
钛合金搅拌摩擦焊研究现状
2021-06-05 01:12张智峰刘正涛谢细明熊思勇杨红发姚丽璇
精密成形工程 2021年3期
张智峰,刘正涛,谢细明,熊思勇,杨红发,姚丽璇
钛合金搅拌摩擦焊研究现状
张智峰1,刘正涛2,谢细明3,熊思勇1,杨红发1,姚丽璇1
(1. 中国核动力研究设计院核反应堆系统设计技术重点实验室,成都 610213;2. 中国兵器工业第五九研究所,重庆 400039;3. 中国核动力研究设计院设计所可靠性工程技术研发中心,成都 610213)
搅拌摩擦焊是目前钛合金焊接技术研究的热点。从搅拌头材料与结构设计、焊接工艺与组织性能关系、焊接过程数值仿真等方面综述了钛合金搅拌摩擦焊国内外研究现状。以现有的研究结果来看,搅拌摩擦焊是实现钛合金高强可靠连接的有效途径,选择合适的焊接参数和焊后热处理工艺可获得高质量钛合金焊接接头;但由于对钛合金用高温高强高耐磨搅拌头研制不足,以及对焊接过程多物理场表征技术、数值仿真、辅助焊接工艺等研究较少,限制了其研究进展和应用。
搅拌摩擦焊;钛合金;现状及展望
钛合金具有密度小、强度高、比刚度高、耐高温和耐蚀性好等优点,是实现航空航天、轨道交通、武器装备等领域结构件轻量化的关键材料。搅拌摩擦焊(FSW)属于固相焊,具有焊接变形小、接头强度高、无熔焊冶金缺陷等优点,是实现钛合金高强可靠连接的有效途径。钛合金搅拌摩擦焊技术已成为国内外研究热点。文中就钛合金FSW搅拌头材料与结构设计、焊接工艺与组织性能关系、焊接过程数值仿真等方面的成果进行例举和分析,并展望钛合金FSW未来研究方向,以期为FSW在钛合金加工领域的研究和应用起到理论支撑作用。
1 搅拌头设计
搅拌摩擦焊接过程中,搅拌头与被焊件直接接触,在强烈的热-机作用下实现接头连接,搅拌头是搅拌摩擦焊技术的关键构件[1],因此,选择适合的搅拌头材料,并设计合理的搅拌头结构是搅拌摩擦焊接技术的关键[2]。
1.1 搅拌头材料
搅拌摩擦焊焊接温度比熔焊低,但其峰值温度仍达到母材熔点的80%以上,对钛合金搅拌摩擦焊而言,其峰值温度将达到1000 ℃以上,因此要求搅拌头材料具有良好的综合性能,如熔点高、高温强韧性好、疲劳性能和耐磨性能优异等[3—5]。国内外学者针对钛合金搅拌头材料进行了大量研究,以研究较多的TC4钛合金为例,其常用搅拌头材料及使用情况如表1所示。
表1 TC4钛合金常用搅拌头材料及使用情况
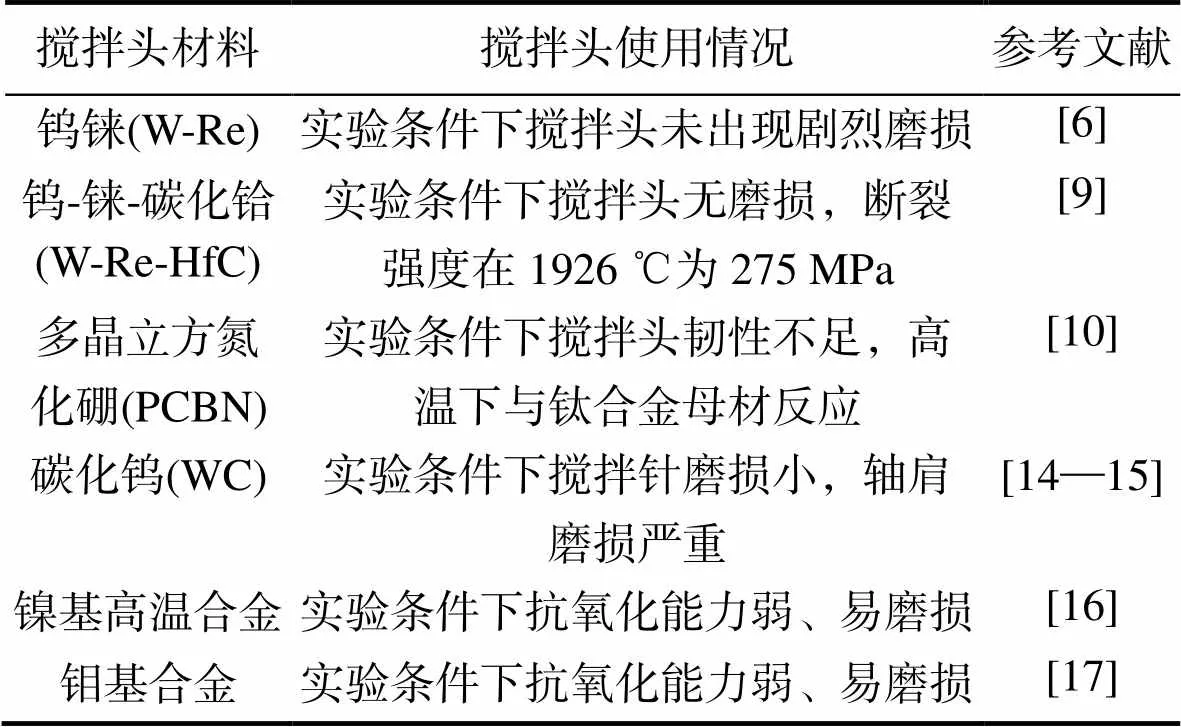
Tab.1 Common materials and application of TC4 titanium alloy FSW tool
W-Re合金因其具有优异的高温强韧性、耐磨性,成为当前钛合金FSW最主要的搅拌头材料之一。W. Gan[6]研究表明,W-25%Re合金在1000 ℃的屈服强度仍有800 MPa,具有较好的高温耐磨损性能。LI[7]和Zhou[8]采用W-3%Re(质量分数)搅拌头实现了轧制退火态的TC4钛板无缺陷焊接。除了在W中添加Re元素以外,还可以添加一定量的HfC增强颗粒,改善搅拌头焊接使用性能。Thompson[9]对比了W-25%Re和W-20%Re-10%HfC(质量分数)两种材料的搅拌头在焊接过程中的表现,结果表明,W-25%Re(质量分数)搅拌头轻微磨损,而W-20%Re-10%HfC(质量分数)搅拌头几乎无磨损,断裂强度在1926 ℃下仍达到275 MPa。HfC的加入减缓了搅拌头再结晶速度,细化了晶粒,搅拌头的耐磨性、高温强度均有提高。
