。

图3 含水率对颗粒密度的影响
3.4 环模压缩比对颗粒密度的影响
由试验结果(图4)可知,随着环模压缩比的增大,成型颗粒燃料密度逐渐增大;当压缩比为5.5∶1时,颗粒密度达到最高,确定为本试验的最佳环模压缩比;继续增大压缩比,颗粒密度随之减小。

图4 环模压缩比对颗粒密度的影响
3.5 正交试验结果
由试验结果(表2)可知,4个因素对颗粒密度影响的主次顺序为B>D>A=C,即混合比例>环模压缩比>筛分粒径=含水率;优化的最佳组合为A2B2C2D2,即筛分粒径1.4,混合比例1∶7,含水率12%,环模压缩比5.5∶1。

表2 正交试验结果与分析
将优化的最佳组合A2B2C2D2与(表2)中的最优组合A1B2C2D2进行对比验证试验(见表3)。

表3 验证试验
由试验结果(表3)可知,最佳提取工艺条件为A2B2C2D2:筛分粒径1.4,混合比例1∶7,含水率12%,环模压缩比5.5∶1。
4 结论
本试验以红松球果脱种剩余物和木屑为原料,利用成型设备加工生物质颗粒燃料。通过单因素试验和正交试验,确定加工生物质颗粒的最佳工艺条件为:筛分粒径1.4,混合比例1∶7,含水率12%,环模压缩比5.5∶1,在此工艺条件下,颗粒燃料密度为1.201 g/cm3。
猜你喜欢
软件(2020年3期)2020-04-20 01:45:24
林业机械与木工设备(2020年2期)2020-03-13 05:49:04
广西林业科学(2019年2期)2019-07-25 02:28:46
新疆农机化(2019年1期)2019-05-09 06:44:24
中国林副特产(2019年3期)2019-01-10 17:17:11
福建林业(2018年3期)2018-11-07 05:34:36
少儿科学周刊·儿童版(2014年1期)2014-03-10 06:19:50
汽车与新动力(2014年6期)2014-02-27 12:10:55
汽车与新动力(2014年5期)2014-02-27 12:10:42
汽车与新动力(2014年4期)2014-02-27 12:10:36