超声C扫描表征钎焊质量的方法
2021-06-09 07:02齐岳峰张国清阮磊黄晓猛于文波
焊接 2021年3期
齐岳峰, 张国清, 阮磊, 黄晓猛, 于文波
(1.北京有色金属与稀土应用研究所,北京 100012;2.北京市电子信息用新型钎焊材料工程技术研究中心,北京 100012;3.北京运载火箭技术研究院,北京 100076)
0 前言
钎焊在工业上被定义为采用比母材熔化温度低的钎料,操作温度采用低于母材固相温度而高于钎料液相温度的一种焊接技术[1]。随着工业发展,钎焊应用越来越广泛。
钎焊质量受诸多因素影响。化学性质较为活泼的母材,如铝,对氧的亲和力极强,表面极易形成一层致密的氧化膜[2-3],阻碍了母材和钎料之间的原子扩散,使得润湿性大大降低[4-5]。在工艺方面,若钎焊用钎料的熔点与母材熔点相差不大,钎焊时母材晶粒很容易长大[6],或造成母材的过量溶解形成溶蚀缺陷[7]。总之,工件表面状况、钎缝间隙大小、加热工艺、钎料钎剂等诸多因素影响钎焊的焊接质量[8]。因此,需要探究一种针对钎焊焊接质量的检测方法,确保可对钎焊接头进行质量监控与量化比较,还可依此验证工艺。
传统物理检测方法通常采用制作钎焊接头试样,用以进行剪切试验或金相试验来评价钎焊工艺、推断焊接质量。这类方法属于破坏性试验,效率低,检测结果无法显示成品的焊接情况。因而,实际中更需要利用无损检测的方法直接检测钎焊后成品。
超声波探伤厚度范围宽,可用于金属及非金属的探伤,是最为适合的无损检测方法[9]。近些年,在传统超声波探伤手段上发展得到的水浸超声C扫描方法,通过使用聚焦探头与计算机控制,较传统超声探伤在检测灵敏度、分辨率和自动化程度方面均大幅提高[10-11], 图像显示直观清晰, 数据存储与调用快捷可靠,计算机软件还可统计钎着率这一指标,量化超声检测结果。
文中利用超声C扫描的检测原理与特点,设计一种可量化表征出钎焊接头质量的方法,实现包括平面、管状与多层结构的试样的钎焊层质量的无损评价。
1 试验部分
1.1 试验设备与方法
文中试验使用一套国产C扫描系统,型号为C-SCAN-ARS。
试验依照YS/T 837—2012《溅射靶材-背板结合质量超声波检验方法》进行。
