
自由曲面加工装夹方法研究
2021-06-18 03:08陈耀龙雷天才孟玉堂朱元庆杨林林
制造技术与机床 2021年5期
王 涛 陈耀龙 雷天才 孟玉堂 朱元庆 杨林林
(①中国工程物理研究院机械制造工艺研究所,四川 绵阳 621900;②西安交通大学机械工程学院,陕西 西安 710049)
近年来对于自由曲面元件的应用越来越广泛,在现代光学系统中的应用尤为突出。常见的应用场合有激光惯性约束聚变(ICF)和大气传输,地基空间目标识别与探测,空间遥感器等。随着上述领域技术的不断发展进步,高像质、高分辨率是人们共同追求的目标,对应用于上述领域中的非球面元件精度要求越来越高。由于自由曲面光学元件的面形复杂,通常情况下壁厚较薄,常规的金属夹具装夹方法已不能满足其高精度的面形要求[1-4]。
针对自由曲面元件的加工,美国、德国、新加坡等国家都已有了成熟的加工方法、加工工艺及加工设备[5-8]。例如,早在1984年,美国LLNL实验室就研制出了LODTM金刚石车床,这台机床代表了当时精密机床的国际最高水平,可实现曲面元件的精密加工[9]。英国对超精密加工机床进行了研究,比较有代表性OAGM-2500大型超精密机床,它是Cranfield大学的专家学者研制完成的,主要用于大型曲面反射镜的精密磨削加工[10]。国内也对自由曲面光学元件的加工进行了研究,并研制了相关的精密加工设备,取得了一定的进步,如北京机床研究所研制的SPHERE-200超精密球面加工机床、NAM—800超精密车床、SQUARE-300超精密铣床和JCS—027超精密车床等,哈尔滨工业大学研制的HCM超精密机床。但是,加工精度与国外相比仍然有较大差距,其中一个重要的原因就是由装夹引起的误差太大,其他诸如真空吸附夹具、柔性夹具等,虽然装夹变形较小,但成本较高[11-14]。总之,现阶段国内对于自由曲面元件的加工精度需求与国内的制造加工水平之间有较大差距。因此,针对自由曲面光学元件的加工装夹问题,提出能满足加工要求同时又不会引起太大变形的加工装夹方法显得极为迫切。
本文针对不同形状的自由曲面的面形特点及其对应的加工要求,先对常规金属夹具装夹方式进行了理论分析,研究由装夹变形引起的变形量的大小。然后,提出了3种不同的自由曲面元件加工装夹方案.为了验证方案的可行性,根据提出的曲面装夹方法,进行了加工工艺规划,并在五轴联动加工中心完成了加工实验,试验完成后进行了结果的检测与评价,其中采用低熔点合金作为加工装夹材料的方法可以有效的提高加工精度,采用另外两种装夹方式的加工精度分别为0.006 mm、0.005 mm。
1 常规装夹变形分析
采用最常用结构分析软件ANSYS进行分析,选择7075铝合金作为材料特性进行分析,工件大小为200 mm×200 mm×10 mm, 在工件四周施加固定约束,在工件中央模拟φ6 mm铣刀铣削加工,在φ6 mm的圆面上施加1 500 N的铣削力载荷,网格划分后进行计算,最后获得稳定后的铣削变形如图1所示。

如图1所示工件的中央变形可达82 μm,严重影响加工精度,因此常用的加工装夹方法所能保证的加工精度较低。应采用其他装夹方法,减小因装夹力过大而引起工件的变形,提高自由曲面元件的加工精度。
2 采用低熔点合金填充装夹的装夹方法
2.1 低熔点合金的特点
低熔点合金的主要成分是Bi、Sn、Pb、In等元素。其中Pb作为基体材料是重要组成成分之一,用于增加合金本身的柔软性、铸造性、加工性、润滑性和耐腐蚀性等;Bi作为合金特性的关键调节元素之一,主要用来调节合金凝固时的膨胀特性,研究表明,当Bi的含量达到55%以上时,低熔点合金在凝固时体积会发生膨胀;含Bi48~55%时,凝固时体积几乎没有变化;含Bi48%以下,凝固时收缩;In熔点156.4 ℃,比重7.31,非常柔软,很好加工,主要用来降低合金的熔点;Sn的延展性优良、拉伸强度较高、在大气中很强的耐蚀性,保持金属光泽;Cd在室温下,在其表面逐渐生成碱性薄膜,而使内部不受浸蚀。在更高的温度下加热时,它与氧形成褐色的CdO粉末。在正常环境条件下,耐蚀性很强。镉有毒,必须注意。
