
w(Ti+B4C+C)/w(Ni60A)对等离子熔覆镍基复合涂层结构与性能的影响
2021-06-08 05:58薛春旭江少群王泽华周泽华
机械工程材料 2021年5期
薛春旭,江少群,2,王 刚,王泽华,周泽华
(1.河海大学力学与材料学院,南京 211100;2.南通河海大学海洋与近海工程研究院,南通 226019)
0 引 言
磨损是金属工程构件主要失效形式之一。为了减轻金属工程构件磨损带来的不良后果,在其表面沉积耐磨涂层是最常用的防护措施[1-2]。耐磨涂层对构件耐磨性能的提升效果与其制备技术、成分和结构密切相关。
在众多的涂层制备技术中,反应等离子熔覆具有效率高、成本低、适用范围广、操作简便以及涂层与基体可形成冶金结合等优点,在工程耐磨构件的制造和修复等领域具有良好的应用前景[3-6]。目前,反应等离子熔覆技术制备的耐磨涂层主要有铁基、镍基和钴基涂层等[7-9]。其中,镍基涂层因具有良好的耐磨耐蚀性、高温稳定性和润湿性而成为研究的热点。为了进一步提高镍基涂层的耐磨性和质量,研究者们常通过原位合成在涂层中引入不同种类和含量的陶瓷强化相,如TiC、TiB2、TiN、TiC+TiB2、TiB2+TiN等[10-12]。对比相关研究可发现,TiC+TiB2复合强化效果优于其相应的单相强化效果[13-14]。改变强化相的反应物种类、镍基黏结相的成分和含量会导致涂层物相组成以及强化相形成机制、分布形态和析出量等的差异,进而影响到涂层的质量和性能。然而,有关反应物种类及其配比对涂层性能影响的研究仍缺乏系统性,关于TiC+TiB2增强镍基合金涂层的研究很少涉及TiC与TiB2含量比对涂层结构和性能的影响。