
基于递归分析的混流生产模式机械加工过程能效分析和状态监测
2021-05-31 10:24李进宇王秋莲
计算机集成制造系统 2021年5期
李进宇,王秋莲,张 炎
(南昌大学 经济管理学院,江西 南昌 330031)
0 引言
机械加工过程的能量效率研究和状态监测技术是智能制造领域中的两个关键内容。作为机械制造系统中的主要生产工具,机床的能源消耗量巨大,但是能源使用效率普遍不高[1],其中电能是机床的主要消耗能源,研究机床的电能消耗规律是制造系统能量效率分析的重要环节[2]。传统的数控机床能量效率研究需要在机床安装功率分析仪和测力仪,通过切削实验分析机床的切削功率、载荷损耗功率、空载功率等特性来建立机床的能量消耗模型[3]。马峰等[4]指出数控机床能耗源较多,应对机床各个子系统的能耗特性进行分析,根据切削手册中的经验公式计算得到切削功率,然后利用机床功率平衡方程计算机床的实时能量效率;Hu等[5]根据主轴输入功率曲线确定机床的加工状态,通过功率平衡方程分离切削功率实时计算机床能效,并开发了一款在线能效监测软件进行实验验证。也有其他学者基于该理论对机床加工状态的能效特性进行研究,形成了比较完整的理论体系,这类方法多基于切削力计算的经验公式提出,但是因为复合机床、加工中心等机械加工系统的工况复杂多变,不仅经验公式难以适用于能效的实时分析,还需要预先进行大量切削实验,所以实际应用范围有限[6]。
随着数据科学的发展,基于能耗数据驱动的加工过程状态监测技术有了较大的进展[7]。Sihag等[8]提取铣削加工中心各级转速下功率曲线的若干时域特征,以冷却泵等辅助部件的开关状态为参考,在实时加工状态下采集主轴输入功率并计算时域特征指标值,然后应用K-means聚类算法,结合辅助部件的状态,对不同铣削加工状态进行识别分类,实现了对加工状态的监测。为对机床加工过程进行异常诊断,Liang等[9]提取不同加工状态下功率信号的时域特征,采用果蝇优化算法动态选择阈值,实现了对刀具磨损和破损等不同异常加工状态的识别。这类基于能耗数据的状态监测技术的研究对象主要是功率的时域或频域特征参数,然而在工况复杂化的实际加工环境中,不同加工状态下功率特征参数的差别可能不够明显,因此需要进一步提高监测精度[10]。
混流生产模式是企业一定时期内在一条流水线上生产多种产品的生产方式,混流生产线可以处理多品种、中小批量的加工任务,敏捷高效地响应市场需求[11]。在混流生产模式下,生产线的在制品种类和加工数量动态变化,因此加工设备的工况比较复杂,采用传统的基于经验公式的方法已不适合分析该模式下机床的能量效率,而现有针对该模式的能效研究多在粗略计算不同工件加工的平均功率和平均工时基础上通过建立仿真模型进行[12],很难保证精度和实时性,因此需要更加准确有效的在线能效分析方法对混流生产模式机械加工过程进行研究。