由于铣削加工时所需的装夹强度的经验值小于20 MPa,所以低熔点合金的强度符合要求,且其加工性能良好,只要确定铣削加工中的加工区温度场和最高温度,留有5 ℃的温度范围,就可以选择相应熔点的合金进行加工。本实验主要对比常规装夹方式和采用低熔点作为填充装夹材料两种装夹方式下的加工精度的提升大小。
2.2 自由曲面元件的特点分析与装夹
如图2所示,工件的长宽高分别为150 mm、60 mm、25 mm,厚度≤2 mm,分析工件的特点,我们不难发现该工件较难解决的问题有以下几点:
(1)工件壁厚很薄,容易产生变形,普通装夹方式难以实现。工件的定位夹紧是夹具设计首要保证的内容,此外还应考虑由于壁厚很薄在夹具夹紧过程中产生的夹紧变形和残余应力。

(2)工件的侧面为圆锥面,内部有倾斜中间肋板和小角度的过渡圆弧,再加上工件的表面质量和定位精度都有一定要求,这些都需要我们在选择刀具和确定加工工艺时多做考虑,并合理安排。
(3)工件棱边多,在工件完成加工后各边会出现毛刺、卷边等现象,这将明显的降低工件的加工质量。因此需采取必要的措施,以消除加工过程中产生的毛刺和卷边,例如在棱角边浇铸低熔点合金,在铣削过程中增加棱边辅助支持,进而提高加工质量。
因此,加工工艺方案的设计应减少切削力和装夹力对工件的影响;确定合适的进刀量、转速;选择合理的切削参数和走刀方式;对生产过程中产生毛刺、卷边现象进行适当控制,或在加工完毕后再对毛刺、卷边进行处理。
加工完毕后熔化合金时不会对零件产生影响,应选取低于7075材料退火温度的合金材料。铝合金退火温度在350 ℃以上,时效温度在185 ℃左右。而在装夹过程中首先要保证工件结构不会产生变形,同时为了保证工件的性能,工件的晶相组织也不能发现变化,因此,选用的合金材料熔点不能超过185 ℃。
综合考虑切削热引起的最高温度以及设备操作的简单程度等各方面对铝合金材料的影响,低熔点合金的熔点应越低越好。最终低熔点合金的熔点确定为70 ℃~80 ℃。
2.3 加工工艺与加工实验
2.3.1 加工工艺规划
高速高效加工过程有自己的特点,但加工工艺的制定依然与传统方法相同。应合理地规划加工过程的走刀路径、粗精加工的对应参数,减小切削过程中对工件变形的影响。减少装夹的次数,尽量实现一次装夹,可以很大程度上地减小由装夹引起的各项误差。本实验的工艺流程为:毛坯准备→粗加工→半精加工→精加工→毛刺→卷边处理→成品。
试验采用摆线顺铣的方式进行切削加工,切削路径在集成化NC编程CAM软件HyperMILL里面采用平面铣削的切削方式自动生成,并模拟加工过程。经HyperMILL加工模拟无误后,生成加工程序。加工过程由三部分组成,分别是粗加工、半精加工、精加工。其中粗加工选用直径12 mm的铣刀,主轴转速为6 000 r/min,进给速度2 000 mm/min,每齿进给量0.165 mm;半精加工选用直径6 mm的铣刀,主轴转速为8 000 r/min,进给速度3 000 mm/min,每齿进给量0.19 mm;精加工选用直径4 mm的球头铣刀,主轴转速为10 000 r/min,进给速度4 000 mm/min,每齿进给量0.165 mm。
2.3.2 加工实验过程