多晶立方氮化硼(PCBN)具有优异的高温强度和耐磨性能,是实现钛合金等高熔点合金FSW常用的搅拌头材料。PCBN脆性大,在焊接过程中容易发生突然断裂,并且在长时高温焊接条件下,也会与钛合金母材发生化学反应导致磨损加重。Hanke等[10]研究认为,PCBN的粘结剂在高温下会发生软化,BN晶粒发生扩散并逐渐溶解在钛合金母材中,降低其耐磨性能。Zhang[11]采用PCBN搅拌头后,发现在焊缝顶部表面有PCBN碎片及TiB,同样说明了PCBN在焊接过程中与钛合金母材发生了反应。有研究者将PCBN与W-Re合金相结合,制成PCBN/W-Re复合材料制造搅拌头材料,W-Re的加入有助于提高搅拌头的韧性,从而减少搅拌头磨损[12—13]。
FALL[14]使用碳化钨(WC)作为钛合金FSW搅拌头时,发现轴肩边缘磨损较搅拌针更严重,主要是因为轴肩温度更高,在高温下容易氧化生成氧化钨,从而降低其耐磨损性能。Seighalani[15]采用WC作为搅拌针,分别换用高速钢和钨作为轴肩后,发现其轴肩磨损依然严重。以上说明搅拌头轴肩比搅拌针的使用环境更加恶劣,对其高温耐磨性能要求更高。
除了以上材料,镍基高温合金、铱合金、钼基合金等材料也用于制作搅拌头。谢飞飞[16]采用定向凝固的DZ22镍基合金制作搅拌头焊接钛合金,结果发现,焊缝成形较好,但镍基合金在高温下磨损较快,在焊接400 mm后搅拌头磨损失效。铱合金在高温下的耐氧化性能、耐磨损性能都较强,比较适合用于制作钛合金搅拌头,但加工难度较大,限制了其应用。王快设[17]选用钼合金制作搅拌头焊接钛合金时发现,其高温易氧化的特性导致焊接过程中磨损严重,同样限制了其应用。
当前搅拌头材料普遍存在成本高、制备工艺不成熟、焊接钛合金等高熔点金属使用寿命短等问题。急需开展低成本、长寿命钛合金FSW用搅拌头材料研究。
1.2 搅拌头结构
搅拌头由轴肩和搅拌针组成。轴肩的作用是封闭焊缝塑性区域并提供较大的顶锻力,此外,还通过与焊接工件剧烈摩擦提供焊接所需的主要热量,因此,轴肩结构对焊缝成形有重要影响。针对钛合金FSW,轴肩常用的结构有平面形、内凹形和同心圆形,试验表明,同心圆轴肩结构更有利于材料流动,可避免搅拌摩擦焊根部缺陷,是钛合金搅拌摩擦焊最主要的轴肩结构[18]。搅拌针的作用是使塑性金属流动以填充对接间隙形成焊缝,其结构主要有圆柱形、圆锥形和三角锥形[19]。钛合金搅拌摩擦焊常用的搅拌针结构为圆锥形,其受力面积大,下压力和摩擦产热均较圆柱形搅拌针大,焊缝成形质量较好[20]。此外,由于塑性状态的钛合金粘性较大,一般不需要在搅拌针表面加工螺纹。
因钛合金FSW用搅拌头材料通常为耐高温合金,成本高、难以加工,故一般采用分体式结构,如图1a所示。夹持部位采用硬质合金,成本低、加工容易;搅拌头采用W-Re等耐高温合金,焊接磨损后可快速拆卸,降低成本。此外,为了解决搅拌头在焊接高温条件下氧化、磨损严重等问题,对搅拌头进行了冷却和气体保护[21]。ZHOU[22]设计了一种带有循环冷却和气体保护功能的辅助装置(如图1b所示),延长了搅拌头寿命,并获得了优质接头。梁永红[23]也研制了一种搅拌头水冷保护系统(如图1c所示),搅拌头磨损情况得到改善,3 mm厚TC4钛合金焊接0.5 m后,搅拌头几乎无磨损,实现了钛合金的良好连接。

图1 分体式搅拌头及保护装置
2 接头显微组织与性能
