一种加工反面沉台旋转工装
2021-06-18 06:16孔小会
机械工程师 2021年6期
孔小会
(山东联诚精密制造股份有限公司,山东济宁272100)
0 引言
目前,工厂中在进行铸造横梁四周锪平台加工时,一般采用人工利用摇臂吊吊起工件并将其安装在摇臂钻工作台上,加工一面安装一次,找正一次,工件整体加工时间缓慢,每班产8件,反面沉台有两种孔:8 ×φ12.5 mm(沉台φ(28±0.2) mm)和20×φ16.5 mm(沉台φ(36±0.3)mm),如图1所示,需两种型号的刀杆,来回换夹持刀杆。把刀杆穿入工件后,用铁丝从刀杆中间穿过,防止刀下滑跌落,加工完拔掉铁丝,取下刀具。步骤比较繁琐,占用人员较多,加工一个零件,人工翻转装夹多次,劳动强度比较大,效率低,锪平台不稳定,容易偏,客户不满意。为此,设计了一种加工反面沉台旋转工装并改善了刀具。
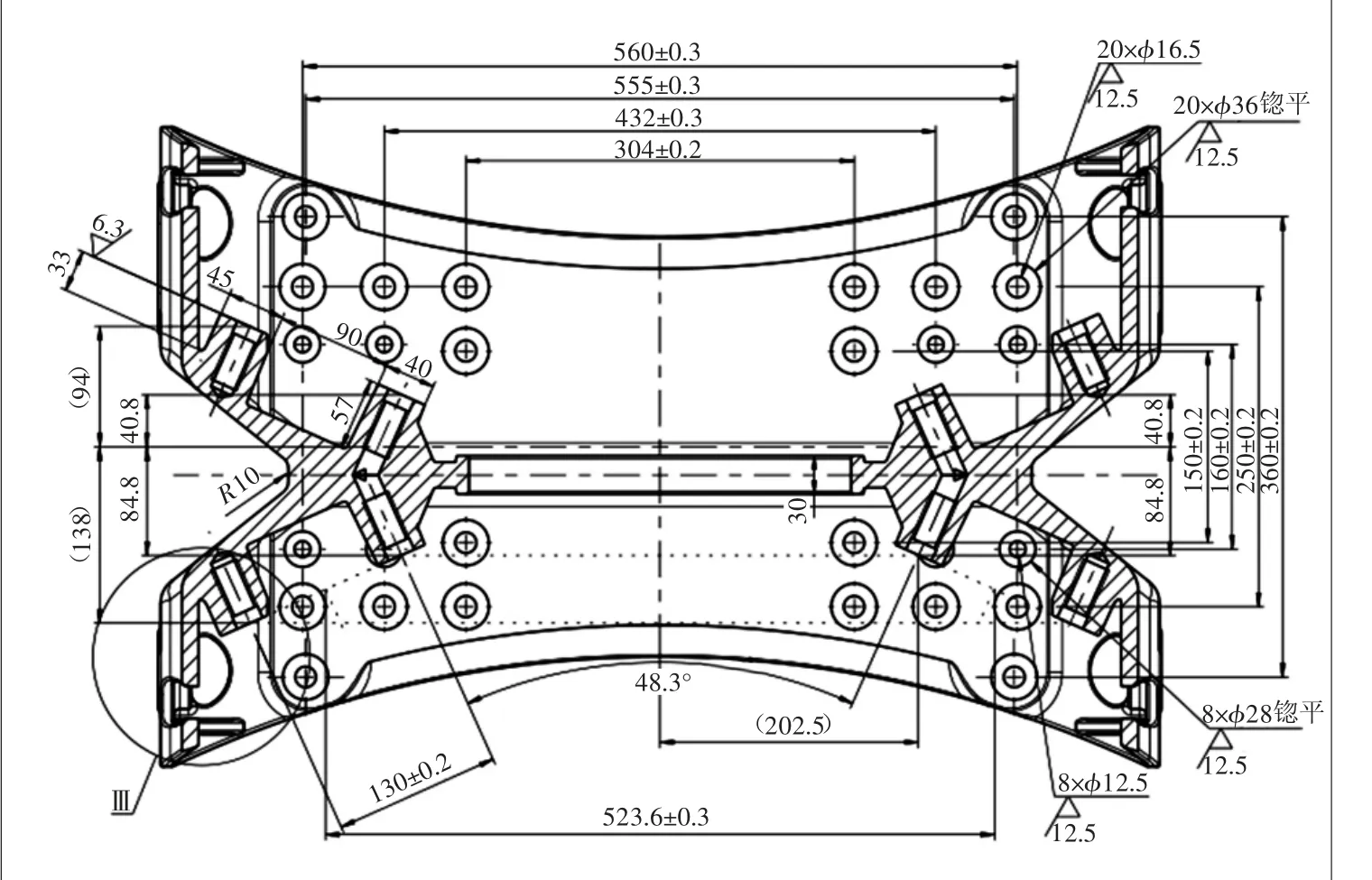
图1 加工产品示意图
1 一种加工反面沉台旋转工装的组成、刀具改进及工作过程
1)旋转工装组成。该加工反面沉台旋转工装结构如图2所示,安装支撑弯板1用来固定整个旋转工装,防止加工反面沉台时工装晃动,影响加工精度。安装支撑弯板1用带防尘盖深沟球轴承11和快速插销2、衬套3连接两个支撑圆盘4,支撑圆盘上有芯轴和支撑弯板及轴承配合连接,也是整个机构的核心部分,工装定位板和工件及两边的两个圆盘,利用轴承可以360°自由旋转,快速插销进行快速定位。两个支撑圆盘4中间利用螺栓和圆柱销连接工装定位板5,工装定位板5上安装定位销9和压紧组合结构6、7、8、10完成一面两销定位及夹紧。