为实现工况复杂的混流生产模式下机械加工过程的能量效率分析及加工状态的在线监测,本文以机械加工过程中的功率数据为研究对象,应用聚类分析法建立参考功率数据库,提出一种基于递归图(Recurrence Plot, RP)和图像处理技术的方法分析实时加工功率,在实现工件类型识别和工件状态判定的基础上实时计算工件的能量效率,同时应用递归定量分析法(Recurrence Quantification Analysis, RQA)捕获各个工序状态下功率的非线性特征,有效实现了加工过程的状态监测。
1 混流生产模式下的机械加工过程功率变化特性分析
机械加工系统的运行状态包括启动、待机、空载和切削[13],随着运行状态的改变,功率曲线的波形也会发生变化。以某轴类工件a(45#钢)的车削加工过程为例,机床主轴启动后,空切的车刀逐渐靠近工件体,两者接触后开始车削加工工件外圆,完成后退刀至工件的端面位置对端面进行车削加工。图1所示为工件a的加工功率曲线,可见在工件a加工过程中,机床的切削和空载状态交替出现,而且加工状态变化时伴随有功率值的突变,以功率值突变处为边界将加工功率分割为对应不同状态的片段,就可以计算出工件a加工过程的加工能量利用率[2]。
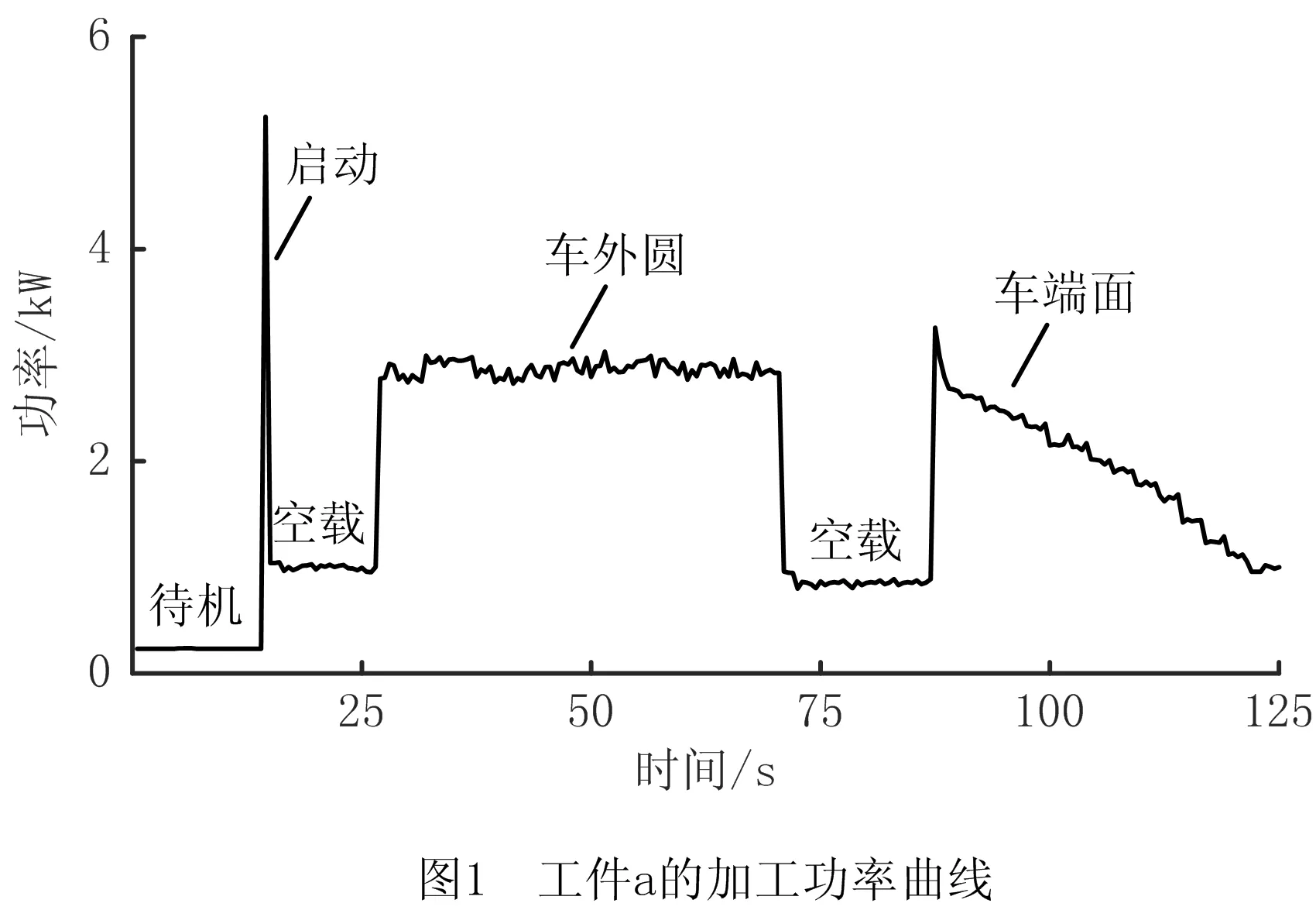
在流水生产线上,工件批量地依次进入和退出机床加工系统,机床输入功率也会发生周期性变化,采用一定的方法分割出单个周期,作为单个工件加工过程的功率片段,在此基础上识别其加工过程中各状态对应的功率段,即可计算出单个工件加工过程的能量效率。因此,计算能量效率的关键在于识别功率曲线中对应各个工件和不同加工状态的功率片段。然而采用人工方法先识别工件对应片段再标定加工状态边界的方式费时费力。以大批量流水生产的某轴类工件的加工过程为研究对象,Wang等[6]提出一种加工状态边界的定位方法,即应用递归分析法和图像边缘检测算法分割该批工件的加工功率,得到各工件不同工序对应的信号段,进而计算出切削工序的能耗和工件加工的能量效率,然而该方法的应用范围局限于加工单一产品的流水线生产模式能效分析,不能对产品多样化的混流生产模式进行能效分析。
混流生产模式中制造单元加工的工件类型经常发生切换,功率信号变化更加复杂[14]。图2所示为与图1工件a在同一个混流生产线上生产的工件b的加工功率曲线。工件b的加工工序与工件a相似,但是其轴体中部相对于工件a的同一位置预先进行了钻孔处理。图2可见黑色箭头指向的部分功率曲线相对于图1的同一位置有明显的波动偏移,这是因为在工件b外圆的车削过程中,刀具到达工件的钻孔位置时会突然由切削工件材料体转为空切,切削缺少阻力,扭矩迅速减小,机床能耗骤降至机床空载状态的水平。