1.2 试验原理
水浸超声检测的原理是将探头和试件全部浸于水中,以水作为耦合剂,超声波通过水进入试件进行检测的技术[12-13]。
C扫描显示的是被测样品横向截面的情况。计算机软件通过采集个扫描电的回波高度信号,以不同颜色作为标识显示,生成C扫描图像。通过图像,可直观看到超声波信号出现明显增强或衰减的区域,进而可以针对相应区域分析对应的A扫描波形,以判断钎焊层质量。
1.3 参数设置
1.3.1比对试块
YS/T 837—2012中规定了平面靶材检测背板结合质量所用的比对试块形状与规格,如图1所示。其中:A为靶材厚度;B为背板厚度。平底孔需按照GJB 1580A和GB/T 11259对孔进行清洗、检测和封堵。靶材也是一种钎焊制品,可推广至其它类似结构的平面钎焊接头超声检测。
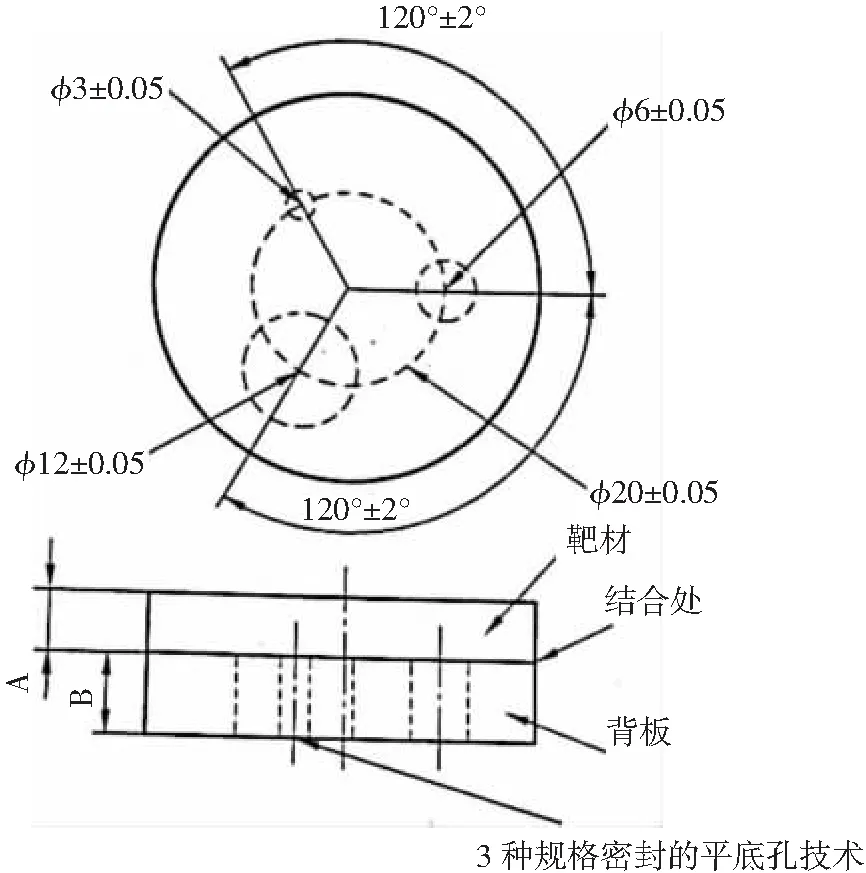
图1 平面试样比对试块
对于管状试样,如类似旋转靶材,直径较大管内套直径较小管材,中间为钎焊层的结构,借鉴不锈钢薄壁管的试块设计[14],如图2所示,作为比对试块。
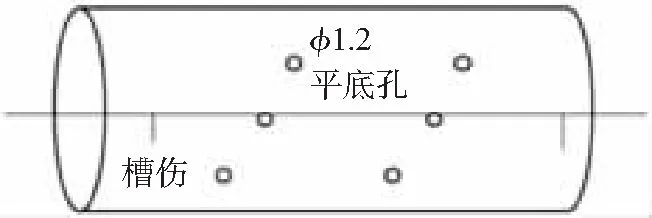
图2 平面试样比对试块
比对试块采用与被检工件具有相同表面状态、相同厚度和相同材质的材料制备,人工缺陷外再无其他任何缺陷。
1.3.2探头选择
探头采用圆形单晶纵波液浸式点聚焦探头。探头晶片尺寸依据试样大小选择,通常探头直径为6~25 mm。钎着率检测的试样,厚度均不大。钎焊用母材均是经过压力加工后,组织性能均匀,晶粒尺寸并不粗大。因此,探头频率的选用并不会对检测结果造成影响。通过比较,5 MHz与10 MHz探头所显示的A扫曲线并无差别,且C扫结果一致。文中试验选用探头频率5 MHz。
检测过程中,工作距离不大,同时,由于钎焊层很薄,焦柱长度很小就能满足检测要求。因此在保证满足焦点位置的前提下,应优先选用较小焦距的聚焦探头。
管状试样也可使用线聚焦探头。线聚焦探头较点聚焦探头扫查速度更快,但其对较小尺寸缺陷不敏感[15],因此为了保证扫查结果的精度,管状试样依然选用点聚焦探头。
1.3.3水距设置