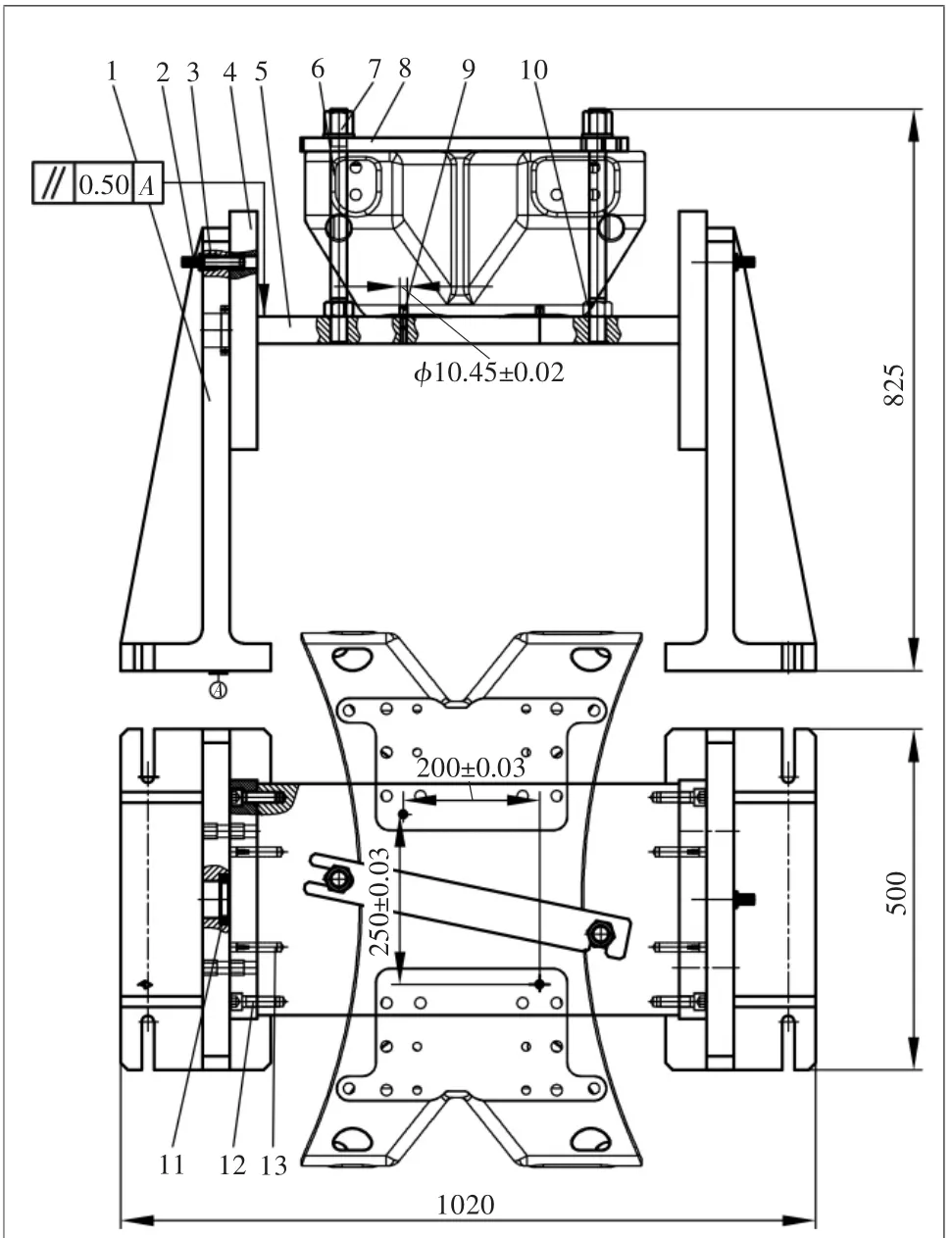
图2 加工反面沉台旋转工装的结构示意图
2)加工反面沉台刀具改进。改善前,加工两种型号的孔,有两种型号的刀杆,需要来回换夹持刀杆。把刀杆穿入工件后,从下面安装上相应的刀具,用铁丝从刀杆直径的中间穿过,以防止刀具下滑跌落,加工完拔掉铁丝取下刀具。步骤比较繁琐,需要两人操作,并且沉台的加工质量不稳定。
改善后,在刀杆上做了一个变径套,加工φ(36±0.3)mm的沉台时,用一个活动插销固定在细的刀杆上,加工φ(28±0.3)mm沉台时取下变径套,这样省去了来回换刀杆的时间,刀具和刀杆或变径套配合依靠卡槽,刀具穿入刀杆逆时针旋转,刀具锁死,加工完成后顺时针旋转刀具下落,加快了装卸刀的时间,一人操作即可,方便快捷,加工出的沉台质量很稳定,改善前后对比如图3所示。
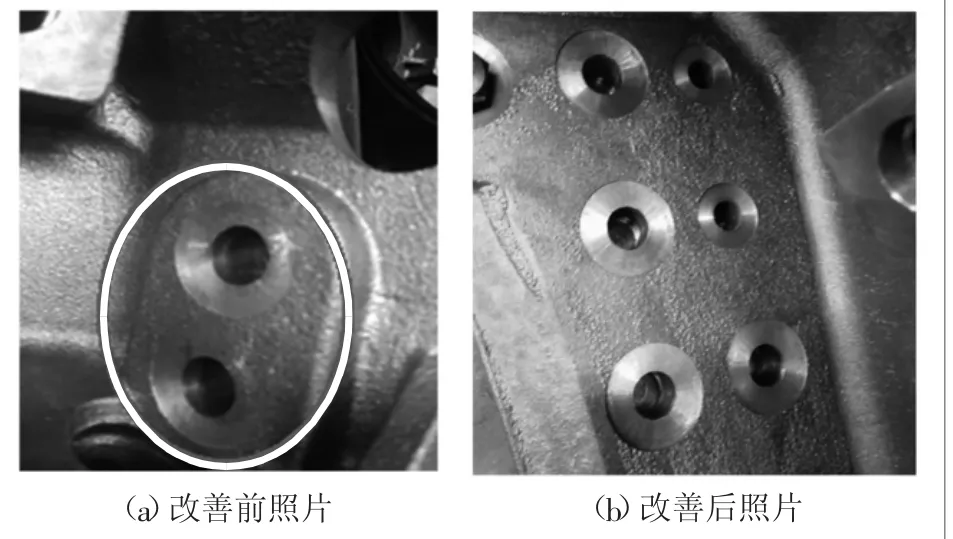
图3 改善前后的锪平沉台对比图
3)加工反面沉台旋转工装工作过程。把工件如图2所示安装在工装定位板上,用压紧组合机构压紧压板,启动摇臂钻按钮,旋转手轮使刀杆对准锪台孔,摇动上下推杆使刀杆下行,双手松开手轮和推杆,从下面逆时针旋转把刀具锁紧,转动开始推杆和上行推杆对零件进行锪沉台加工,零件加工完成后,按下停止推杆,待刀具完全停止转动后,顺时针旋转卸下刀具,推动自动上下行推杆,使刀杆退出工件,安装和松开刀时禁止身体的任何一部分接触手轮、推杆或开关,以免造成人身伤害。待这一加工面上的沉台完全锪完,拔出快速插销,工装定位板和工件及圆盘在重力的作用下旋转90°,待整个机构静止后,插上快速插销,再重复进行上面的锪沉台步骤,直到4个平面上的沉台都加工完成,整个沉台加工过程完成。