作者所在课题组在前期研究中发现,在以钛(Ti)粉、B4C粉、石墨(C)粉和Ni60A合金粉为反应物熔覆制备不同TiC和TiB2含量的镍基复合涂层时,含有石墨粉时的飞溅现象较无石墨粉时明显减轻,随着反应物中w(B4C)/w(C)(w为质量分数/%)的减小,涂层的连续性和平整度先变好后变差,当w(B4C)/w(C)为0.23…1时,涂层综合性能最优。在此基础上,作者在w(B4C)/w(C)为0.23…1,n(Ti)/n(B4C)(n为物质的量)为3…1,n(Ti)/n(C)为1…1条件下,通过改变w(Ti+B4C+C)/w(Ni60A),采用反应等离子熔覆技术在304不锈钢表面制备镍基复合涂层,研究了涂层的成形性、显微结构、硬度和耐磨性能。
1 试样制备与试验方法
1.1 试样制备
以304不锈钢为基体材料,其尺寸为60 mm×35 mm×8 mm。熔覆试验前,对基体材料进行喷砂处理,并将其置于无水乙醇中超声清洗10 min,取出吹干待用。制备涂层的原料包括Ni60A合金粉、钛粉、石墨粉和B4C粉,所有粉料的粒径均控制在45~106 μm范围内,Ni60A合金粉的化学成分见表1。

表1 Ni60A合金粉的化学成分(质量分数)
在熔覆过程中,钛和B4C、石墨会发生反应生成TiB2和TiC,理想反应式如下:
3Ti+B4C=2TiB2+TiC
(1)
Ti+C=TiC
(2)
根据式(1)和式(2),将n(Ti)/n(B4C)定为3…1,n(Ti)/n(C)定为1…1;根据前期研究,w(B4C)/w(C)取0.23…1;w(Ti+B4C+C)/w(Ni60A)分别设定为0…100,10…90,20…80,30…70。按照上述配比称取原料,机械搅拌使之混合均匀后,放入烘箱中于80 ℃保温2 h干燥。采用DML-V03BD型等离子熔覆机进行熔覆试验,熔覆工艺参数见表2,喷嘴与基体表面距离为10 mm,保护气体和送粉气体均为氩气,涂层厚度约为2 mm。为了使不同涂层均能与基体形成冶金结合且具有较好的宏观平整性和连续性,熔覆工艺参数在一定范围内进行了调整。