目前,国内外已有大量关于钛合金FSW工艺与组织性能关系的文献报道,其中TC4钛合金为研究热点。钛合金FSW工艺对接头组织和力学性能影响研究方面。Edwards[24]对TC4钛合金进行FSW,研究表明,旋转速度对焊缝峰值温度影响较大,在较高的旋转速度下峰值温度可达到1200 ℃,板厚方向温度梯度较大,而焊接速度仅影响焊缝在高温下的作用时间。Edwards和Yoon等[24—25]对TC4钛合金进行FSW发现,焊缝峰值温度对接头组织和抗拉强度有较大影响,当峰值温度低于相转变温度时,此时焊核区为等轴相和片层状+双态组织,接头抗拉强度比母材区高;当峰值温度高于相转变温度时,焊核区可为完全层状相组织,接头抗拉强度低于母材,且随着焊接速度的增大而增大。王月[26]在低于相转变温度下进行2.5 mm厚TC4钛合金FSW,结果表明,随着搅拌头转速从200 r/min降至100 r/min后,焊缝底部的撕裂型缺陷逐渐消失(如图2所示),接头抗拉强度系数也由89.5%提升至98.9%。钛合金热导率低,在高转速高热输入下,沿板厚方向产生较大的温度梯度,从而产生较大的焊接拉应力,当焊接拉应力大于材料的抗拉强度时;在焊核区内部产生体积缺陷。Mashinini[27]在不同焊接速度下对3 mm厚TC4钛合金进行FSW,结果表明,随着焊接速度增大,接头抗拉强度逐渐降低;当焊接速度为40 mm/min和120 mm/min时,接头抗拉强度分别为1040 MPa和1028 MPa,与母材强度相近;当焊接速度增大到200 mm/min时,接头抗拉强度降至716 MPa,搅拌区出现孔洞缺陷(如图3所示),主要是热输入不够导致材料流动性较弱,因此产生未焊合缺陷。Kulkarni[28]在不同搅拌头转速和焊接速度下对Ti-54MFG/Ti-6242SG异种钛合金进行FSW研究,结果表明,搅拌摩擦焊可实现异种钛合金无缺陷连接,接头强度系数达到母材90%以上,此外,搅拌转速对接头强度的影响大于焊接速度。
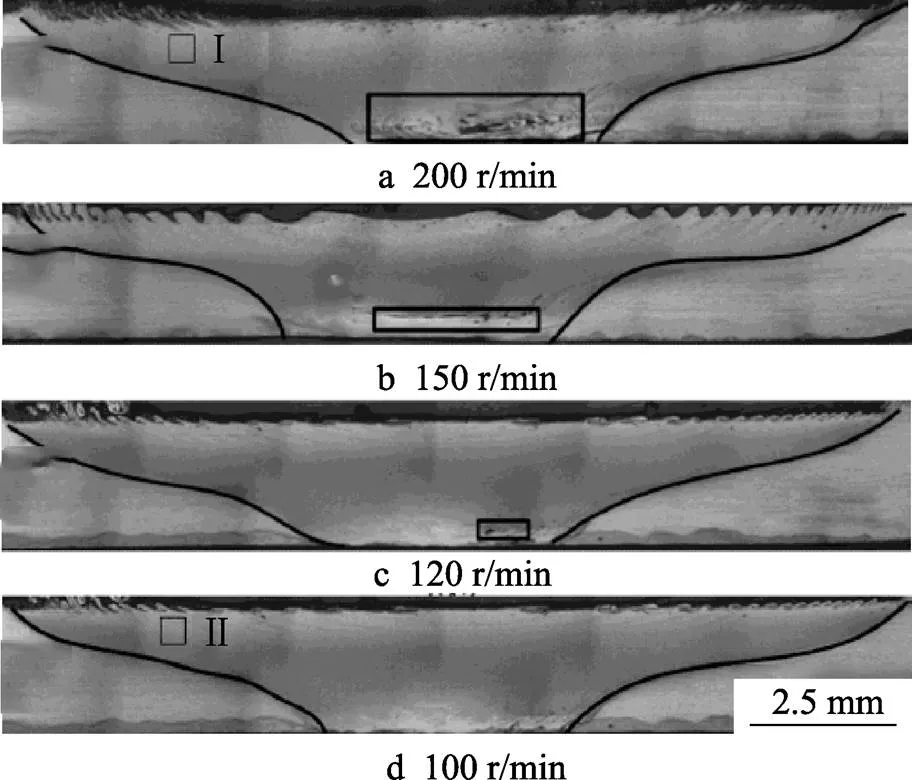
图2 不同转速下的横截面形貌[26]
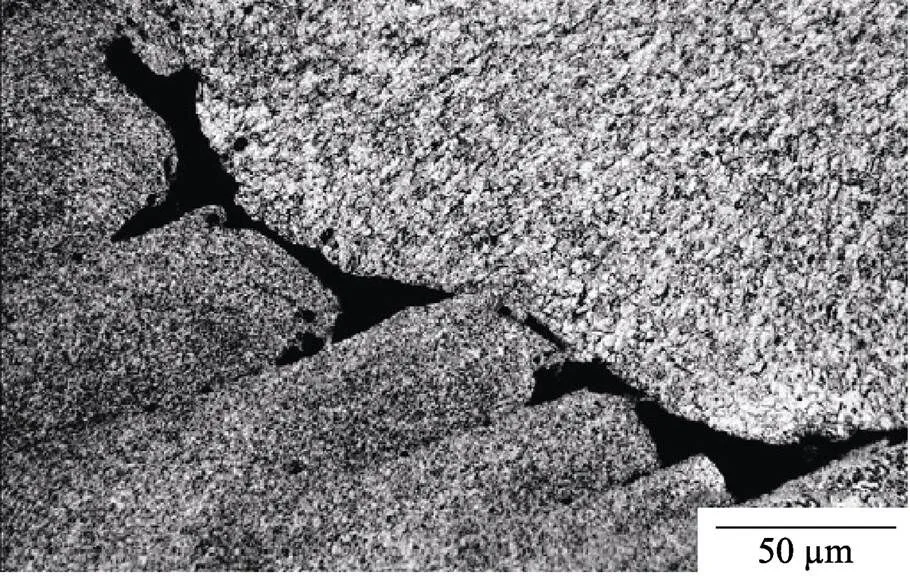
图3 搅拌区孔洞缺陷[28]
李博[29]对3 mm厚TC4钛合金进行FSW,图4为不同工艺参数下TC4钛合金焊核区显微硬度分布特征,可以看出,焊核区平均硬度显著高于母材区;随着转速提高硬度有所下降,主要原因是热输入增加导致组织粗化程度增加,而焊接速度增大,焊核区硬度先下降后上升,这是相析出比例降低的软化作用和快速冷却生成细针状马氏体产生内应力的强化作用相互交联的结果。

图4 焊核区水平方向横截面显微硬度分布[29]
姬书得[30]对2 mm厚TC4钛合金板FSW接头拉伸断口进行了分析。图5—6为不同转速下接头拉伸断口形貌,可以看出,沿接头厚度方向的不同位置分布着不同数量和尺寸的韧窝,均表现为韧性断裂。通过组织分析观察到焊缝上表面至下表面中相的尺寸和数量呈先增大后减小的趋势,散落分布的相在拉伸撕裂中形成韧窝,导致接头断面形貌由上表面到下表面变化为平整-粗糙-平整,韧窝尺寸先增大后减小;此外,随着转速增加,相尺寸和数量增加,导致韧窝尺寸、深度增大,表现出更好的力学性能。以上研究表明,针对钛合金FSW,在合理的工艺参数范围内选择较小的旋转速度和焊接速度有利于得到组织均匀、无缺陷、高强度的焊接接头,接头强化机制主要是焊后细晶强化和+复相强化。