2 工装设计制造难点及解决办法
在工装设计制造和使用的过程中均要保证工件加工的稳定性和精度,难点和解决方法如下:
1)设计制造难点。a.工作环境存在很多铁销;b.除了两侧支撑弯板,其余的工装部分和工件质量约200 kg都是靠轴承和支撑圆盘芯轴与支撑弯板的孔配合支撑。要考虑轴承的选择及支撑圆盘芯轴与支撑弯板的孔配合的间隙,使工装可自由转动。
解决办法:查阅文献[1]选择合适的带防尘盖深沟球轴承,查阅文献[2]选择合适的定位销及定位插销,并根据使用要求选择支撑圆盘芯轴与支撑弯板的孔进行小间隙配合。
2)制作难点。两侧弯板加工的φ72H7定位孔和底面的距离尺寸公差为±0.05 mm,弯板的侧面和底面垂直度为0.03 mm,要求加工出来工装支撑板安装后和底面的平行度为0.5 mm,如图4所示。
3)安装和使用难点:a.工装轴承的安装。轴承的安装需调整合理的间隙,使整个工装能自由地旋转,防止热胀冷缩后工装不能自由旋转。b.工装使用时,需要360°旋转。旋转直径为530 mm,而摇臂钻的行程只有420 mm,所以工装不能直接安装在摇臂钻的工作台上。
解决办法:1)工装两端均选用深沟球轴承,两轴承的外圈均靠端盖做轴向固定,在外圈和端盖之间放置调整垫片,并保证有0.25~0.50 mm的轴向间隙,以补偿轴的热伸长量。2)把摇臂钻的工作台去掉,找平地面,把工装直接安装在地上,用膨胀螺栓固定,防止工装受力时晃动,影响定位精度。安装调试后用百分表对工件的定位精度进行确认和验证,保证工件的装夹精度,进而保证工件的加工精度和质量的稳定性。

图4 加工弯板支撑示意图
3 使用工装前后对比