表2 反应等离子熔覆工艺参数
1.2 试验方法
采用Bruker D8 Advance型X射线衍射仪(XRD)对涂层相结构进行分析,采用铜靶。利用Regulus S-8820型扫描电子显微镜(SEM)观察涂层截面微观形貌,用附带的Horiba-EX250型能谱仪(EDS)进行微区成分分析。采用HXD-1000TMC/LCD型数字显微硬度计测定截面显微硬度,载荷为0.98 N,保载时间为15 s,从涂层表面向内部每隔100 μm取点测试,相同深度多次测试取平均值。采用UTM-2型摩擦磨损试验机进行球-盘往复式摩擦磨损试验,对磨件为直径10 mm的GCr15钢球,载荷10 N,滑动速度31.4 mm·s-1,行程5 mm,磨损时间10 min。采用Olympus OLS-4000型激光共聚焦显微镜测试磨痕轮廓截面面积,多次测试取平均值。使用Regulus S-8820型SEM观察表面磨痕形貌,用附带的EDS进行微区成分分析。
2 试验结果与讨论
2.1 表面宏观形貌与结合界面微观形貌
由图1可以看出,纯Ni60A合金涂层[w(Ti+B4C+C)/w(Ni60A)为0…100]的表面光滑平整且具有金属光泽,添加Ti+B4C+C所得镍基复合涂层的表面粗糙度增加,连续性和平整度相应下降。其中,当w(Ti+B4C+C)/w(Ni60A)为10…90,20…80时,复合涂层的连续性与平整度相对较好,为30…70时涂层的成形性较差。这主要是因为在熔覆过程中反应的剧烈程度和飞溅现象随w(Ti+B4C+C)/w(Ni60A)的增大而加重,熔池流动性随强化相析出量的增多而变差。