钛合金FSW接头疲劳性能研究方面。Edwards等[31—33]研究TC4钛合金FSW表明,钛合金FSW焊接温度比熔焊低,焊后冷却速度较慢,接头组织中相比例较熔焊接头更多,表现出更好的疲劳性能;此外,热处理对TC4钛合金FSW疲劳性能有较大影响,TC4钛合金FSW焊后接头疲劳性能约为母材的50%,而对焊缝进行适当热处理可提升接头疲劳性能至母材的80%,并且接头强度和塑性也有较大提升。MA[34]对比了空冷和快冷条件下TC4钛合金FSW接头疲劳性能,结果表明,焊后快冷接头上表面,因接头峰值温度和沿厚度方向的温度梯度降低,接头组织更加细小均匀,具有较高的疲劳寿命。LIU[35]对2 mm厚TC4钛合金进行FSW,其接头疲劳极限强度为640.84 MPa,达到接头抗拉强度的64.76%,表现出较好的疲劳性能。肖翰林[36]等在转速为150 r/min、焊接速度为30 mm/min条件下对2 mm厚的TC4钛合金进行FSW,接头无内部缺陷,焊核区晶粒细小。接头的疲劳裂纹萌生于焊件表面轴肩作用区域附近,裂纹经轴肩作用区向下扩展到热影响区,并瞬断于焊件背面母材区。疲劳裂纹产生和扩展规律如下:轴肩下压在表面凹陷区域产生应力集中,同时高温轴肩作用区存在较大残余拉应力,因此在轴肩作用区更容易萌生裂纹;此外,焊核区晶粒细小不利于裂纹扩展,因此疲劳断裂于热影响区或母材区。
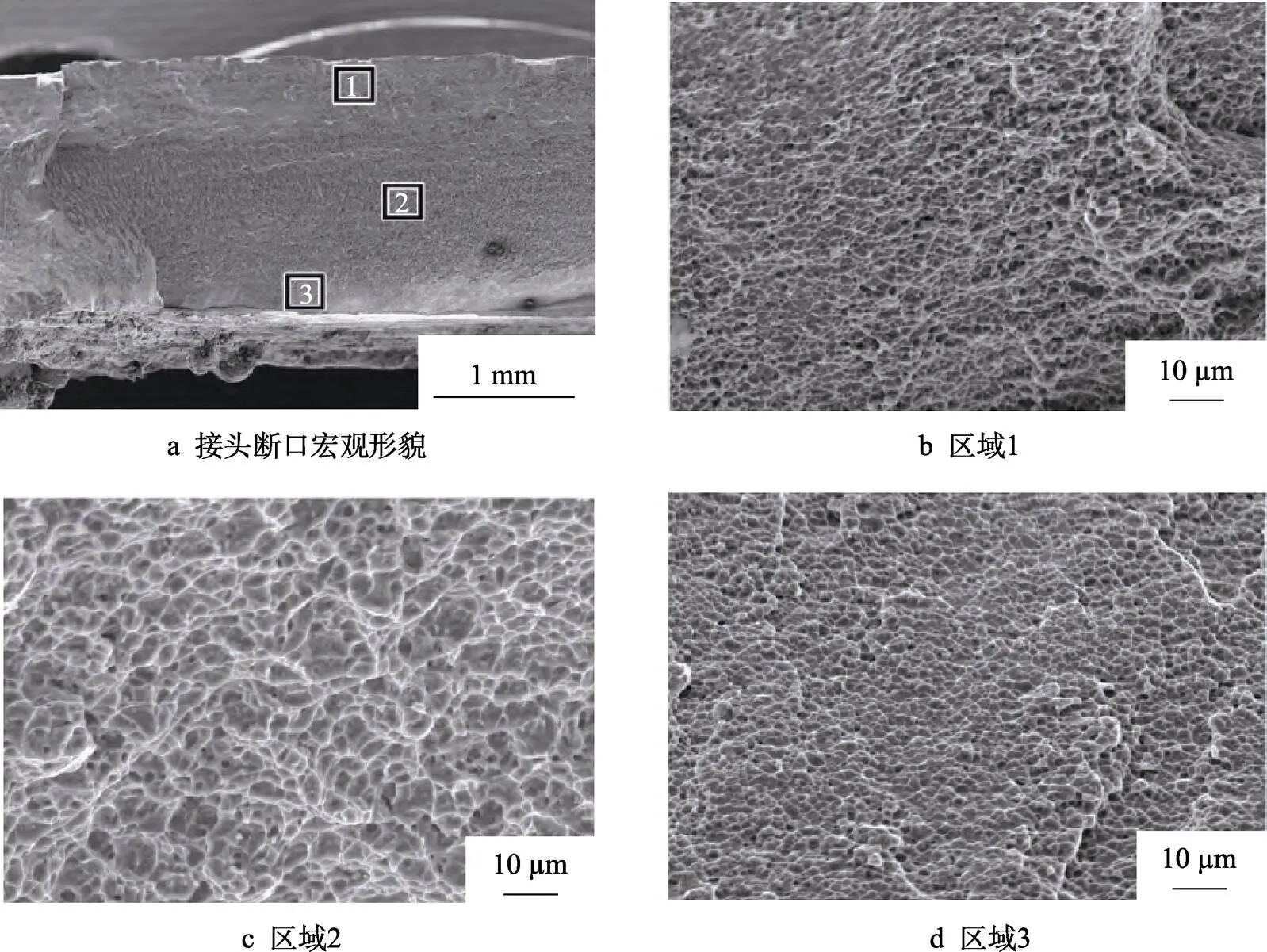
图5 转速为300 r/min时TC4钛合金接头断口形貌[30]
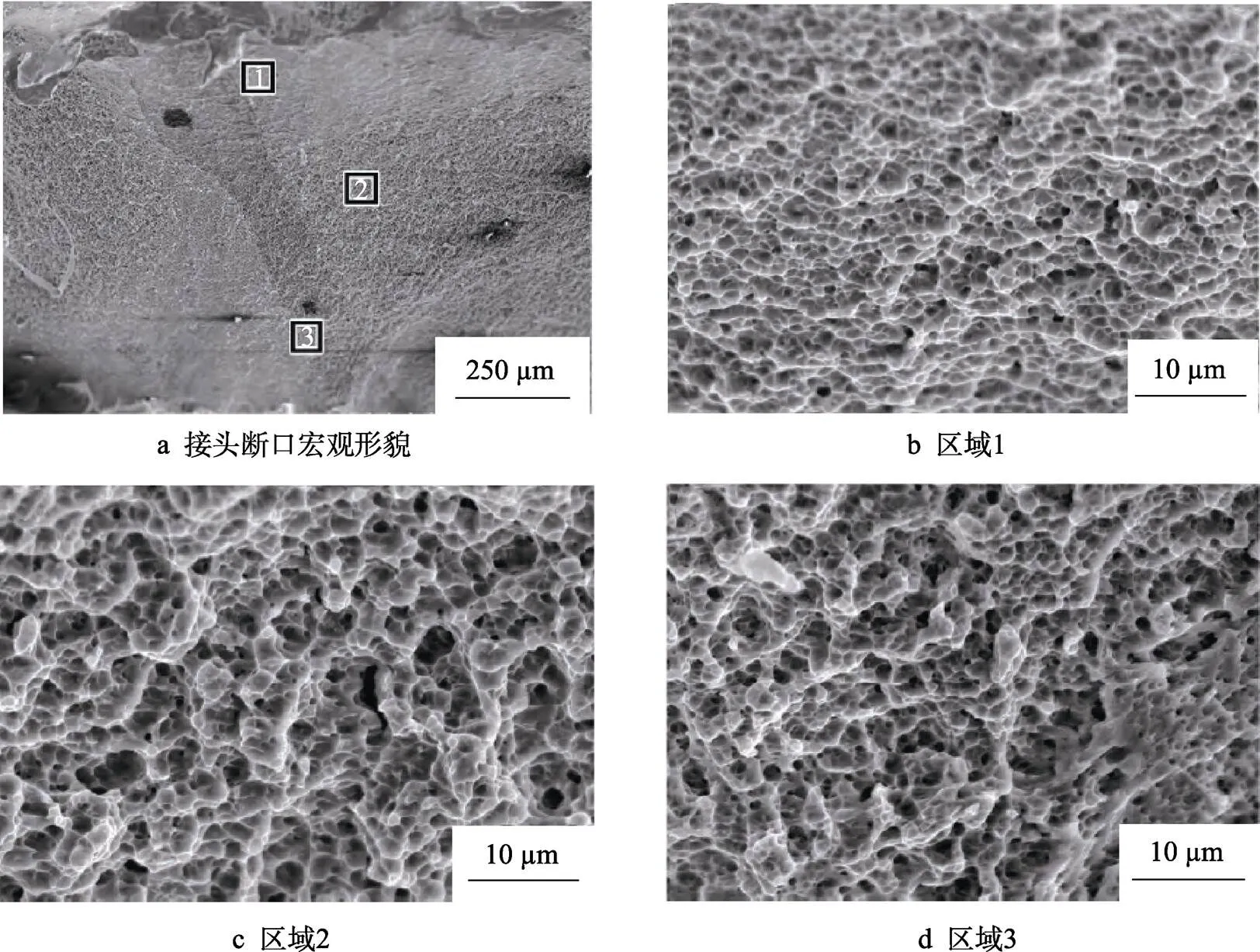
图6 转速为350 r/min时TC4钛合金接头断口形貌[30]
辅助工艺对钛合金FSW接头组织和性能影响研究方面。为解决钛合金板材FSW沿厚度方向温度梯度大,焊缝下部金属流动性差等问题,国内外广泛开展了辅助焊接工艺研究。普遍采用增加外部热源输入的方法,使板厚方向的热量均匀分布,降低了搅拌头端部磨损,避免了接头下表面因金属流动不充分而形成未焊合、孔洞等缺陷。常用的复合焊接工艺有激光加热、电弧加热、感应加热、电阻加热等,但目前关于钛合金FSW热源辅助焊接工艺研究的文献较少,已有文献中,背部垫板电阻加热应用于钛合金FSW相对成熟。JI[37]采用背部垫板加热方式消除了TC4钛合金板FSW中的撕裂型缺陷,接头成形良好,并减少了搅拌头端部的磨损。辅热接头强度与常规接头相比有所降低,在相同焊接参数条件下(搅拌头转速为100 r/min,焊接速度为30 mm/min),两者接头抗拉强度系数分别为93.6%和98.9%,主要原因为辅助热源的引入使接头晶粒长大。曹文胜[38]对垫板加热辅助TC4钛合金FSW进行了数值模拟分析,结果表明,垫板加热可以起到焊前预热效果,有利于材料充分流动,减少焊接缺陷,而且还可以提高搅拌头使用寿命。此外,HanSur Bang等[39]采用钨极氩弧焊预热辅助TC4钛合金与A16061铝合金异种FSW对接焊,结果表明,钛/铝异种接头焊缝完全焊核,焊核区为细小的再结晶铝合金和钛合金颗粒组成的完全混合的复合结构,这是由于预加热提高了材料流动性,使其产生剧烈塑性变形。接头抗拉强度为铝基母材的91%,比相同焊接条件下无预热FSW提高24%。除了焊接预热方法,置氢处理也是改善钛合金FSW接头组织性能的新途径。韩玉杰[40]和周利等[41]提出置氢处理可以促进双相钛合金发生相向相转变,增加相比例,从而改善材料的塑性变形能力,为降低钛合金FSW搅拌头磨损、改善材料流动不均匀等提供了新的解决途径。
分析上述钛合金FSW接头组织与性能研究的文献,可以得出:① 不同工艺参数对钛合金FSW接头微观组织影响规律复杂,不易精确控制;② 选择合适的工艺参数和焊后热处理工艺,可得到无缺陷、高强度、高疲劳性能的钛合金FSW接头,抗拉强度系数可达到99%,疲劳性能达到母材80%以上;③ 采用辅助加热、置氢等工艺,可改善钛合金FSW中材料流动性,减少搅拌头磨损并提高焊缝质量。