试验所使用的耦合剂为水。探头浸入水中后,调节聚焦探头到试样表面的距离,保证焦点位于钎焊层。调节原则依据式(1)。
(1)
式中:H为探头到试样表面水距;F为探头在水中焦距;h为被检钎焊层到试样表面距离;C1为水的声速;C2为母材(超声波入射面)声速。
1.3.4扫查方式
板状试样使用x-y扫查方式,即从试样一端沿x方向扫查至另一端,沿y方向步进一个单位,再从试样一端沿x方向扫查至另一端,以此得到xy面的C扫图像。
管状试样使用R-x扫查方式,探头处于最大直径处,也就是反射波高最高处,试样旋转一周后,探头沿x方向步进一单位,得到C扫图像。
1.3.5扫查灵敏度调节
使用选好的探头与水距扫查比对试块,调节增益。选择无缺陷区域,调节增益,使钎焊层的反射波高在满屏幕50%左右,继而扫查整个试块表面,得出其界面反射波的最低值和最高值。通过界面波的最高值调节增益,最终使最高点增盈为满屏幕80%,此增益值即为基准灵敏度,同时也是扫查灵敏度。
设置最大扫描速度,能够保证对对比试块完成清晰C扫描成像的。扫描速度易与步进距离设置相同,即可保证图像清晰,同时不会影响检测效率。
最大步进距离采用6 dB法确定。即在平底孔回波波幅达到最高时,沿直线分别向平底孔两侧移动探头,记录到达平底孔回波波幅降低到最高波幅的50%时的2个距离,这两个距离之和的二分之一就是允许的最大扫描步进。扫查步进不宜设置太大,以免漏检。设置过小会造成效率低下,且影响数据采集。通常可根据探头尺寸结合最大步进距离设定扫描间距。经过试块调节,试样的扫描速度与扫描间距均设为0.5 mm。
2 结果与讨论
2.1 钎着率
以比对试块所调节灵敏度为基准,根据使用要求,可定义钎焊层回波高度50%以下的区域为实际焊接面积,而整个焊接层面积为理论焊接面积,二者的比值即为钎着率,如式(2)所示。
(2)
式中:rb为钎着率(%);Ab为实际钎焊面积,单位mm2;Af为理论钎焊面积,单位mm2。
2.2 平面试样
使用调试后的参数扫查试样,可得到图3所示的C扫描图像。
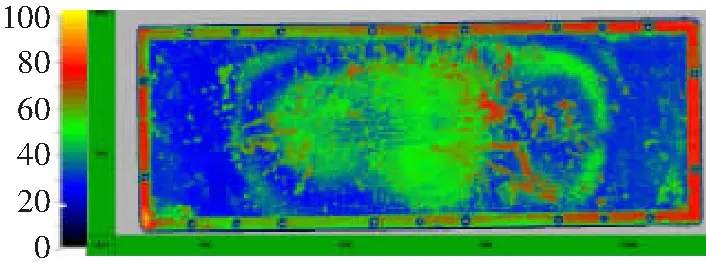
图3 平面试样C扫描图像