图1 不同w(Ti+B4C+C)/w(Ni60A)下熔覆涂层的宏观形貌
由图2可以看出,所有涂层与基体均呈冶金结合,且结合界面无明显孔洞等缺陷。

图2 不同w(Ti+B4C+C)/w(Ni60A)下熔覆涂层与基体结合处的SEM形貌
2.2 物相组成
由图3可以看出:纯Ni60A合金涂层主要由(Ni,Fe)、CrB、Cr2B和Cr3Si相组成,添加Ti+B4C+C制备的复合涂层则主要由(Ni,Fe)、CrB、TiC和Cr3Si相组成。结合衍射峰强度变化可知,添加Ti+B4C+C可以促进镍基合金中Cr2B向CrB的转变,随着w(Ti+B4C+C)/w(Ni60A)的增加,TiC、CrB强化相的析出总量有所增加,而Cr3Si析出量降低。在XRD谱中未发现Ti、B4C和C的衍射峰,表明在等离子熔覆过程中粉料之间的原位反应进行得较为彻底。
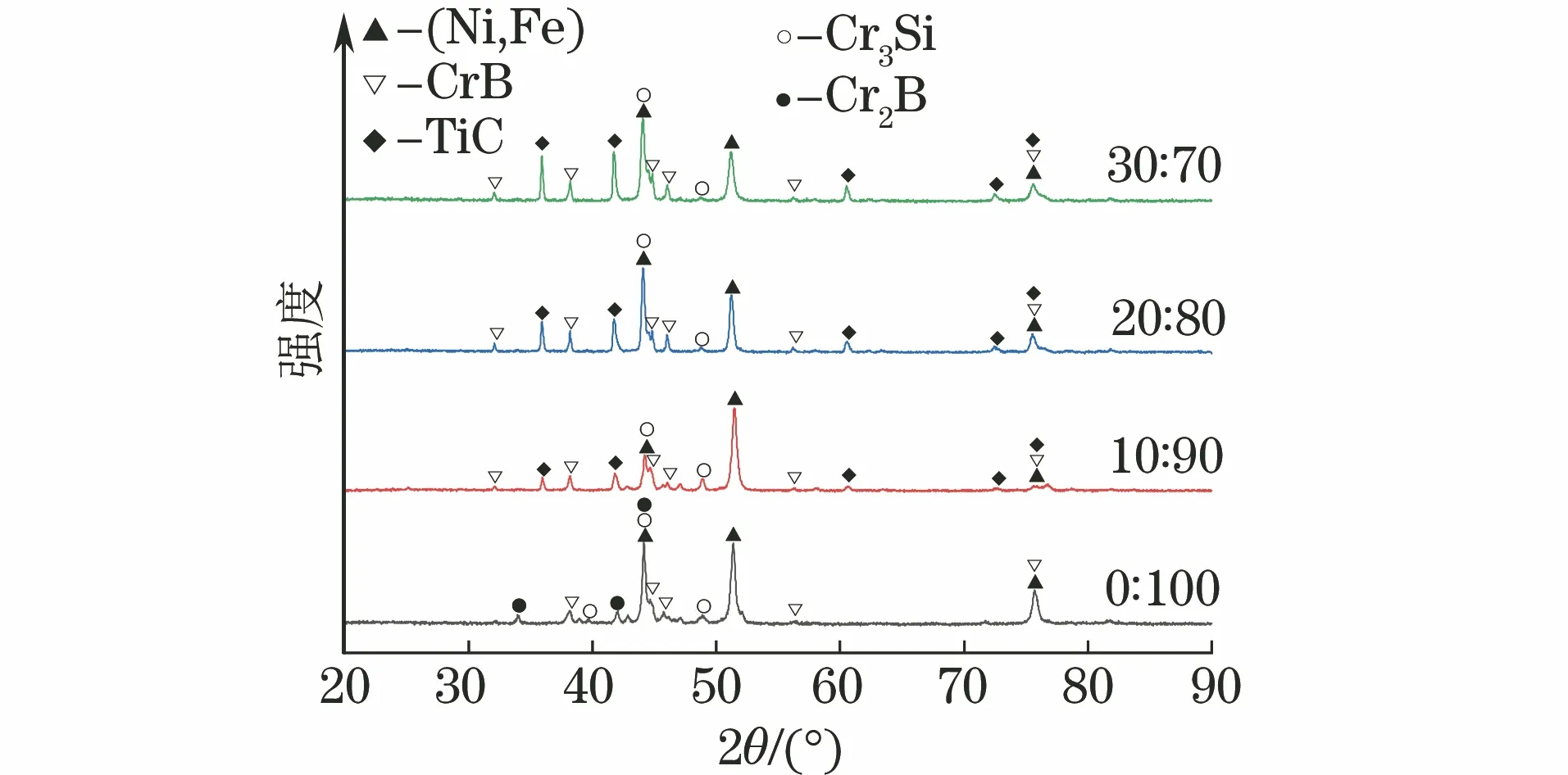
图3 不同w(Ti+B4C+C)/w(Ni60A)下熔覆涂层的XRD谱
2.3 显微组织
由图4可以看出:涂层的镍基合金基体相上均弥散分布着大量的强化析出相,其分布微观上有一定的不均匀性,显微组织沿层深方向具有梯度分布特征;纯Ni60A合金涂层中的析出相主要呈灰黑色细长条或细小的块状/棒状,在Ni60A合金粉中添加Ti+B4C+C后熔覆所得涂层中除出现以上形状的析出相外,还出现了细小的黑色颗粒物。由表3可知:涂层中灰黑色细长条相(图4中1区和4区)主要富集铬、硼、铁元素,并含有少量碳、镍等元素;而灰黑色细小块状/棒状析出相(图4中2区、6区、8区)主要由铬和硼元素组成,铬硼原子比约为1;细小的黑色颗粒物(图4中3区、5区、7区)则主要由钛和碳元素组成,两者质量占比超过95%,钛碳原子比约为1。