针对本公司加工铸造横梁沉台来说,利用轴承旋转原理来设计加工反面沉台旋转工装,再插上快速定位的插销可以精准地调控定位台角度。此加工反面沉台旋转工装,只需一次装夹,加工完一面后旋转设定角度,再插上快速定位的插销,就可以重新定位,转向第二个面加工,可以节约时间,降低劳动强度。改善前,由普通的工作台压紧工件,采用普通的刀具加工,加工一个产品需装夹4次,两个人操作,劳动强度大,效率低,质量不稳定,引起客户不满。改进后,采用反面沉台旋转工装和改进的刀具,加工一个零件只需要1次装夹,一人可独立完成,现班产量13件,效率提升62.5%;锪台质量很稳定,不再出现锪偏的现象,如图3所示。
4 结语
该加工反面沉台旋转工装和改进刀具采用了立式加工中心机床上立加四轴旋转的原理和数控机床上刀具的装夹原理,并根据实际使用情况进行了简化,结构简单,作业效率高,避免了现有技术中人工作业带来的劳动强度大、锪沉台偏、锪不到、效率低等问题。该工装和刀具已经获得国家专利[3-4],有很好的推广和实用价值,广泛的推广应用将会产生良好的经济效益和社会效益。
猜你喜欢
中国设备工程(2020年18期)2020-09-22
山东冶金(2018年6期)2019-01-28
制造技术与机床(2018年12期)2018-12-23
设备管理与维修(2018年15期)2018-11-08
设备管理与维修(2018年8期)2018-08-13
制造技术与机床(2017年4期)2017-06-22
制造技术与机床(2017年4期)2017-06-22
中国核电(2017年1期)2017-05-17
组合机床与自动化加工技术(2014年12期)2014-03-01
装备制造技术(2012年4期)2012-02-20