一种基于工艺知识的航空螺纹数据库建设
2021-06-17 02:50:38王永鹏丁东旭南博儒石晓飞
新技术新工艺 2021年5期
王永鹏,丁东旭,南博儒,石晓飞,徐 伟
(航空工业庆安集团有限公司,陕西 西安 710077)
1 常用航空内螺纹特征及工艺设计流程
螺纹联接方式在航空产品中应用广泛,螺纹种类较多,按照螺纹标准,常用的内螺纹有如下几种类型(见表1),分别为公制普通螺纹、公制丝套螺纹、英制普通螺纹和英制丝套螺纹。
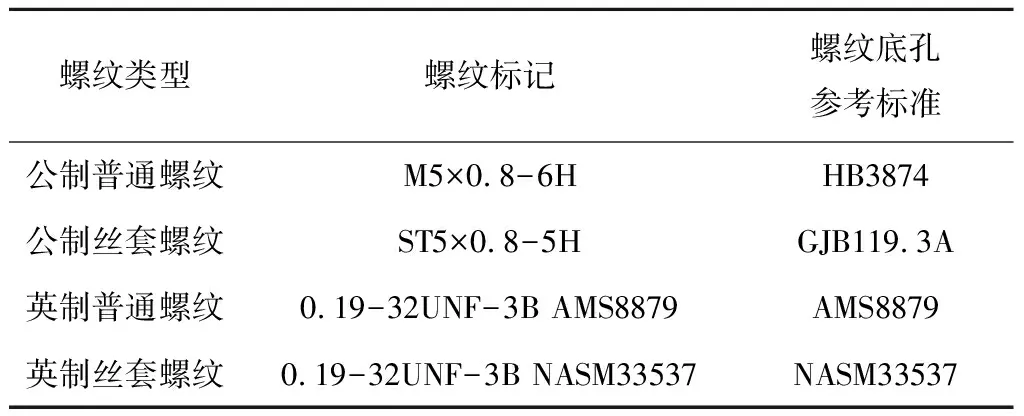
表1 常用航空内螺纹特征及参照标准
随着工艺知识的积累和升级,内螺纹特征的加工方法逐渐趋于成熟和稳定,以切制内螺纹特征为研究对象,在策划内螺纹加工的工艺过程如图1所示,为保证内螺纹的工艺稳定性,一般先采用钻头将螺纹底孔加工到尺寸,然后用螺纹铣刀将螺纹加工到尺寸,在采用该加工过程时,首先工艺人员参照螺纹标准查询螺纹底孔直径,然后根据螺纹底孔直径和工件材料选择满足要求的钻头,根据螺纹底孔直径、螺距和工件材料等特性选择满足加工的螺纹铣刀,根据螺纹标记选取合适的螺纹底孔塞规和螺纹塞规,最后将内螺纹加工所需的工艺要素填写到工艺卡片中。

图1 螺纹特征的工艺设计流程
2 航空内螺纹特征加工的知识需求
从航空内螺纹的工艺设计过程可以看出,工艺人员在工艺设计过程中需掌握如下知识。
1)螺纹标准知识:主要来源于标准规范,用来根据螺纹标记获取螺纹的详细参数,如螺纹底孔直径、螺纹大径等。
2)刀具规格选型知识:主要来源于各供应商样本,描述了各实例化刀具的规格信息,如钻头的直径、刃长等。
3)刀具加工知识:主要来源于各供应商样本(规范了各种刀具的加工的工件材质)和工艺加工经验(选用刀具的工艺经验、满足要求刀具集合的优选级排序等)。
4)企业标准知识:刀具的企业编码信息,优选刀具信息等。
3 内螺纹特征工艺知识管理实施过程
基于知识管理的数据、信息、知识的实施步骤[1-6],以航空内螺纹为研究对象,以设计图样的螺纹标记为需求,通过数据库获取加工内螺纹特征所需的刀具要素。
3.1 建立内螺纹加工相关资源数据库
根据内螺纹特征工艺设计过程中所用到知识进行数据库表格设计,数据表包含普通螺纹底孔基本尺寸表、普通螺纹底孔极限偏差表、丝套螺纹底孔基本尺寸及极限偏差表、钻头表、螺纹铣刀表。
普通螺纹底孔基本尺寸表和极限偏差表参照标准HB 3874—1986,为了便于数据管理和查询,将标准规定的《切制内螺纹工艺底孔直径及偏差表》[7]分解为表2和表3所示的基本尺寸表和极限偏差表。

表2 基本尺寸表(dimension)

表3 极限偏差表(tolerance)
基本尺寸表中,公差等级用A、B表示,A为4H、4H5H、5H、5H6H、6H、7H中任一公差等级,B为5G、6G、7G中任一公差等级。极限偏差表中,公差等级用1、2、3、4表示,其中1代表4H,2代表4H5H、5H、5G中任一公差等级,依次类推。工艺人员在输入螺纹公差等级后,系统通过编码转换成对应的公差等级。
钻头表及螺纹铣刀表(见图2)设计主要通过ERP系统和样本数据,钻头表由企业编码、刀具名称、刀具型号、规格描述、直径、刃长、钻尖角、总长、被加工工件材料、是否优选、内冷通道等字段组成;螺纹铣刀表由企业编码、刀具名称、刀具型号、规格描述、直径、螺距、刃长、被加工材料等字段组成。