3 焊接数值仿真分析
利用Ansys和Abaqus等有限元软件,建立钛合金FSW焊接过程中温度场、应力场、材料流场等多物理场数值模型并对其分析,是当前焊接工艺优化的重要手段之一[42]。
Morisada[43]和Gangwar等[44]采用ANSYS有限元软件建立TC4钛合金FSW数值模型,对焊接多物理场进行了模拟,得出了焊接过程中瞬态金属流动情况、计算应变及应变速率以及钛合金板温度场分布情况。图7为钛合金搅拌摩擦焊过程中金属流场和温度场情况。钛合金搅拌区温度分布表现为:前进侧温度略高于后退侧,此外,由于钛合金热导率较低,焊缝厚度方向上温度梯度较大,表现为轴肩接触表面温度远高于背面温度。

图7 钛合金搅拌摩擦焊过程金属流场和温度场情况[43—44]
YUE[45]和胡郁等[46]通过建立有限元模型,分析了TC4钛合金FSW温度场和应力场,结果表明,焊后搅拌区为高温度区和高残余拉应力区,焊接温度场呈椭圆形状(如图8所示),焊缝左右两侧温度近似对称分布,纵向宽度相对较窄,热源前端较热源后端温度分布区域更小,并且热源前端呈现较大的温度梯度,使热量对搅拌头前方材料的预热程度较小,这是钛合金与铝、镁合金等高热导率材料温度场的显著区别;残余拉应力沿焊缝横向呈双峰型分布,在搅拌区边缘出现残余拉应力峰值;接头Mises等效应力峰值随搅拌头旋转速度增大和焊接速度减小呈上升趋势。哈尔滨工业大学王小英[47]使用DEFORM-3D建立了钛合金搅拌摩擦焊的材料流动模型(如图9所示),仿真结果发现,搅拌头周围材料流动呈漏斗状,不与焊缝中心对称,材料流动速度随着离焊缝中心距离的增加成线性增加,材料流动能力随着焊缝深度的增加逐渐越弱。LIU[48]还研究发现搅拌区内的材料流场沿焊接方向前进侧倾斜约10°。
Sahlot[49]基于三维传热与材料流动(HTMF)建立了钛合金FSW搅拌头磨损数值模型(如图10所示)。结果显示,搅拌针尖端处磨损量比轴肩附近大,与中心相比,尖端外围应力更大,磨损更严重。此外,搅拌针磨损随转速的增加而增加,随焊接速度的增加而减小。
开展焊接过程数值仿真研究可以为钛合金FSW工艺优化提供一定的理论依据,通过焊接参数匹配、辅助工艺控制等方式对钛合金焊件的温度场、材料流动等进行调控,从而实现接头组织和性能优化。
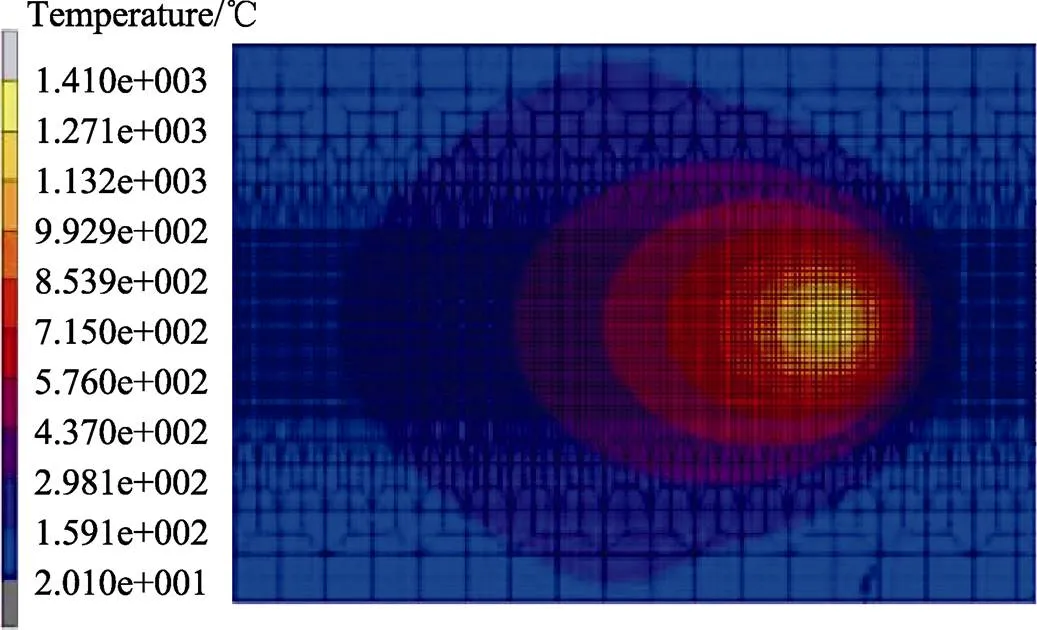
图8 搅拌摩擦焊三维瞬态温度场分布[46]
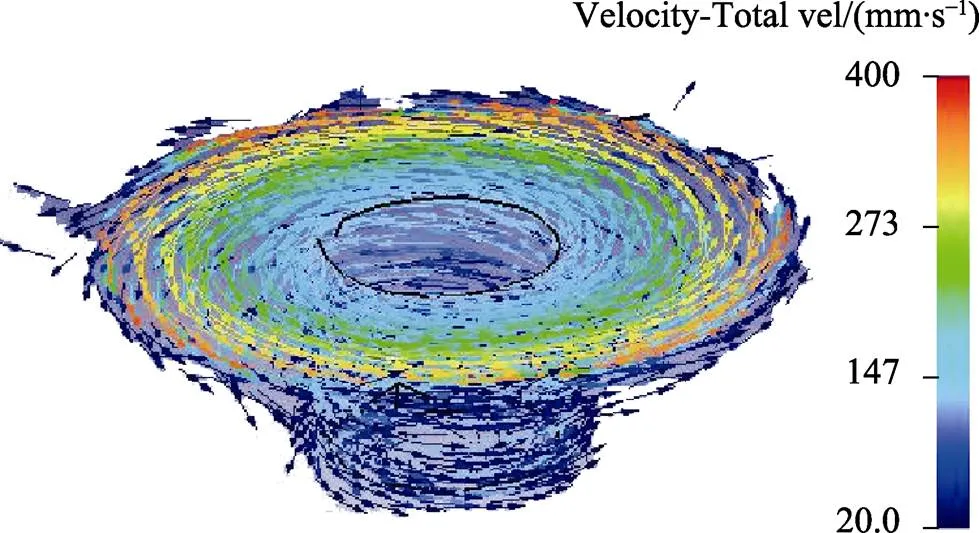
图9 搅拌摩擦焊温度场模拟仿真[47]
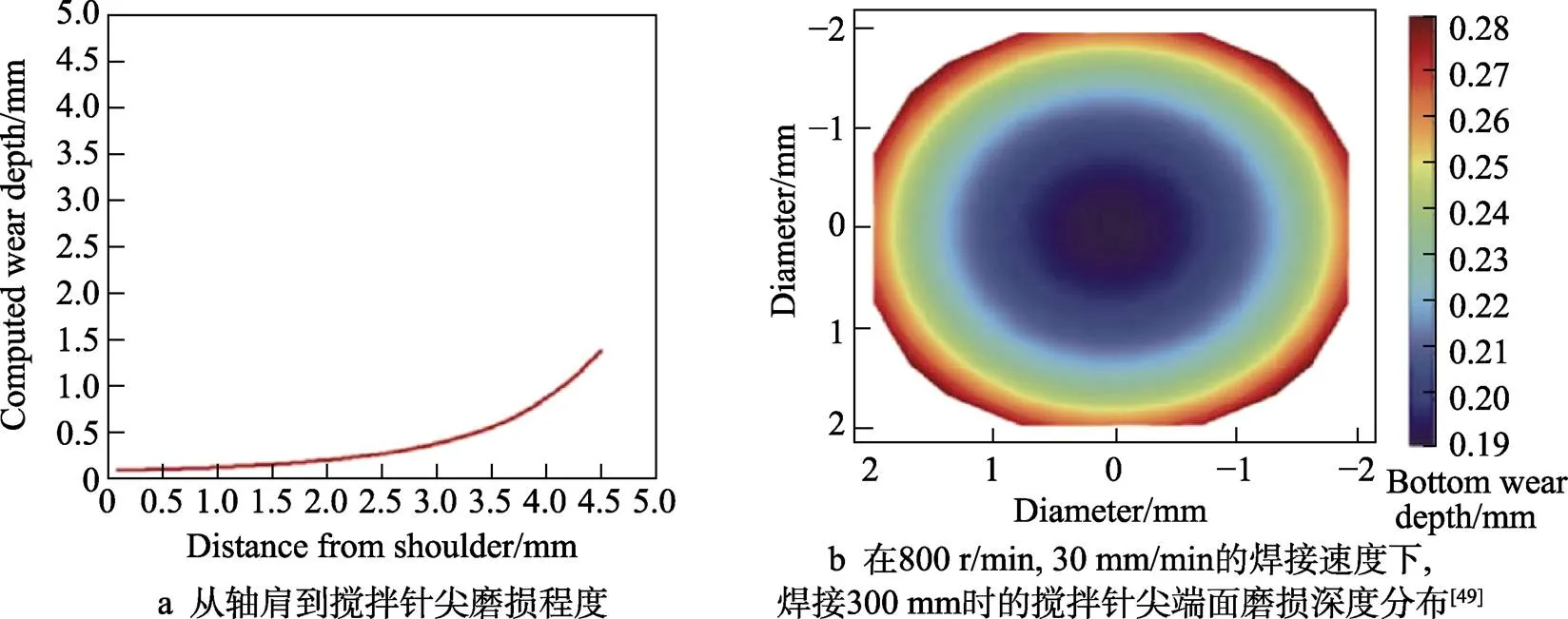
图10 搅拌头磨损数值模拟[49]
4 结语
针对高性能轻量化构件对钛合金焊接技术的迫切需求,国内外从搅拌头材料和结构设计、工艺优化、数值仿真等方面开展了钛合金搅拌摩擦焊技术研究,取得了大量研究成果,验证了搅拌摩擦焊在钛合金构件中的应用潜力。但钛合金FSW还存在一些关键共性技术未得到解决,限制了其规模化工程应用。为提高钛合金FSW技术成熟度,还需从以下方面开展深入研究:① 研制低成本、高温高强高耐磨搅拌头材料,优化结构设计,制备出钛合金用长寿命搅拌头;② 开展焊接过程中多物理场耦合表征技术研究,通过数值仿真实现工艺参数匹配,并结合辅助工艺等精确调控接头显微组织状态,实现钛合金FSW高质量可靠连接。