由此可以推断,铬的硼化物主要呈灰黑色细长条或细小的块状/棒状,TiC主要为细小的黑色颗粒状。析出相中出现的其他非组成元素,可能是由于EDS所测区域较小或较薄,造成部分信号来自于测试区周边或者不锈钢基体。
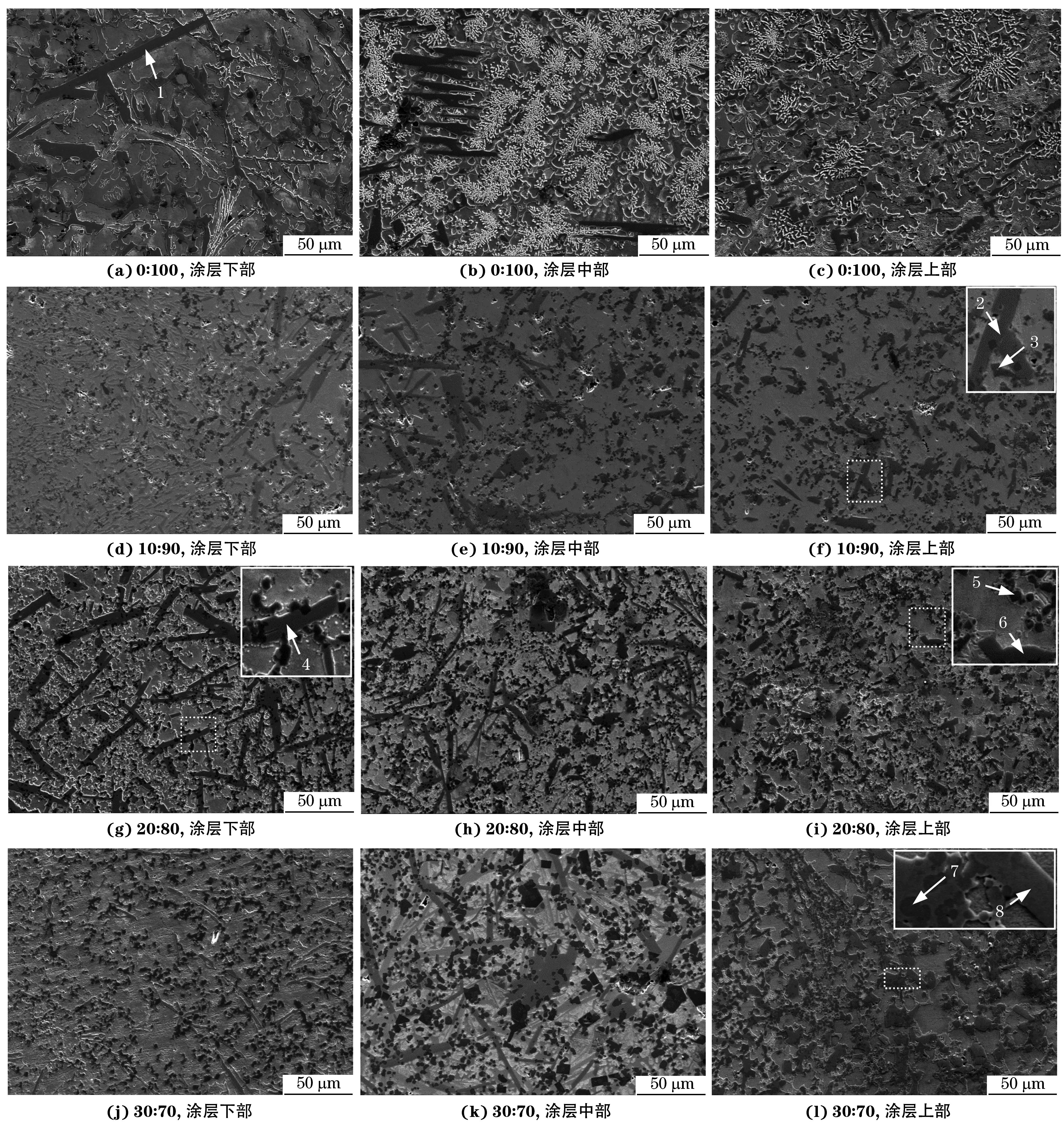
图4 不同w(Ti+B4C+C)/w(Ni60A)下熔覆涂层横截面微观形貌
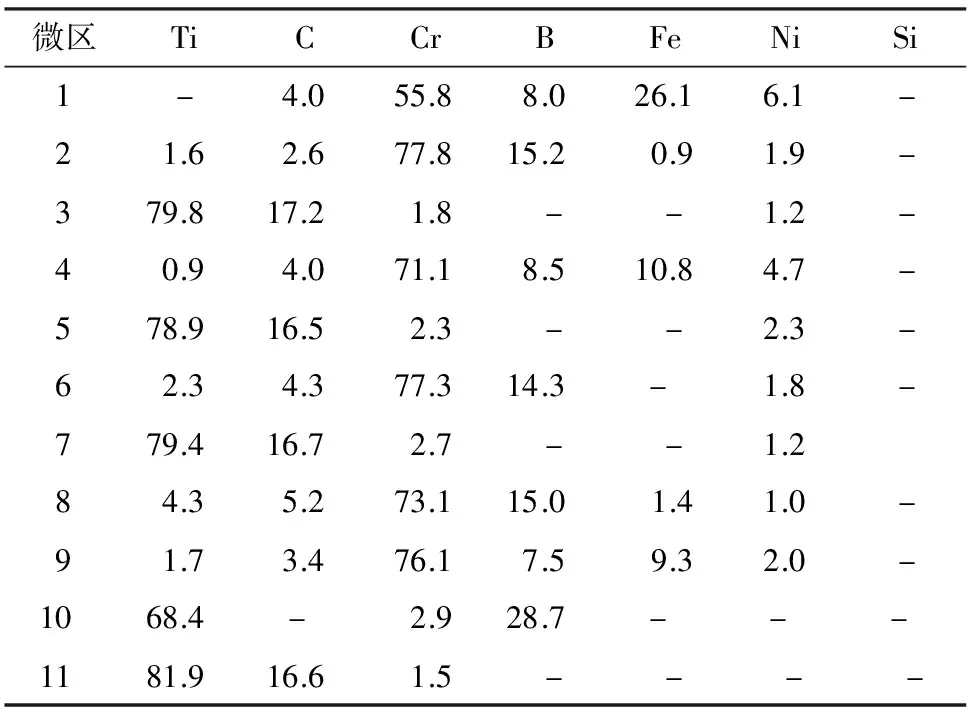
表3 不同w(Ti+B4C+C)/w(Ni60A)下熔覆涂层不同位置的EDS分析结果(质量分数)
由图4还可以看出:在涂层中部及以下区域,铬硼化物主要以灰黑色细长条形态存在,而在涂层上部则主要呈细小的块状/棒状,这主要是由于涂层上部散热较快,铬硼化物生长时间较短;TiC颗粒在涂层中的分布相对较为均匀,其大小随层深变化不明显;随着w(Ti+B4C+C)/w(Ni60A)增加,涂层中TiC析出量逐渐增多,而铬硼化物析出量先增加,但当w(Ti+B4C+C)/w(Ni60A)为30…70时,铬硼化物析出受到抑制。这一现象在XRD谱中也有所体现,即w(Ti+B4C+C)/w(Ni60A)为20…80和30…70时CrB的衍射峰强度基本相当。推测是因为:一方面虽然Ti+B4C+C含量的增加使得硼含量增加,但来自于Ni60A合金粉的铬含量因铬硼反应而减少,因此CrB的形成量受到影响;另一方面,由图5结合表3可知,当w(Ti+B4C+C)/w(Ni60A)为30…70时涂层下部存在少量钛硼化物,钛硼化物的形成必然会抑制CrB析出。
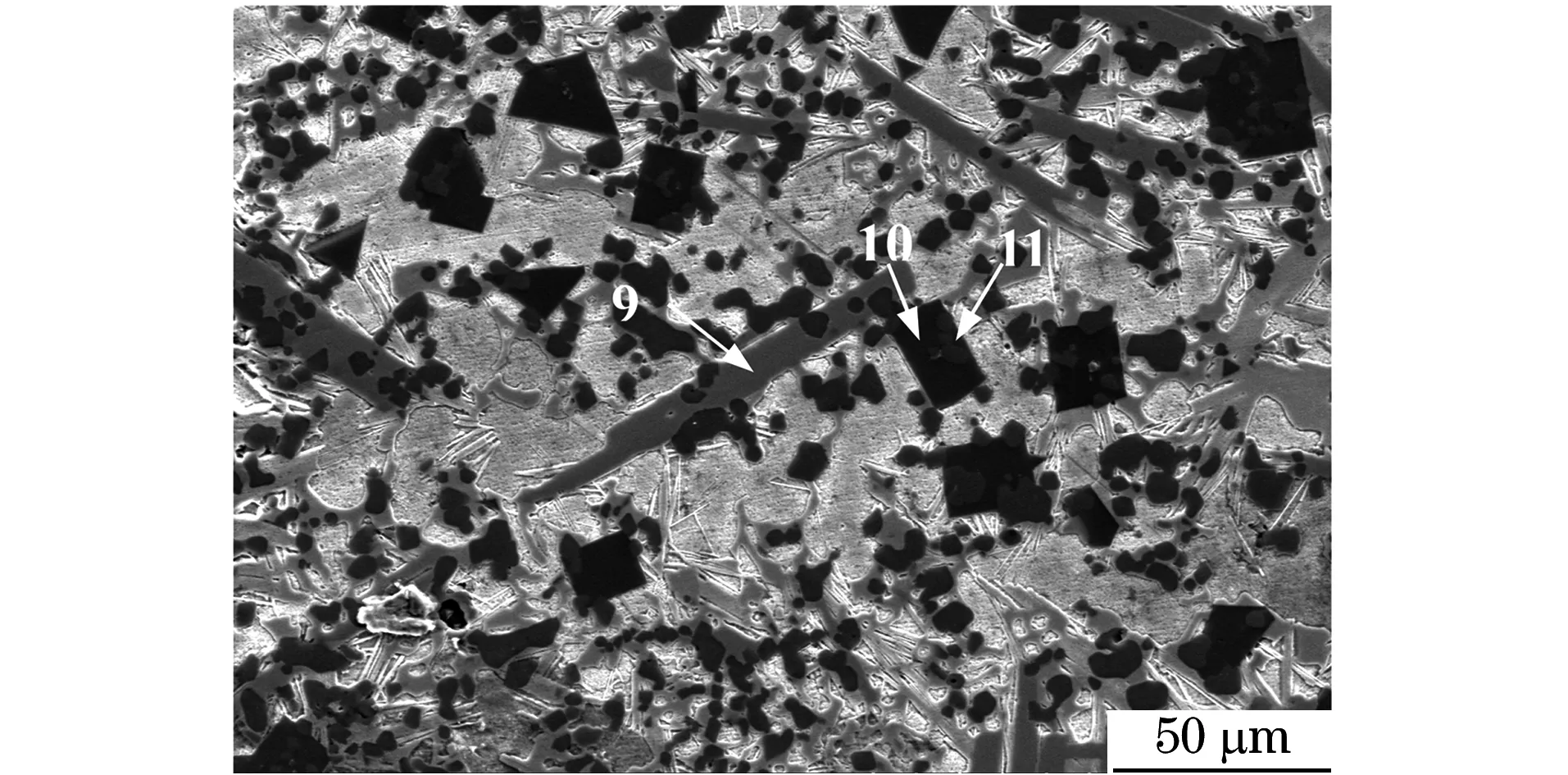