待加工件经下料、粗加工后,获得粗加工试件。对之前准备好的工装进行去油处理,之后将粗加工试件放入工装中,找好试件的基准,并适当固定。将低熔点合金加热到熔化后保持3 min,进行低熔点合金浇铸(由于合金的密度大于7075的密度,需在工件上施加向下的力),倒入合金后冷却至凹槽各处温度均小于50 ℃,冷却后结果如下图3所示。用三爪卡盘装夹在机床上进行内表面的粗精加工。加工完成后,工件与工装如图4所示。将合金加热至熔化取出工件,将工件冷却至表面的合金凝固用棉纱轻轻擦拭工件表面去除表面的合金,钳工去除表面毛刺。然后对工件进行三坐标测量评定。

3 采用增加辅助工艺台的加工装夹方法
3.1 双曲面工件的装夹方式的确定
如图5所示,双曲面模型长宽厚度分别为220 mm、220 mm和6 mm,曲面精度pv值≤0.008 mm,若采用普通的装夹方法为保证加工表面质量,需大幅延长工件四周方可完成装夹,这样大大增加工件毛坯的尺寸,同时增加加工时间;又因为该曲面的原点位于曲面的中心位置,采用其他填充装夹的方法在加工时无法准确定位,为实现该曲面的高精度加工,决定采用加厚底面作为工作台的装夹方式,可实现该曲面的高精度加工。

3.2 加工工艺与加工实验
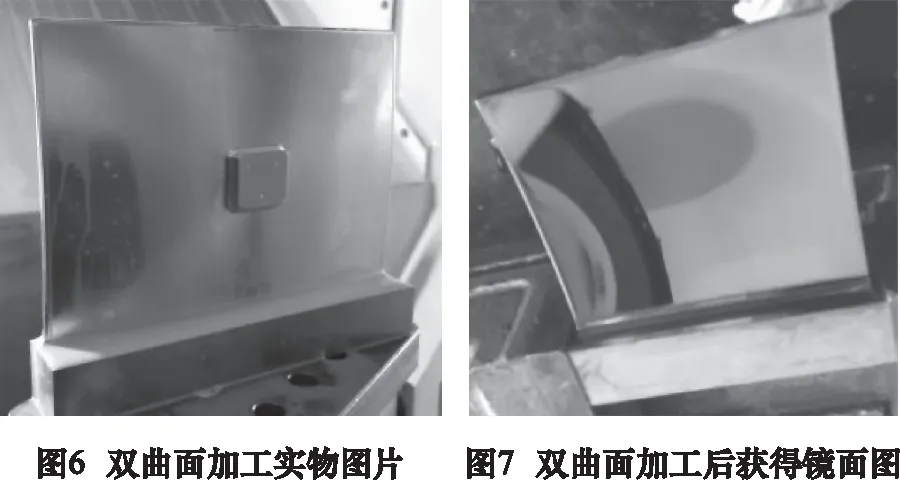
为提高加工效率同时保证加工精度,此次加工过程由粗加工与精加工两部分组成,粗加工可快速地去除工件余量,精加工可保证较高的面形精度。在粗加工过程中切削量大,加工精度低,在功率恒定的情况下,可采用较低的转速,较高的扭矩,完成加工。最后在多次加工模拟实验后粗加工参数定为φ12 mm的3刃直立铣刀,进给量4 000 mm/min,转速6 000 r/min,粗加工后的工件如下图6所示。
在精加工时,加工精度要求高,应适当提高转速、减小切削量,更换加工刀具。多次模拟加工后,选定φ12 mm的牛鼻铣刀为加工刀具,转速为12 000 r/min,进给量为6 000 mm/min。之后,进行抛光获得如下图7所示的镜面。
4 有机物无应力装夹方法
4.1 离轴曲面元件特点分析
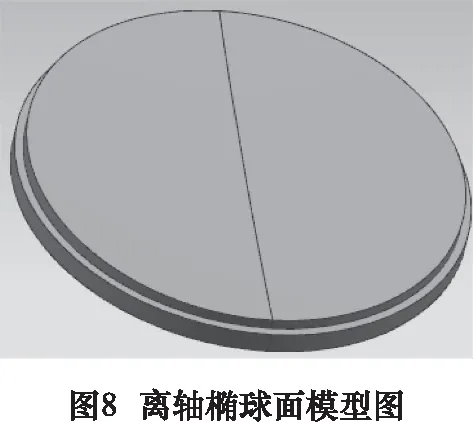
曲面模型如下图8所示,曲面尺寸为φ400 mm,厚度<20 mm,曲面精度pv值≤0.009 mm,曲面形状为离轴椭球面,面形特殊,加工精度要求高,无法在三轴机床上完成加工,故决定在五轴立式加工中心完成加工实验。同时为获得较高的加工效率,采用铣削的加工方法进行加工。
4.2 有机物粘合工装的装夹方法
本文所涉及的加工材料为熔石英玻璃,在常温环境下,脆性较大,普通的装夹方式无法应用,多次试验研究决定采用在底面添加工装并采用有机物粘合工装与工件的结合方式完成装夹。由于有机物分布整个表面上,可提供较大的粘合力,以保证加工过程中工件不会偏移;同时有机物分布均匀,不会造成由装夹力引起的工件变形。
4.3 加工工艺规划与加工实验
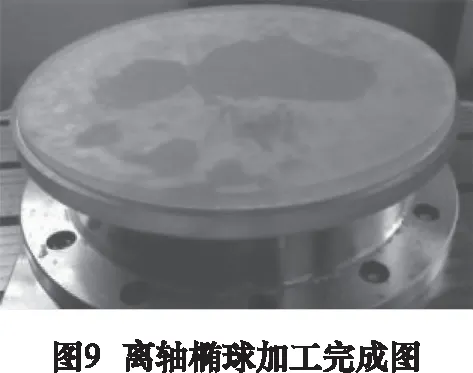
由于熔石英玻璃的脆性较大,普通铣削的加工方法无法完成,故采用磨铣结合的方法完成加工。同时为提高加工效率选用φ200 mm的金刚石砂轮为本次加工实验的加工刀具。在完成多次加工模拟后,加工工艺参数确定为主轴转速6 000 r/min,进给速度为1 500 mm/min。加工完成后如图9所示。
5 测量实验与结果
5.1 曲面测量方法
在自由曲面的误差检测和评定中, 由于检测曲面复杂多变,在检测过程中,根据现有基准通常无法建立精确的坐标系,会造成检测坐标系与设计或加工制造坐标系不一致的情况, 无法精确地评价面形精度,因此,必须采取措施进行匹配校准才能准确的评价曲面的面形精度[15]。大约在上世纪90年代,人们就已开始对自由曲面的匹配校准方法进行研究,已取得一定的成果,但不足之处在于匹配的精度有限。为此参考文献[16]中提出的一种精度较高的曲面匹配校准方法, 进而完成了高精度曲面检测实验。该曲面测量方法由曲面粗匹配校准和精曲面匹配校准两部分组成,其中粗校准方法通过五点预定位法调整,在此不再赘述。