[1] MENG Xiang-chen, HUANG Yong-xian, CAO Jian, et al. Recent Progress on Control Strategies for Inherent Issues in Friction Stir Welding[J]. Progress in Materials Science, 2021, 115: 1—74.
[2] 计鹏飞, 张振, 赵光辉, 等. 搅拌摩擦焊搅拌头的研究进展[J]. 宇航材料工艺, 2020, 50(3): 11—16. JI Peng-fei, ZHANG Zhen, ZHAO Guang-hui, et al. Research Progress of FSW Tool[J]. Aerospace Material Technology, 2020, 50(3): 11—16.
[3] RAI R, DE A, BHADESHIA H K D H, et al. Review: Friction Stir Welding Tools[J]. Science and Technology of Welding and Joining, 2011, 16(4): 325—342.
[4] MIYAZAWA T, IWAMOTO Y, MARUKO T, et al. Development of High Strength Ir Based Alloy Tool for Friction Stir Welding[J]. Science and Technology of Welding and Joining, 2012, 17(3): 213—218.
[5] VIVEK C M, MANIKANDAN S P, KESAVAN J. A Review on Friction Stir Welding of Titanium Alloys[J]. Indian J Sci Res, 2017, 14(1): 244—247.
[6] GAN W, LI Z T, KHURANA S. Tool Materials Selection for Friction Stir Welding of L80 Steel[J]. Science and Technology of Welding and Joining, 2007, 12(7): 610—613.
[7] LI H B, JIANG Z H, FENG H, et al. Microstructure, Mechanical and Corrosion Properties of Friction Stir Welded High Nitrogen Nickel-Free Austenitic Stainless Steel[J]. Materials and Design, 2015, 84(5): 291—299.
[8] ZHOU L, LIU H J, LIU Q W. Effect of Process Parameters on Stir Zone Microstructure in Ti-6Al-4V Friction Stir Welds[J]. Journal of Materials Science, 2010, 45(1): 39—45.
[9] THOMPSON B, BABU S S. Tool Degradation Characterization in the Friction Stir Welding of Hard Metals[J]. Welding Journal, 2010, 89(12): 256—261.