图5 当w(Ti+B4C+C)/w(Ni60A)为30…70时熔覆涂层下部放大形貌
钛硼化物仅在w(Ti+B4C+C)/w(Ni60A)为30…70条件下的涂层中发现,且含量很少。其原因在于反应物中B4C含量很少,且硼与铬元素具有很强的亲和力,会优先生成CrB而消耗,从而抑制钛硼化物的生成。这也解释了为何XRD谱中未发现钛硼化物的衍射峰。
2.4 显微硬度
由图6可知:当w(Ti+B4C+C)/w(Ni60A)分别为0…100,10…90,20…80,30…70时,涂层的平均显微硬度分别为597,728,948,927 HV,均远大于不锈钢基体的硬度(约为202 HV),并且添加Ti+B4C+C所得涂层的平均显微硬度相比于纯Ni60A合金涂层进一步提升;靠近基体界面处的涂层底部的显微硬度较低,中部及上部的显微硬度偏高且在一定范围内波动,这与涂层显微组织呈梯度分布并且具有一定程度分布不均匀性有关。靠近基体的区域因受基体稀释作用,其硬度相对于涂层中上部偏低。w(Ti+B4C+C)/w(Ni60A)的增加使得涂层中强化相析出量增多,但是当w(Ti+B4C+C)/w(Ni60A)增至30…70时涂层并没有表现出更高的平均显微硬度,推测一方面是由于增大w(Ti+B4C+C)/w(Ni60A)后,为保证熔覆涂层与基体的冶金结合,需相应地增大熔覆电流,而高能量热辐照会导致涂层中部分合金元素烧损,不利于相应强化相的原位合成;另一方面是由于强化相析出量增多使得涂层中气孔增多,致密性下降。
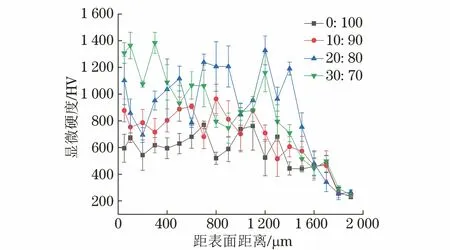
图6 不同w(Ti+B4C+C)/w(Ni60A)下熔覆涂层显微硬度随层深的分布
2.5 耐磨性能