两种工件车削状态下(车外圆和车端面)机床输入功率的9项常用时域特征指标值如表1所示。对比两类工件车端面加工功率的各项指标,可见两者各指标的大小十分接近,很难用一般的时域特征分析方法来分析不同工件的能量效率,因为一般时域特征分析法是先建立工序的时域特征参考标准,再监测实际加工过程中各工序的功率时域特征是否超出参考标准的阈值[8],进而完成工序划分。而对比两类工件车外圆加工功率的各项指标发现,两者平均功率、均方根、峰值因子和波形因子等指标较为接近,标准差和偏度系数差别较大。如果应用时域特征分析法或文献[6]中基于递归分析的流水线能量效率分析法,则会出现将工件b的外圆车削工艺误判为异常状态的情况。因此,需要新的方法来进行混流生产模式下的状态监测。
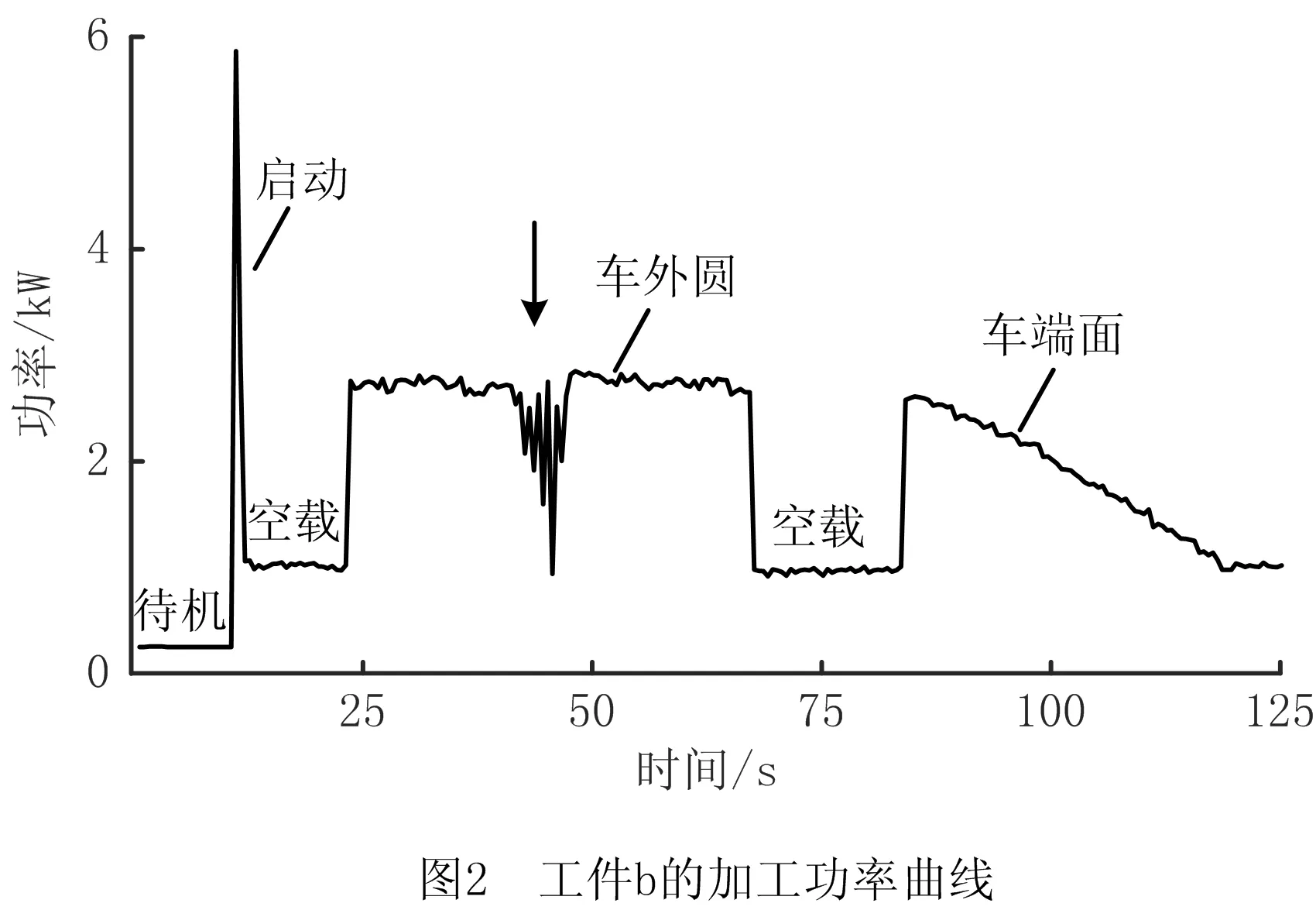
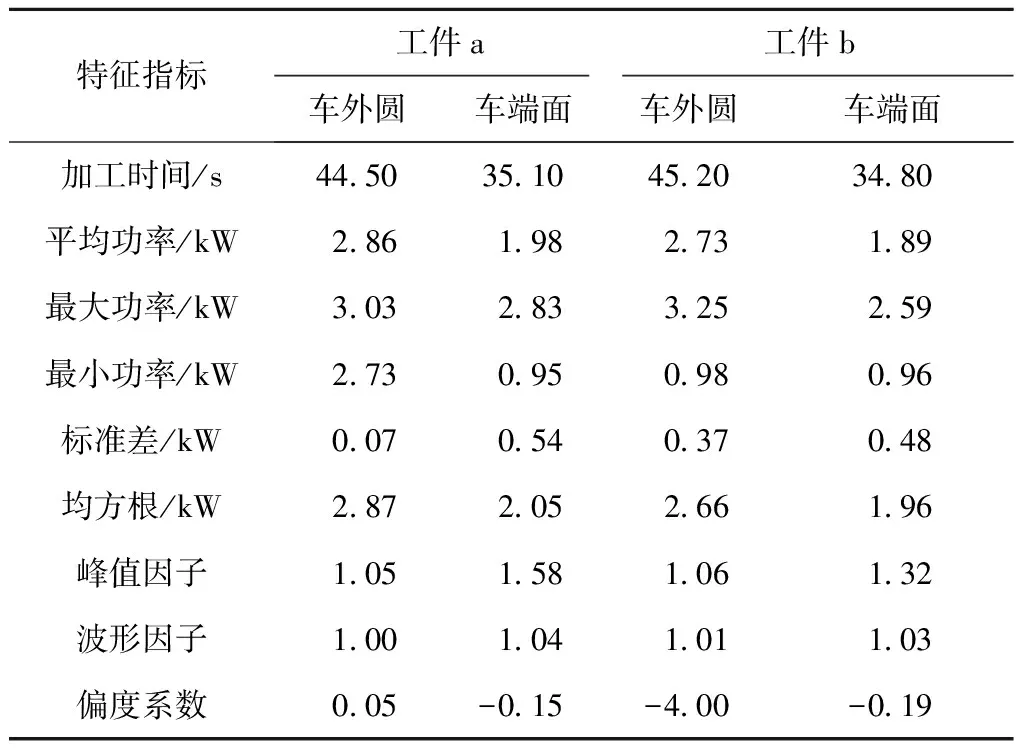
表1 不同工序的加工功率时域特征指标
综上所述,机床设备运行状态的改变会间接体现在功率波形的改变上,应用智能电表实时采集的功率数据不仅可以用于设备能量效率的计算分析,还可以用于加工过程的状态监测。实现能效分析和状态监测的必要前提是区分出功率曲线中不同工件或工序所对应的片段,即定位加工状态边界,然而混流生产模式下的机械加工过程,其相对复杂的工况增加了边界定位的难度,因此迫切需要更加有效的方法进行边界定位。
2 理论框架
本文提出基于递归分析和图像处理技术的方法,可以实现对混流生产模式下工件类型和工序加工状态的边界定位,进而进行多种类工件的能量效率分析,同时可以监测工件的加工状态,其理论框架如图3所示。
首先,按照工艺方案进行各类工件的加工试验,建立各工件加工过程的功率数据库作为标准;然后,在实际加工过程中应用智能电表实时采集机床输入功率,计算实时功率信号的递归图中是否有与数据

库中某类工件对应功率递归图相似的部分,进而识别出实时功率中的工件类型及其加工状态;最后,计算加工过程的有效能量效率,同时对实时功率和参考功率的交叉递归图进行递归定量分析,以实现对加工状态的监测。
2.1 建立参考功率数据库
设共加工r种不同的工件,记为w1,w2,…,wr,其中第u种工件wu的加工过程共经历v个加工状态(包括进行各个工序加工的机床切削状态和进退刀时的机床空载状态),记为wu,1,wu,2,…,wu,v。按照工艺方案,试加工每类工件并采集加工功率数据,记工件wu加工过程的功率数据为X(wu),包含的各状态的功率为X(wu,1),X(wu,2),…,X(wu,v),各状态的持续时间为t(wu,1),t(wu,2),…,t(wu,v)。本文以每个工件加工过程的加工状态为基本考察对象,首先计算各个加工状态的功率时域特征;然后应用主成分分析法对指标进行降维处理,选择合适的主成分作为新变量;将新变量作为输入,对应的加工状态作为输出,采用K-means聚类算法找出各状态的聚类中心,最后组合得到一个完整的工件加工过程的参考功率数据。具体步骤如下:
步骤1试加工k件工件wu,并将第s件试加工过程的功率数据记为xs,xs的v个加工状态所对应的功率记为xs,1,xs,2,…,xs,v,计算xs,1,xs,2,…,xs,v的时域特征指标,指标选取同表1,得到k×v个样本,每个样本代表一种加工状态的一次加工过程。
步骤2应用主成分分析法对原指标进行降维,选择累计贡献率超过85%的主成分作为新变量。
步骤3随机选择v个样本作为初始聚类中心。
步骤4分别计算所有样本与聚类中心的距离,将每个样本分配到与其距离最近的聚类中心。
步骤5计算每个类内所有样本的平均值,得到新的聚类中心点,更新聚类中心。
步骤6判断聚类中心点是否不再发生变化或者达到迭代次数上限,若满足条件则终止计算,否则返回步骤4。
步骤7选择距离各聚类中心最近的一个样本作为各加工状态的代表,组合得到工件wu的参考加工功率曲线。
2.2 工件类型识别

Xi={xi,xi+τ,…,xi+(m-1)τ},i=1,2,…,N。
(1)
式中:N=n-(m-1)×τ;m和τ为相空间重构的嵌入维数和延迟时间,分别由互信息法(Mutual Information, MI)和伪最近邻法(False Nearest Neighbor, FNN)求得[15]。向量组X=X1,X2,…,XN即为原时间序列在m维相空间的轨迹,向量Xi表示系统第i时刻的状态,当任意两个不同时刻的状态相似或相同时,认为状态出现递归。系统所有状态的递归现象以使用递归图呈现[16],在不同形式的递归图中,无阈值递归图为是一个灰度图,可通过像素点灰度值反映两个状态点之间的相似度,计算方法为
Di,j=‖Xi-Xj‖;
Xi,Xj∈X,i,j=1,2,…,N。
(2)
式中:‖•‖为距离范数,本文采用欧氏距离;Di,j为任意两个时点的状态向量Xi,Xj之间的空间距离,距离越小说明两个时点的状态越接近,递归图上坐标为(i,j)的像素点的颜色越深,反之亦然。
无阈值递归图中的纹理结构表征了系统状态随时间的变化特征,具有不同波形特征的功率曲线对应无阈值递归图中不同纹理结构的部分,功率值接近的功率曲线在递归图中对应区域的灰度值也接近,因此递归图中灰度值不同的区域之间存在明显的边界。这些边界是图像中灰度值发生明显变化的像素点的集合,又称阶跃边缘,边界在递归图坐标轴上的位置即为功率值发生突变的时点,而功率的突变一般由机床加工状态的变化引起,包括各个工序加工的开始、结束状态和非平稳加工状态(如震刀、工件缺陷)等。