[10] HANKE S, LEMOS G V B, BERGMANN L, et al. Degradation Mechanisms of PCBN Tool Material during Friction Stir Welding of Ni-Base Alloy 625[J]. Wear, 2017, 376/377: 403—408.
[11] ZHANG Y, SATO Y S, KOKAWA H, et al. Stir Zone Microstructure of Commercial Purity Titanium Friction Stir Welded Using PCBN Tool[J]. Materials Science and Engineering A-Structural Materials Properties Microstructure and Processing, 2008, 488(1/2): 25—30.
[12] ALMANZA C E, PEREZ L M J, STEEL R, et al. Evaluation of Mechanical Properties of 304L and 316L Stainless Steels Friction Stir Welded[J]. JAMA: Jama the Journal of the American Medical Association, 2011, 244(13): 1501—1502.
[13] MILES M P, RIDGES C S, HOVANSKI Y, et al. Impact of Tool Wear on Joint Strength in Friction Stir Spot Welding of DP980 Steel[J]. Science and Technology of Welding and Joining, 2013, 16(7): 642—647.
[14] FALL A, FESHARAKI M H, KHODABANDEH A R, et al. Tool Wear Characteristics and Effect on Microstructure in Ti-6Al-4V Friction Stir Welded Joints[J]. Metals, 2016, 6(11): 275.
[15] SEIGHALANI K R, GIVI M K B, NASIRI A M, et al. Investigations on the Effects of the Tool Material, Geometry, and Tilt Angle on Friction Stir Welding of Pure Titanium[J]. Journal of Materials Engineering and Performance, 2010, 19(7): 955—962.
[16] 谢飞飞. TC4钛合金搅拌摩擦焊接头组织与性能研究[D]. 南昌: 南昌航空大学, 2012. XIE Fei-fei. Research on Microstructure and Properties of Friction Stir Welded Joint of TC4 Titanium Alloy[D]. Nanchang: Nanchang Hangkong University, 2012.
[17] 王快社, 张小龙, 沈洋, 等. TC4钛合金搅拌摩擦焊连接组织形貌研究[J]. 稀有金属材料与工程, 2008, 37(11): 2045—2048. WANG Kuai-she, ZHANG Xiao-long, SHEN Yang, et al. Study on Microstructure and Morphology of TC4 Titanium Alloy Friction Stir Welding[J]. Rare Metal Materials and Engineering, 2008, 37(11): 2045—2048.
[18] 张利国, 孟庆国, 姬书得, 等. 轴肩结构对搅拌摩擦焊过程中材料流动的影响[J]. 材料科学与工艺, 2012, 20(3): 99—102. ZHANG Li-guo, MENG Qing-guo, JI Shu-de, et al. Effect of Shoulder Structure on Material Flow in Friction Stir Welding[J]. Materials Science and Technology, 2012, 20(3): 99—102.
[19] 邵帅, 黄永德, 陈玉华. 钛合金搅拌摩擦焊搅拌头研究现状[J]. 精密成形工程, 2019, 11(5): 115—122. SHAO Shuai, HUANG Yong-de, CHEN Yu-hua. Research Status of Friction Stir Welding Tool for Titanium Alloy[J]. Journal of Netshape Forming Engineering, 2019, 11(5): 115—122.
[20] BRASSINGTON W D P, COLEGROVE P A. Alternative Friction Stir Welding Technology for Titanium-6Al-4V Propellant Tanks within the Space Industry[J]. Science and Technology of Welding and Joining, 2017, 22(4): 300—318.
[21] MIRONOV S, SATO Y S, KOKAWA H. Friction-Stir Welding and Processing of Ti-6Al-4V Titanium Alloy: A Review[J]. Journal of Materials Science and Technology, 2018, 34(1): 58—72.
[22] ZHOU L, LIU H J, LIU Q W. Effect of Rotation Speed on Microstructure and Mechanical Properties of Ti-6Al-4V Friction Stir Welded Joints[J]. Materials and Design, 2010, 31(5): 2631—2636.
[23] 梁永红, 邵帅, 张翔, 等. 钛合金搅拌摩擦焊焊具水冷系统设计与研究[J]. 精密成形工程, 2019, 11(5): 123—126. LIANG Yong-hong, SHAO Shuai, ZHANG Xiang, et al. Design and Research on Water Cooling System of Friction Stir Welding Tool for Titanium Alloy[J]. Journal of Netshape Forming Engineering, 2019, 11(5): 123—126.
[24] EDWARDS P, RAMULU M. Peak Temperatures during Friction Stir Welding of Ti-6Al-4V[J]. Science and Technology of Welding and Joining, 2010, 15(6): 468—472.
[25] YOON S, UEJI R, FUJII H. Effect of Rotation Rate on Microstructure and Texture Evolution during Friction Stir Welding of Ti6Al4V Plates[J]. Materials Characterization, 2015, 106: 352—358.
[26] 王月, 姬书得, 李政玮, 等. 低于相相变温度时TC4钛合金搅拌摩擦焊接头的成形及拉伸性能[J]. 中国有色金属学报, 2018, 28(2): 260—265. WANG Yue, JI Shu-de, LI Zheng-wei, et al. Forming and Tensile Properties of Friction Stir Welded Joint of TC4 Titanium Alloy belowPhase Transformation Temperature[J]. Chinese Journal of Nonferrous Metals, 2018, 28(2): 260—265.
[27] MASHININIA P M, DINAHARANB I, SELVAMA J D R, et al. Microstructure Evolution and Mechanical Characterization of Friction Stir Welded Titanium Alloy Ti-6Al-4V Using Lanthanated Tungsten Tool[J]. Materials Characterization, 2018, 139: 328—336.
[28] KULKARNI N, RAMULU M. Experimental Study of Mechanical Performance in Friction Stir Welded Dissimilar Titanium Alloys[M]. Experimental and Applied Mechanics, 2016, 4: 165—171.
[29] 李博, 沈以赴, 胡伟叶. TC4钛合金搅拌摩擦焊微观组织特征及影响[J]. 河北科技大学学报, 2016, 37(1): 20—25. LI Bo, SHEN Yi-fu, HU Wei-ye. Microstructure Characteristics and Influence of Friction Stir Welding of TC4 Titanium Alloy[J]. Journal of Hebei University of Science and Technology, 2016, 37(1): 20—25.
[30] 姬书得, 温泉, 马琳, 等. TC4钛合金搅拌摩擦焊厚度方向的显微组织[J]. 金属学报, 2015, 51(11): 1391—1399. JI Shu-de, WEN Quan, MA Lin, et al. Microstructure of Thickness Direction of TC4 Titanium Alloy Stir Friction Welding [J]. Acta Metallurgica Sinica, 2015, 51(11): 1391—1399.
[31] EDWARDS P, RAMULU M. Fatigue Performance of Friction Stir Welded Ti-6Al-4V Subjected to Various Post Weld Heat Treatment Temperatures[J]. International Journal of Fatigue, 2015, 75: 19—27.
[32] EDWARDS P, RAMULU M. Identification of Process Parameters for Friction Stir Welding Ti6Al4V[J]. Journal of Engineering Materials and Technology, 2010, 132(3): 61—78.
[33] EDWARDS P, RAMULU M. Comparative Study of Fatigue and Fracture in Friction Stir and Electron Beam Welds of 24 mm Thick Titanium Alloy Ti-6Al-4V[J]. Fatigue and Fracture of Engineering Materials and Structures, 2016, 39(10): 1—15.