针对图像上不同颜色,可将探头移动至所需观察区域,通过A扫描曲线,联合分析。如图4所示,针对C扫描图像中的红色区域(A区域),观察其A扫描曲线,以判断此区域焊着率情况。
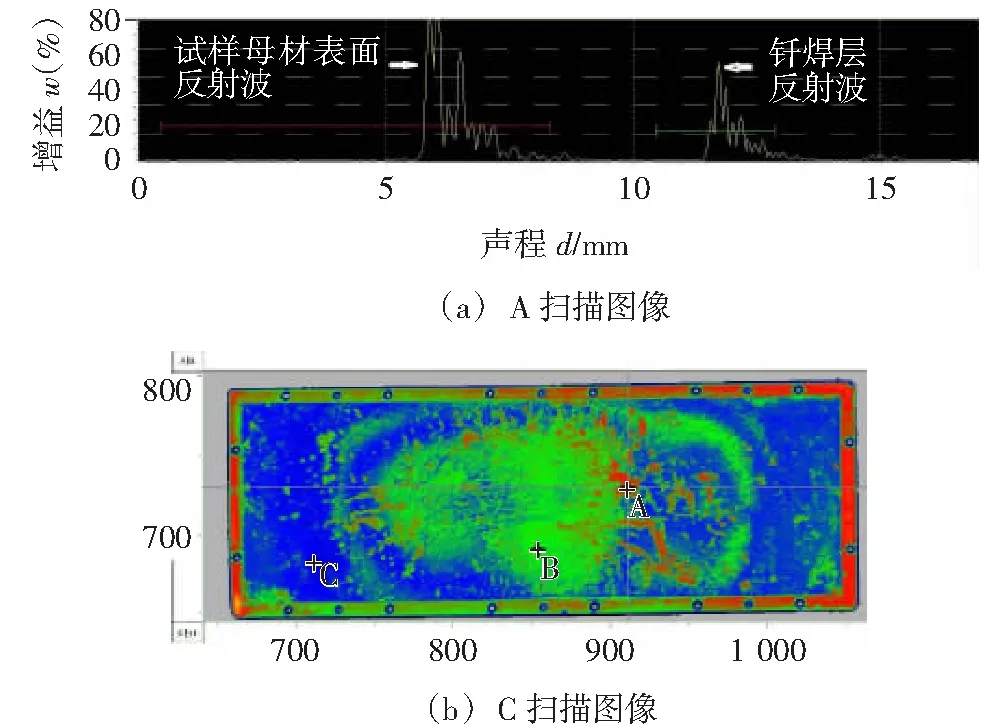
图4 A扫曲线与C扫图像联合观察
超声波垂直与钎焊层入射,当接触到试样母材表面时,部分超声信号反射回探头,出现第一个反射回波。剩余超声信号穿透母材接触到钎焊层,出现第二个反射回波。钎焊层反射波反映钎焊层的连接质量,反射波波峰越高,表明此处钎焊层结合质量越差。图4中不同颜色代表钎焊层不同反射回波高度。如A点为代表的红色区域,反射回波高度接近80%,表明其位置存在严重缺陷。以此方法可分析C扫描图像中的不同区域,判断对应区域钎焊层连接质量。
对图4中A,B,C 3个区域分别切取、制备金相样品,观察钎焊层微观组织形貌,结果如图5所示。
图5中A区域(红色区域)存在气孔等钎焊严重缺陷,母材在此区域为未结合状态;C区域(蓝色区域)为焊接良好区域;B区域(绿色区域)的钎焊层回波高度介于红色与蓝色区域之间,通过金相观察,其未显现如红色区域的加大孔洞缺陷,而与蓝色区域较为接近,对该区域进行能谱面扫面分析,结果如图6所示。
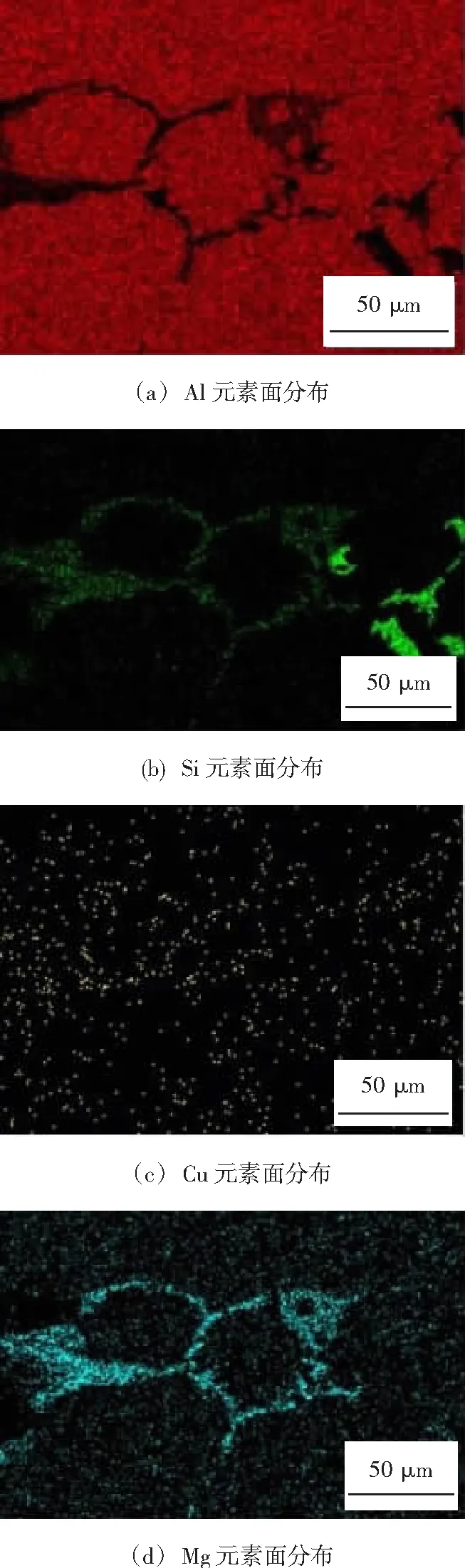
图6 能谱面扫描分析
图6中可见,B区域钎焊层中,存在着某些元素的聚集现象,聚集元素形成的化合物夹杂在钎焊层中,同样会影响焊接强度,但其对钎焊成品的使用性能远小于未结合造成的影响,因此应根据具体使用情况决定其可接受程度。
依靠软件,分别统计出Ab与Af,根据式(2),可计算出相应的钎着率。
2.3 管状试样
管状试样的C扫图像是沿管轴向切开,上半部分向上展开,下半部分向下展开得到,如图7所示。

图7 管状试样C扫描图像
管状试样的钎焊层较厚,A扫曲线与板状试样不同,取D点垂直入射钎焊层的超声信号,如图8所示。
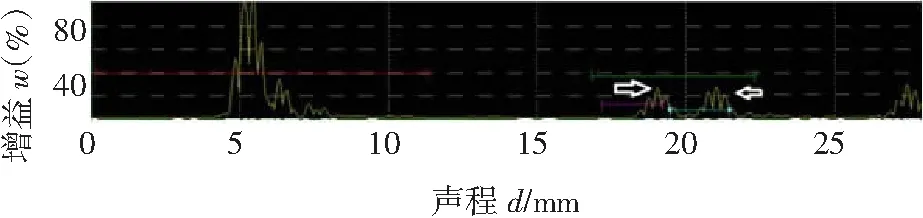
图8 区域D处A扫曲线
图8中可见,管状试样的钎焊层反射回波会有2个,分别为外层母材与钎料回波及内层母材与钎料回波。可分别采集2个回波变化或合并采集分析。