为了获取无阈值递归图中的边缘点集合,可通过构造垂直于坐标轴方向的边缘检测算子[17-18]考察图中每个像素在某邻域范围内的灰度变化特性,来判断其是否为阶跃边缘。经典的边缘检测算子有Roberts算子、Sobel算子、Canny算子等,其中Canny具有良好的检测敏感性和精确性,且检测边缘的连接度较高。

(3)
比较相关系数r和判别阈值μ的大小:
(1)若r<μ,则该功率片段不是工件wu的加工功率,此时按照以上过程计算数据库中另一个工件的相似度,当与所有类型工件的相似度均小于阈值μ时,认为以db为开始时点的功率片段不对应任何类型工件的加工过程。
(2)若r≥μ,则该功率片段是工件wu的加工功率,若满足该判定条件的实时功率片段有多个,则应采取长度优先的识别策略,即优先考虑时间较长的功率段为工件wu的完整加工功率。
2.3 工件状态判定
2.4 工件能效分析和工序状态监测
完成工件wu各加工状态的判定后,计算工件加工过程的有效能量利用率[6]
(4)

对比分析实时信号中各切削工序对应的功率段和数据库中的参考功率段,可以实现对切削加工过程的状态监测:记实时信号中某工序的切削功率为Y=y1,y2,…,yn,对应数据库中的该段功率为Z=z1,z2,…,zn,对信号Y,Z进行重构:
Yi={yi,yi+τ,…,yi+(m-1)τ},i=1,2,…,NY;
(5)
Zj={zj,zj+τ,…,zj+(m-1)τ},j=1,2,…,NZ。
(6)
将Yi,Zj代入式(7),计算得两个不同时间序列的递归图,又称交叉递归图[21]。
CRi,j=Θ(ε-‖Yi-Zj‖)。
(7)
式中:ε是阈值距离,其值一般为最大重构相空间直径的5%[22];Θ(χ)为阶跃函数,即
(8)
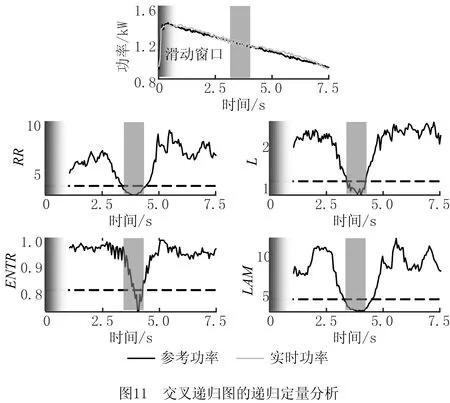
仅通过定性分析很难捕获信号在递归图中的非线性特征,为了量化递归图中的纹理信息,Webber等[23]通过测定递归图中基本图形点和线段的分布,定量表征递归图的纹理结构特征,即递归定量分析。定量分析指标包括递归率RR、确定率DET、平均对角线长度L、熵ENTR和层流率LAM等,这些指标在不同程度上反映了两段信号的差异性。例如,当滑动窗口内的实时加工功率中出现了与参考功率不同的波动时,RR,DET,L等指标会明显降低,因此可以通过监控RQA指标的变化来监测加工状态。
3 实验验证
某混流生产系统由加工系统(主要加工设备为数控车床)、物料搬运系统和数控系统3个子系统组成,主要进行轴类工件内外表面车削加工。限于篇幅,本案例选取该生产系统的一台车床进行研究,该车床当前主要完成两种工件的车削加工任务,两种工件按批由传送带依次送至机床进行混流加工。