摩擦磨损后,纯Ni60A合金涂层的磨痕截面面积最大,为372.01 μm2;当w(Ti+B4C+C)/w(Ni60A)分别为10…90,20…80时,涂层的磨痕截面面积分别为178.03,74.39 μm2,对比可知添加Ti+B4C+C后涂层的磨痕截面面积明显减小;当w(Ti+B4C+C)/w(Ni60A)为30…70时,其磨损表面黏附有大量对磨球磨屑,难以清洗除去,无法有效测得其磨痕截面面积,这也间接证明了该涂层的耐磨性能优异。上述结果表明,在Ni60A合金粉中添加Ti+B4C+C进行熔覆时,由于大量CrB和TiC强化相的析出,所得涂层的耐磨性得到大幅提高。综合考虑涂层的成形性、硬度和耐磨性,当w(Ti+B4C+C)/w(Ni60A)为20…80时,熔覆涂层的性能较优。
由图7可以看出,纯Ni60A合金涂层的磨损表面仅出现很浅的犁沟,而添加Ti+B4C+C的复合涂层磨道中出现大量黑色黏附物。

图7 不同w(Ti+B4C+C)/w(Ni60A)下熔覆涂层的磨损形貌
由图8和表4可以看出:添加Ti+B4C+C所得镍基复合涂层磨道中的犁沟痕迹非常浅,更多的是黑色黏附物及其松散的磨屑;黑色黏附物主要组成元素为铁和氧,大量铁元素的存在证明黑色黏附物来自对磨件GCr15钢球。在摩擦磨损过程中,复合涂层中含有大量硬度高于对磨球的硬质相,使得对磨球材料发生剥落并在力的作用下黏附在涂层表面;由于受到摩擦热的影响,黏附物中的铁元素发生氧化[15-16]。
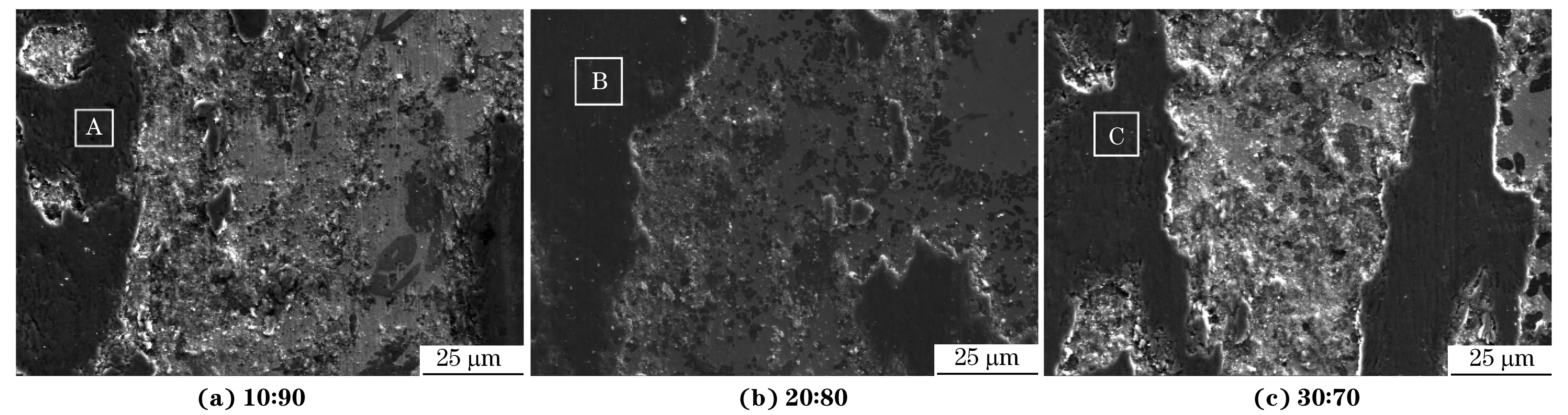
图8 不同w(Ti+B4C+C)/w(Ni60A)下熔覆涂层表面磨道放大形貌

表4 图8中不同位置的EDS分析结果(质量分数)
由以上分析可以看出,纯Ni60A合金涂层的磨损机理为磨粒磨损,而添加Ti+B4C+C所得复合涂层的磨损机理则以黏着磨损和氧化磨损为主。