曲面精匹配调整方法如下:
融合最小二乘法和最小条件原则的算法, 运用二次优化方法进行精匹配, 具体算法如下。
(1)在预定位的基础上, 首先以最小二乘法进行曲面匹配的精调整, 即以式(1)为目标函数:
(1)
式中:Pi′(xi′,yi′,zi′)为实测点坐标;Pi(xi,yi,zi)为Pi′在设计曲面上的投影点;n为参与计算的实测点个数;t=[txtytzαβγ]T,为转换矩阵的变量通过多参数(t的6个参数)优化, 计算后获得矩阵T,实测点根据矩阵T进行相应的变换,即实现了曲面的初步校准调整。
(2)根据初步校准结果,进行下一步的优化校准,目标函数如式(2)所示,可在MATLAB中采用fmincon函数实现优化求解:
F(t)=
(2)
在优化求解时可根据实际条件给定不同的设置条件,实现不同精度的优化配准。取向量t的模为优化判断条件,如取|t|<1×10-10作为判定条件, 当程序正常运行后即可获得精度较高的匹配校准结果。
5.2 曲面的测量与检测结果
第一种自由曲面工件的精度要求相对较低,故用青岛海克斯康 Global classic SR 575桥式三坐标测量机完成检测。试样加工后将不使用低熔点合金加工获得的工件命名为1#工件,使用低熔点合金加工所得的工件命名为2#工件,其测量结果见表1。
由表1结果可知,低熔点合金可以用作柔性夹具的相变材料,且可以用来夹装任意结构复杂的薄壁件;使用低熔点合金的柔性夹具加工工件时,工件的去除率减小,约为常规方法的1/2,对于提高经济性具有重要意义;选用的70 ℃的低熔点合金可以用作薄壁件夹装的相变材料,且工件精度明显高。

表1 自由曲面不同装夹方式测量结果
离轴曲面和双曲面由于工件的精度要求较高,分别为0.009 mm、0.008 mm,故用Leitz Infinity 12.10.7三坐标测量机(测量误差0.3 +L/1 000[μm])完成曲面的评定检测。在完成工件的加工实验和确定检测评定方法后,进行检测与评定,如图10所示。测量环境为20 ℃恒温,采用曲面多点测量的方式进行测量。最后获得检测评定的结果见图11、12所示。pv值分别为0.006 mm、0.005 mm。



6 结语
本文根据现代工业对自由曲面加工精度要求越来越高,针对自由曲面的不同形状特点以及其对应的加工要求,首先进行了常规金属夹具装夹变形的理论分析,分析发现由装夹引起的变形可达0.084 mm,因此有必要提出几种装夹变形小的曲面加工装夹方法。在理论分析结合实践经验的基础上,针对3种不同的自由曲面工件,提出了3种不同的自由曲面光学元件加工装夹方法。完成了加工工艺规划,并在五轴联动加工中心上进行了实际加工实验,试验完成后进行了结果的检测与评定。在曲面测量过程中验证了一种曲面精匹配校准方法的准确性。实验结果显示低熔点合金作为薄壁件装夹填充材料的可行性,同时材料去除率只有常规方法的1/2,加工精度也有明显提升。另外两种装夹方式加工的不同曲面的加工精度分别达到0.006 mm、0.005 mm,完全满足对应自由曲面的加工精度要求,验证了文中所提出的3种装夹方法的可行性,为类似的科学研究和生产实践提供参考。
猜你喜欢
辽宁师专学报(自然科学版)(2021年1期)2021-07-21
上海建材(2019年1期)2019-04-25
制造技术与机床(2018年8期)2018-10-09
农机使用与维修(2018年2期)2018-02-26
制造技术与机床(2017年7期)2018-01-19
制造技术与机床(2017年9期)2017-11-27
上海金属(2015年4期)2015-11-29
锻压装备与制造技术(2015年2期)2015-06-26
卫生职业教育(2014年16期)2014-05-16
河南科技(2014年8期)2014-02-27