两种工件分别记为w1和w2,每种加工30件,分6批次,每批次批量加工5件,依批次交替加工两种工件。刀具材料为硬质合金。工件毛坯为45#钢,规格为φ40 mm×300 mm。圆钢毛坯无变形缺陷,按照图4和图5进行外圆和端面车削加工,加工工序及切削参数如表2和表3所示。考虑到加工状态监测实验的需要,预先选取用于w2加工的3件毛坯,在其端面部分凿击留痕以增加表面粗糙度。加工过程中使用横河CW500智能电表以20 Hz的采样频率采集机床总电源处的功率数据并保存到SD存储卡,通过MATLAB数学计算软件对本文方法进行验证。
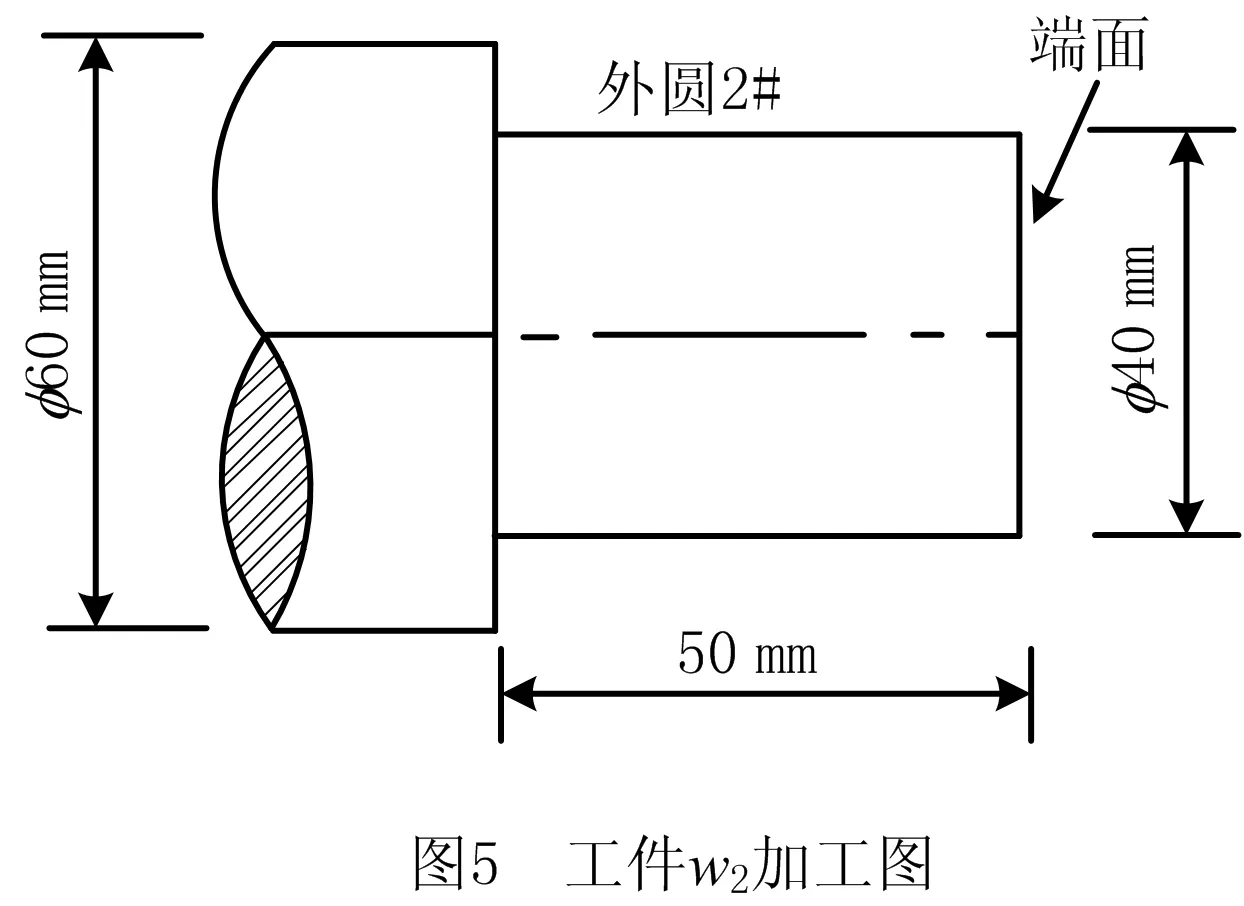
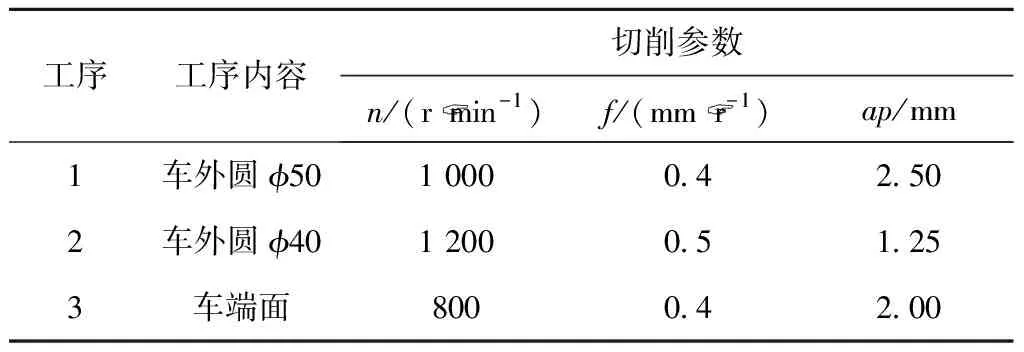
表2 工件w1的加工工艺和切削参数
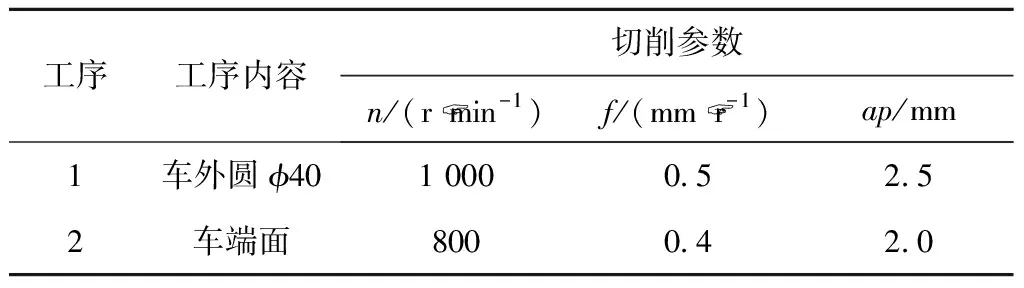
表3 工件w2的加工工艺和切削参数
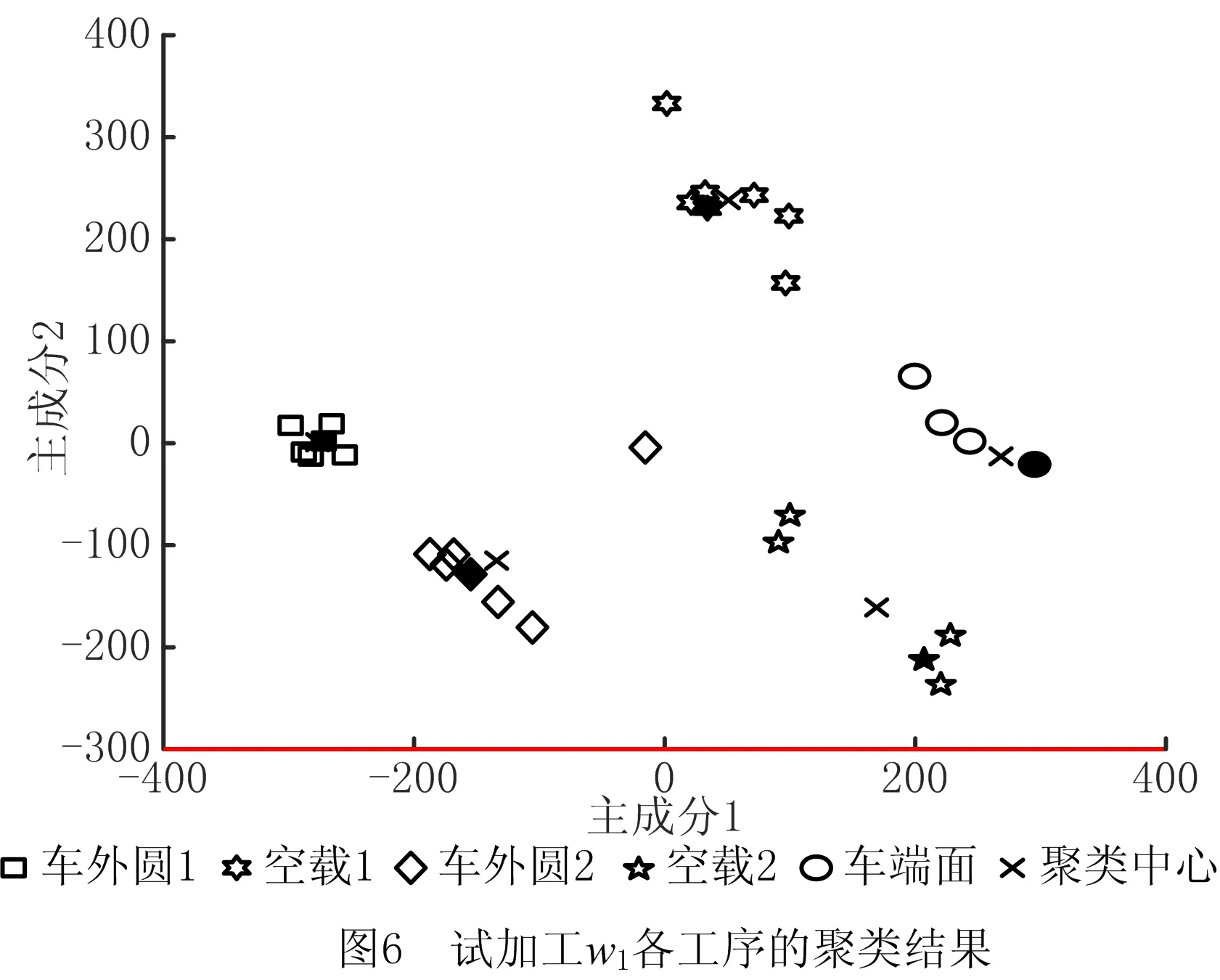
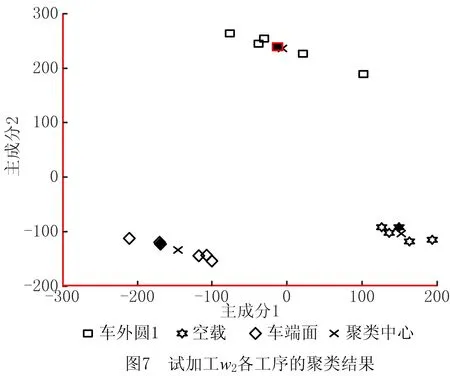
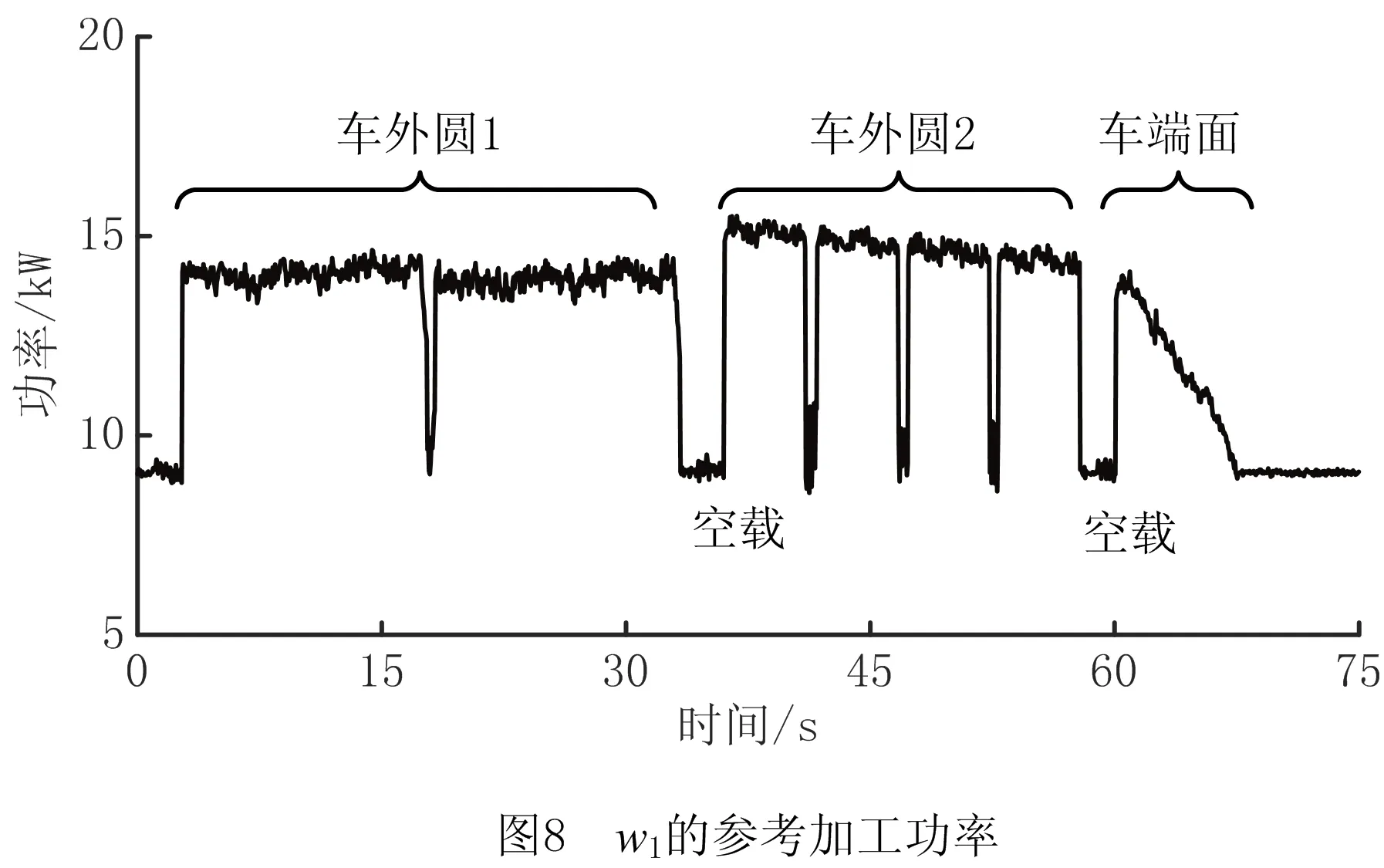
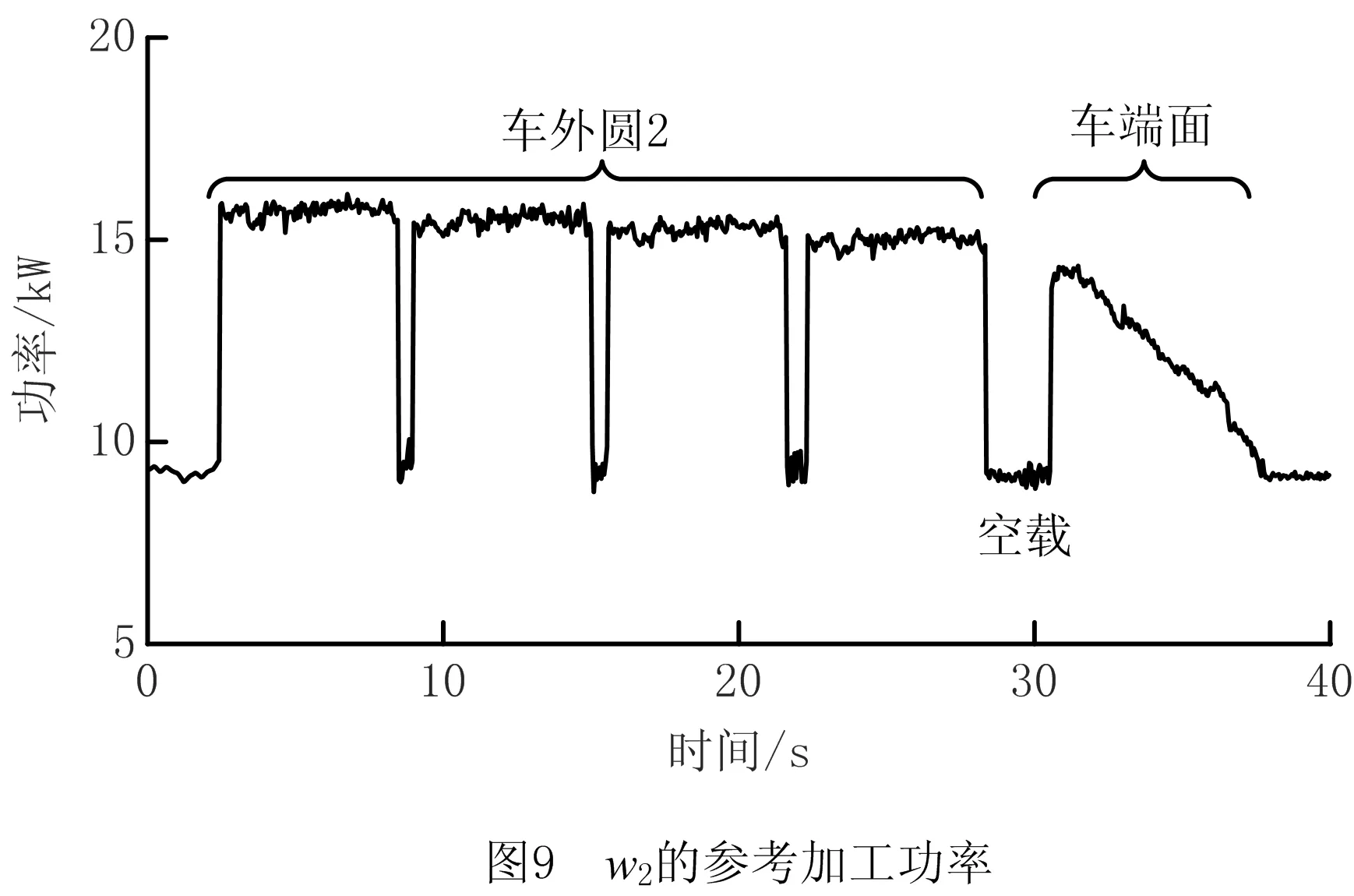
根据工艺方案,试加工两类工件各6件并记录加工的功率数据。记6件w1分别为x1,x2,…,x6,每件的加工过程包括3个工序的切削状态和2个空载状态,则第i件w1加工过程的各状态所对应的功率记为xi,1,xi,2,xi,3,xi,4,xi,5;6件w2分别为x7,x8,…,x12,每件的加工过程包括2个工序的切削状态和1个空载状态,则第j件w2加工过程的各状态所对应的功率记为xj,1,xj,2,xj,3。根据2.1节的步骤,计算所标记的各个状态对应功率的时域特征参数,然后应用主成分分析法筛选出前2个主成分(累计贡献率达97%),最后采用K-means聚类算法对各个样本进行聚类分析。图6和图7中距离各聚类中心最近的黑色样本对应的功率即为其所属类别状态的参考功率,分别为x6的车外圆1、x2的空载1、x2的车外圆2、x1的空载2、x5的车端面,以及x8的车外圆1、x10的空载、x11的车端面,最后组合各状态的参考功率得到两类工件完整加工过程的参考功率曲线P(w1),P(w2),如图8和图9所示。


对实时功率的递归图采用Canny边缘检测算法,检测图中的纵向边缘得加工状态变化点集合d={d104,d150,d288,d430,d598,d732,d743,d1 034,d1 081,d1 173,d1 286,d1 298,d1 409,d1 479,d1 524,d1 616,d1 670,d1 830}。