图2 钻头及螺纹铣刀表结构
3.2 航空内螺纹特征加工的逻辑结构
实施过程将与螺纹特征制造相关的各类信息以设计信息为源头向下游拓展和延伸,彼此之间相互关联,确定各个环节所需的关键信息,明确各个对象包含的属性和方法以及对象之间的关联关系,建立内螺纹特征加工的信息模型(见图3)。
1)首先将设计图样中定义的螺纹标记及引用标准作为系统输入,通过输入的螺纹公称直径、螺距及公差等级和材料系列等参数,在内螺纹底孔基本尺寸和极限偏差数据表中查询,得到内螺纹的底孔直径和极限偏差。如M3×0.5-6H,材料系列Ⅰ得到的基本尺寸为φ2.5 mm,极限偏差为0.1 mm,则螺纹底孔直径为φ2.5+0.1mm。
2)其次将螺纹底孔直径的基本尺寸和极限偏差以及设计图样中要求的底孔深度和零件材料作为输入,在钻头数据表中查询,得到满足螺纹底孔直径的钻头,底孔钻头的查询条件:需满足钻头直径在底孔直径的基本尺寸和极限偏差之内,钻头直径刃长大于等于螺纹底孔深度,钻头材质或涂层满足工件材料的加工要求:
(1)

图3 航空内螺纹工艺知识框架
式中,Ddimension是螺纹底孔的基本尺寸;Ddrill是钻头直径;Dtolerance是螺纹底孔的极限偏差;K是经验值,即满足螺纹底孔长偏差所留有的余度;Ap是钻头刃长;Lthread是螺纹底孔深度;mpart是工件材料;Mtool是钻头所能加工的材料的集合,一般按照ISO513材料分组标记,如P、M、S、N、K等[8]。
底孔钻头的排序方式:a.按照钻头直径与螺纹底孔直径中差(Dm)的绝对值升序,即在排序时优先选择钻头直径接近底孔直径中差的钻头;b.按照钻头刃长升序,即在满足螺纹深度要求下,排序时优先选择钻头刃长最短的钻头。查询语句如下:
select * from drilltool WHERE ( dc between ? and ? and ap >= ? and pmat like ? and priority = ? ) order by ABS(dc-Dm),ap ASC
螺纹底孔直径中差Dm计算式:
Dm=Ddimension+Dtolerance/2
(2)
3)然后将螺纹底孔直径的基本尺寸Ddimension、设计图样中要求螺距p、螺纹深度l和工件材料mpart作为输入,在螺纹铣刀数据表中查询满足要求的螺纹铣刀,并按螺纹铣刀直径倒序及螺纹铣刀刃长升序排序。查询语句如下:
Select * from threadmill WHERE ( dc < ? and p = ? and apmax >= ? ) order by dc DESC, apmax ASC
另外通过拼接字符串,在前端给出螺纹底孔塞规的规范写法:如公制普通螺纹底孔塞规为0228/M3×0.5-H-Ⅰ T 0228/M3×0.5-6H-Ⅰ Z;螺纹塞规为0420/M3×0.5-6H T 0420/M3×0.5-6H Z。
4)最后将螺纹底孔信息、刀具信息、量具信息在视图层展示。
4 内螺纹加工知识系统的实现
内螺纹加工知识系统采用B/S架构,B/S是Brower/Server的缩写,客户机上只要安装一个浏览器(Browser),服务器安装Oracle、Mysql或SQL Server等数据库。浏览器通过WebServer同数据库进行数据交互[9]。系统采用J2EE开发,基于SSM(Spring+SpringMVC+Mybatis)框架,数据库选用Mysql,采用模型层、视图层、控制层三层架构,用户将设计图样要求的螺纹标记输入,控制层将数据处理并调用各数据模块查询,将查询结果予以json数据保存,转发至视图层展示。
5 内螺纹加工知识系统的应用
进入系统之后,根据设计图样中螺纹标记和引用标准选择螺纹类型输入螺纹参数。以向导式的方法即可获得螺纹加工所需的螺纹底孔、刀具、量具等所有工艺要素。螺纹底孔直径及量具查询界面如图4所示。
在向导式页面还链接了螺纹规范、刀具样本以及CAM软件的刀具库文件等,方便工艺人员在规划螺纹加工的工艺过程中可查阅规范、样本等详细信息。钻头及螺纹铣刀列表如图5所示。

图5 钻头及螺纹铣刀列表
6 结语
通过对航空产品用内螺纹的加工知识进行梳理,将标准化的螺纹知识和刀具选型知识整理成结构化数据,通过信息化手段实现根据设计给出的螺纹标记和引用标准,通过向导的方式实现螺纹加工知识的推送。
猜你喜欢
装备制造技术(2021年2期)2021-07-21 05:38:22
模具制造(2019年10期)2020-01-06 09:13:08
制造技术与机床(2019年8期)2019-09-03 01:14:28
经济技术协作信息(2018年11期)2019-01-14 03:07:22
四川水力发电(2018年4期)2018-03-25 14:04:35
制造技术与机床(2017年11期)2017-12-18 06:46:44
制造技术与机床(2017年3期)2017-06-23 08:11:47
三峡大学学报(自然科学版)(2017年1期)2017-03-20 15:30:16
金属加工(冷加工)(2014年21期)2014-12-02 01:35:40
河南科技(2014年23期)2014-02-27 14:18:56