其分析方法与平面试样相同。同样可以通过计算钎着率实现检测结果量化。
2.4 多层试样
结构焊接件如图9所示,为铝合金基体中埋有铜管,铜管下部与铝合金钎焊连接,超声扫查要经过铜管上下壁与铝合金。使用相同参数调节方法,利用底波成像,可以对具有多个钎焊层的工件一次性扫查成像,并能够观察到焊接接头的情况,可直观的合并观察,C扫描结果如图10所示。

图9 多层试件结构示意图
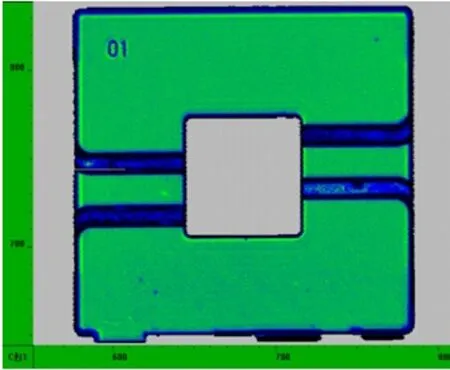
图10 多层试件C扫描结果
图10中,由于使用了底波成像,因此C扫描图像的分析与之前相反。绿色回波高度作为基准,若钎焊层存在缺陷,在底波上会反映为下降而非升高,C扫描图像则会反映为图中所见的蓝色点状区域。钎着率的计算也要改为回波高度小于50%的区域定义为实际焊接面积。
图11为多层、复杂钎焊工件的结构示意图。由于分层过多,各层都会出现信号衰减,同时上层管路或流道可能会阻碍下层钎焊层的成像,因此不能简单的使用底波成像,否则会对表征结果的准确性造成很大影响。多层工件需逐层扫描成像,C扫描结果如图12所示。

图11 复杂结构试件结构示意图

图12 复杂结构试件C扫描结果
3 结论
(1)超声C扫描可全面、直观的表征钎焊质量,且对多种规格制品适用。
(2)引入钎着率作为评价指标,直观且实现了钎焊层量化比较。
(3)合理选用比对试块调节检测参数,保证了钎焊接头超声检测结果具有可靠性。
(4)相应方法可推广至类似结构的钎焊层质量检测。
猜你喜欢
消费电子(2022年5期)2022-08-15
中国药学药品知识仓库(2022年8期)2022-05-09
电子乐园·上旬刊(2022年5期)2022-04-09
兰州理工大学学报(2022年1期)2022-03-05
今日健康(2021年1期)2021-03-17
宝藏(2021年11期)2021-01-01
无损检测(2020年7期)2020-08-04
科技视界(2020年19期)2020-07-30
表面工程与再制造(2019年1期)2019-05-11
科技视界(2014年4期)2014-12-26