根据2.3节,从加工状态的变化点集合中第1个元素开始识别工件。由于6件w1的加工时长十分接近,差别不超过1 s,w2的加工时长差别也较小,本文统一取容许加工时间差l(w1)=l(w2)=2 s。判别阈值μ的取值较高时,可能会意外剔除加工过程存在异常的同类工件,而较低的阈值会增大计算量,本文取μ=0.75。工件类型识别的部分计算过程如表4所示,该滑动窗口范围内的功率信号中,d430~d1 670之间的功率段与w1加工功率的相似度为0.88,大于阈值0.75,且大于d中其他任意两个点对应的功率段与w1加工功率的相似度;另外,不存在相似度大于0.75的对应w2的功率段,因此认为d430~d1 670之间的功率段为工件w1对应加工过程的功率。
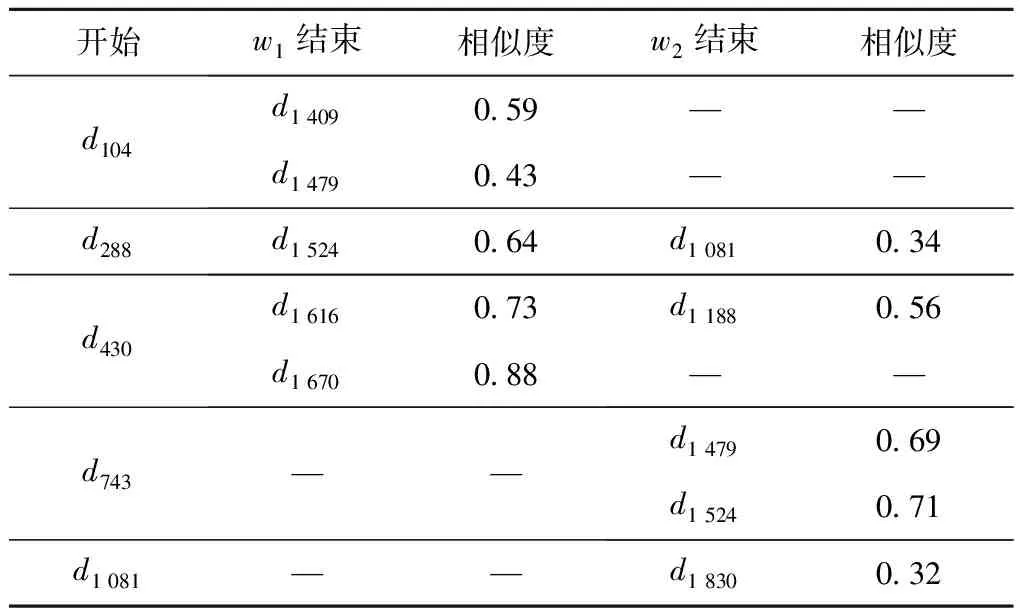
表4 工件类型识别的部分计算过程
工件加工起止时间之间功率包括各个工序状态的切削功率和工序间的空载功率。图10b所示的实时功率信号中,d430~d1 670之间的加工功率对应w1的加工过程,因此{d430,d598,d732,d743,d1 034,d1 081,d1 173,d1 286,d1 298,d1 409,d1 479,d1 524,d1 616,d1 670}是其加工状态变化时间的集合,d430为第1个工序的加工开始时间,d1 670为第3个工序的加工结束时间。结合w1的参考功率数据,根据2.3节的方法判定各加工状态的开始时间和结束时间,如表5所示。
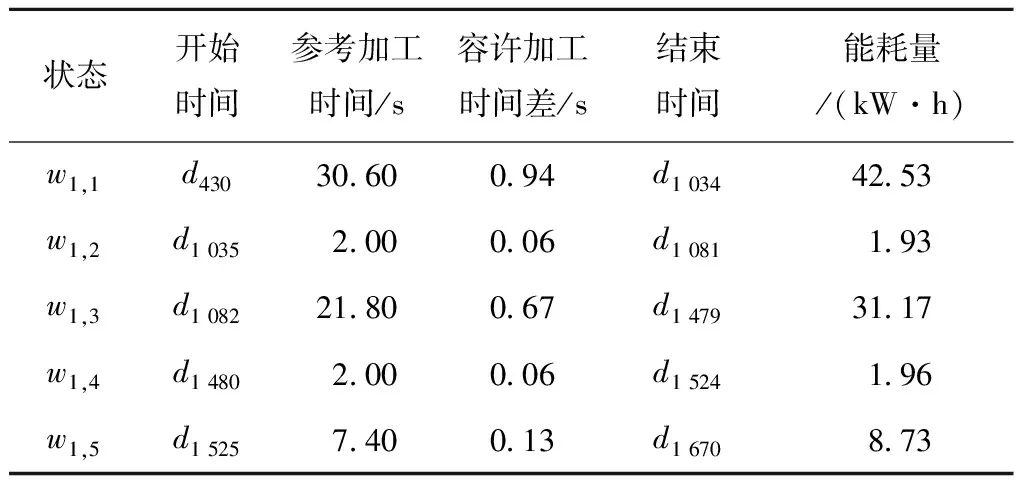
表5 工件w1加工状态的起止时间和能耗量
根据得到的工件加工和各工序状态的起止时间,计算工件加工过程的有效能量利用率。根据式(4),计算得d430~d1 670之间w1的3个工序w1,1,w1,3,w1,5的切削能耗分别占该工件总加工能耗的49.27%,36.11%,10.11%,因此w1加工过程的有效能量利用率为86.69%。
按照以上过程,对全部工件的加工功率进行分析,工件的识别分类结果如表6所示,正确识别出30件w1、29件w2,整体识别率为98.33%。其中,端面有凿痕的1件w2未被识别,其功率信号递归图的相似度系数为0.73,略低于相似度阈值0.75,因此可以适度降低相似度阈值,以保证所有工件被识别。两类工件加工的有效能量效率均值如表7所示。
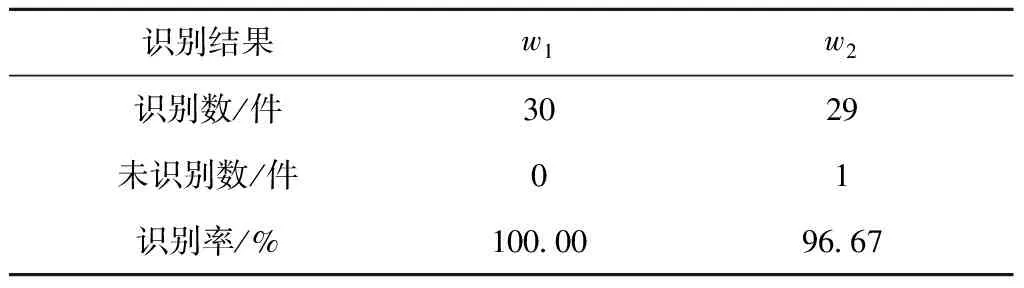
表6 工件识别分类结果
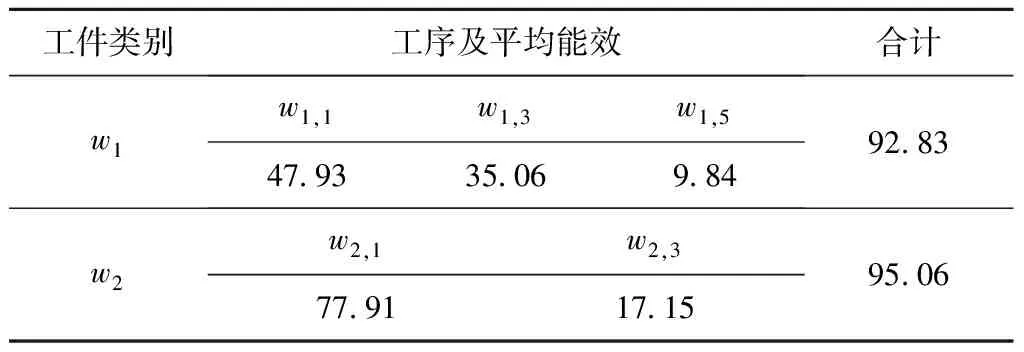
表7 工序平均能量效率 %