[34] MA Z W, WANG Y, JI S D, et al. Fatigue Properties of Ti-6Al-4V Alloy Friction Stir Welding Joint Obtained Under Rapid Cooling Condition[J]. Journal of Manufacturing Processes, 2018, 36: 238—247.
[35] LIU Z L, WANG Y, JI S D, et al. Fatigue Properties of Ti-6Al-4V Titanium Alloy Friction Stir Welding Joint[J]. Journal of Materials Engineering and Performance, 2018, 27: 4308—4316.
[36] 肖翰林, 岳玉梅, 王月, 等. TC4钛合金搅拌摩擦焊接头的疲劳性能[J]. 热加工工艺, 2016, 45(11): 194—196. XIAO Han-lin, YUE Yu-mei, WANG Yue, et al. Fatigue Properties of Friction Stir Welded Joints of TC4 Titanium Alloy[J]. Hot Working Technology, 2016, 45(11): 194—196.
[37] JI S D, LI Z W, WANG Y, et al. Joint Formation and Mechanical Properties of Back Heating Assisted Friction Stir Welded Ti-6Al-4V Alloy[J]. Materials and Design, 2017, 113: 37—46.
[38] 曹文胜, 赵亮. TC4钛合金搅拌摩擦焊接新工艺及计算机仿真分析[J]. 铸造技术, 2016, 37(4): 774—777. CAO Wen-sheng, ZHAO Liang. New Friction Stir Welding Process and Computer Simulation Analysis of TC4 Titanium Alloy[J]. Foundry Technology, 2016, 37(4): 774—777.
[39] BANG H S, BANG H S, SONG H J, et al. Joint Properties of Dissimilar Al6061-T6 Aluminum Alloy/Ti-6%Al- 4%V Titanium Alloy by Gas Tungsten Arc Welding Assisted Hybrid Friction Stir Welding[J]. Materials and Design, 2013, 51: 544—551.
[40] 韩玉杰, 王耀奇, 侯红亮, 等. 置氢TC16钛合金微观组织与变形行为[J]. 稀有金属材料与工程, 2017, 46(S1): 51—55. HAN Yu-jie, WANG Yao-qi, HOU Hong-liang, et al. Microstructure and Deformation Behavior of Hydrogenated TC16 Titanium Alloy[J]. Rare Metal Materials and Engineering, 2017, 46(S1): 51—55.
[41] 周利, 刘会杰. 临时合金元素氢对TC4钛合金搅拌摩擦焊接头微观组织和力学性能的影响[J]. 稀有金属材料与工程, 2013, 42(3): 500—506. ZHOU Li, LIU Hui-jie. Effect of Hydrogen as a Temporary Alloying Element on Microstructure and Mechanical Properties of TC4 Titanium Alloy Friction Stir Welded Joints[J]. Rare Metal Materials and Engineering, 2013, 42(3): 500—506.
[42] ZHANG Z, TAN Z J. A Multi Scale Strategy for Simulation of Microstructural Evolutions in Friction Stir Welding of Duplex Titanium Alloy[J]. High Temperature Materials and Processes, 2019(38): 485—497.
[43] MORISADA Y, IMAIZUMI T, FUJII H. Determination of Strain Rate in Friction Stir Welding by Three-Dimen- sional Visualization of Material Flow Using X-Ray Radiography[J]. Scripta Materialia, 2015, 106: 57—60.
[44] GANGWAR K, RAMULU M. Friction Stir Welding of Titanium Alloys: A Review[J]. Materials and Design, 2018, 141: 230—255.
[45] YUE Y M, WEN Q, JI S D, et al. Effect of Temperature Field on Formation of Friction Stir Welding Joints of Ti-6Al-4V Titanium Alloy[J]. High Temperature Materials and Processes, 2017, 36(7): 733—739.
[46] 胡郁, 孔建. 高熔点钛合金搅拌摩擦焊接的热力耦合计算机数值模拟[J]. 钢铁钒钛, 2016, 37(1): 65—71. HU Yu, KONG Jian. Thermo Mechanical Coupled Nnumerical Simulation of Friction Stir Welding of High Melting Point Titanium Alloy[J]. Vanadium and Titanium in Iron and Steel, 2016, 37(1): 65—71.
[47] 王小英. TC4钛合金搅拌摩擦焊流场及动态再结晶过程数值模拟[D]. 哈尔滨: 哈尔滨工业大学, 2012. WANG Xiao-ying. Numerical Simulation of Flow Field and Dynamic Recrystallization Process in Friction Stir Welding of TC4 Titanium Alloy[D]. Harbin: Harbin Institute of Technology, 2012.
[48] LIU H H, FUJII H. Microstructural and Mechanical Properties of a Beta-Type Titanium Alloy Joint Fabricated by Friction Stir Welding[J]. Materials Science and Engineering A, 2018, 711: 140—148.
[49] SAHLOT P, ARORA A. Numerical Model for Prediction of Tool Wear and Worn-Out Pin Profile during Friction Stir Welding[J]. Wear, 2018, 408/409: 96—107.
Research Status of Friction Stir Welding of Titanium Alloy
ZHANG Zhi-feng1, LIU Zheng-tao2, XIE Xi-ming3, XIONG Si-yong1, YANG Hong-fa1, YAO Li-xuan1
(1. Key Laboratory of Reactor System Design Technology, Nuclear Power Institute of China, Chengdu 610213, China; 2. No.59 Research Institute of China Ordnance Industry, Chongqing 400039, China; 3. R & D Center of Reliability Engineering Technology, Design Institute of Nuclear Power Institute of China, Chengdu 610213, China)
Friction stir welding (FSW) has become a research hot spot of titanium alloy welding technology. In this paper, the research status of FSW of titanium alloy at home and abroad is reviewed from the aspects of materials and structures design of FSW tool, relationships between process and microstructure and properties, numerical simulation of welding process, etc. According to the existing research results, FSW is an effective way to realize the high strength and reliable connection of titanium alloy. Selecting appropriate welding parameters and post weld heat treatment process can obtain high-quality titanium alloy welded joints; however, due to the lack of research and development of high temperature, high strength and high wear resistance FSW tool for titanium alloy, as well as the lack of research on multi-physical field characterization technology, numerical simulation and auxiliary welding process, its research progress and application are limited.
friction stir welding; titanium alloy; present situation and prospect
10.3969/j.issn.1674-6457.2021.03.024
TG453+.9
A
1674-6457(2021)03-0179-09
2021-04-19
张智峰(1985—),男,硕士,高级工程师,主要研究方向为核动力总体设计。
刘正涛(1994—),男,硕士,助理工程师,主要研究方向为搅拌摩擦焊和惯性摩擦焊等固相焊接技术。
猜你喜欢
能源工程(2022年1期)2022-03-29
中学生数理化·八年级物理人教版(2022年3期)2022-03-16
中学生数理化·中考版(2019年10期)2019-11-25
制造技术与机床(2019年8期)2019-09-03
中学生数理化·八年级物理人教版(2019年3期)2019-04-25
中国自行车(2018年8期)2018-09-26
智富时代(2018年7期)2018-09-03
智富时代(2018年7期)2018-09-03
制造技术与机床(2017年5期)2018-01-19
中学生数理化·中考版(2017年10期)2017-04-23