3 结 论
(1)以Ni60A合金粉、钛粉、B4C粉和石墨粉为原料熔覆所得涂层与304不锈钢基体呈冶金结合,涂层成形性随着w(Ti+B4C+C)/w(Ni60A)的增大有所下降。
(2)纯Ni60A合金涂层主要由(Ni,Fe)、CrB、Cr2B和Cr3Si相组成,添加Ti+B4C+C所得复合涂层则主要由(Ni,Fe)、CrB、TiC和Cr3Si相组成;适当增大w(Ti+B4C+C)/w(Ni60A)能促进TiC和CrB析出,其中CrB在涂层中下部主要呈细长条状,在涂层上部则主要呈细小块状/棒状,TiC呈细小颗粒状弥散分布于整个涂层。
(3)添加Ti+B4C+C所得复合涂层的显微硬度显著高于纯Ni60A合金涂层的,当w(Ti+B4C+C)/w(Ni60A)为20…80时,涂层的平均显微硬度最高,可达948 HV。
(4)添加Ti+B4C+C所得复合涂层的磨痕截面面积明显小于纯Ni60A合金涂层的,当w(Ti+B4C+C)/w(Ni60A)为20…80时涂层的综合性能相对较优;纯Ni60A合金涂层发生磨粒磨损,复合涂层主要发生黏着磨损和氧化磨损。
猜你喜欢
超硬材料工程(2022年2期)2022-08-29
兽医导刊(2019年1期)2019-02-21
中国铸造装备与技术(2019年1期)2019-02-14
企业技术开发·下旬刊(2016年11期)2016-12-27
中国畜牧兽医文摘(2015年9期)2015-12-29
材料与冶金学报(2015年1期)2015-12-20
海峡姐妹(2015年5期)2015-02-27
中国材料进展(2015年9期)2015-02-25
超硬材料工程(2015年1期)2015-02-23
燕山大学学报(2014年6期)2014-03-11