对于端面有凿痕的1件w2,其w2,2工序加工的功率曲线(实时功率)与数据库中的参考功率曲线(参考功率)如图11所示,因为加工过程中车刀会逐渐接触端面的凹痕部分,所以第3 s左右的实时功率曲线比同时间段的参考功率曲线有目测不明显的小幅不规律波动。对两段信号构成的交叉递归图进行递归定量分析,设定滑动窗口大小为1 s,步长为40 ms。如图11所示,RR,L,ENTR,LAM等RQA指标在第3 s左右同时发生明显突降,其中变化幅度超出RQA指标值3倍标准差的时段的功率基本对应工件端面凹痕部分的加工过程,通过设定下控制限LCL可检测出加工过程的异常状态并报警。
由表2和表3的工艺参数以及表7中工序的平均能效水平分析可知:同等加工环境下,机床主轴转速一定时,进给速度越大,切削深度越深,机床的切削功率越大,但因为各工序的工时会减小,所以加工的总能耗量不一定增大,需要综合考虑各项切削参数对切削能耗的影响。另外,通过分析加工过程的功率数据,也可以有效识别出有表面缺陷、加工余量不均匀等异常的工件。在混流生产模式下,该方法可通过少量加工实验建立参考样本数据库,分析加工过程能效水平,为工艺方案的比较选优提供参考;同时,监测加工过程能耗的异常波动可为异常工件的识别提供依据。
4 结束语
本文面向混流生产模式下机械加工系统的运作特点和功率变化特性,提出一种基于递归分析和图像处理技术的能量效率分析与状态监测方法,得到以下结论:
(1)使用图像边缘检测算法分析机床输入功率的递归图,可以高效、准确地标记出功率中的加工状态变化点;应用图像模板匹配算法能以较高的正确率识别混流生产模式下在加工的工件类型。
(2)基于工件类型的判定和工件加工状态的识别结果,能够实时得到工件加工过程的能量效率,为能量效率优化提供基础数据。
(3)采用递归定量分析法分析参考功率和实时功率的交叉递归图,可以量化功率的非线性特征,有效检测出功率中的异常波动,实现对产品加工状态的在线监测。
本文方法适用于混流生产模式下机械加工过程的能效分析和状态监测,未来将进一步优化方法的运行效率,以实现对加工过程的故障诊断。
猜你喜欢
大电机技术(2022年4期)2022-08-30
中国设备工程(2022年12期)2022-07-11
大电机技术(2022年2期)2022-06-05
制造技术与机床(2019年2期)2019-03-06
测控技术(2018年11期)2018-12-07
制造技术与机床(2017年11期)2017-12-18
制造技术与机床(2017年9期)2017-11-27
系统工程与电子技术(2016年7期)2016-08-21
西北工业大学学报(2015年4期)2016-01-19
电测与仪表(2015年2期)2015-04-09
