
G20Mn5低碳低合金钢拱索索夹铸造质量控制
2021-05-27 10:53:40黄韬睿杨世杰邓宏运罗晓明沈佳勇
金属加工(热加工) 2021年5期
黄韬睿,杨世杰,邓宏运,罗晓明,沈佳勇
1.中国铁建国际集团有限公司 北京 100855
2.西安理工大学664信箱 陕西西安 710048
3.杭州海伦铸钢有限公司 浙江杭州 311116
1 序言
拱索索夹是在会展中心、体育场、飞机场等大型民用标志性建筑应用的重要铸钢件,中国铁建国际集团有限公司总包国外2022年足球世界杯大型体育场拱索索夹,设计时选用材质为G20Mn5钢,单重240kg,外廓尺寸为820mm×535mm×385mm,主要壁厚90mm。拱索索夹铸造难点如下。
1)结构复杂,壁厚不均匀,存在局部变截面区域,热节较多,易产生缩孔、疏松等缺陷。按技术要求需进行超声波、磁粉检测,首件必须射线检测,因此铸造工艺措施要科学合理。
2)拱索索夹铸件无损检测要求高,G20Mn5钢力学性能及冲击吸收能量的试块不同于国标(GB),力学性能等质量要求高,同时工期要求紧。
2 拱索索夹有关技术及铸造质量要求
(1)G20Mn5钢化学成分和力学性能要求 拱索索夹G20M n5钢化学成分要求见表1(欧标E N 10293—2005),力学性能要求见表2[1]。

表1 拱索索夹G20Mn5钢化学成分(质量分数)(%)

表2 拱索索夹G20Mn5钢力学性能
G20Mn5钢C含量低、Mn含量高,并含有Ni元素,适合厚大断面且有焊接及调质要求的复杂铸钢结构件。铸造时各个化学元素的选择与控制有以下特点[2,3]。
1)C含量:由于G20Mn5钢C含量要求低,同时技术要求碳当量≤0.49%,且C又在碳当量中占有较大的权重,因此应尽量采购C含量较低的废钢,这是保证降低碳当量的有效措施,同时要保证调质后力学性能,C也不能太低,铸造过程wC最好控制在0.18%~0.21%。
2)Si含量:硅可强化铁素体,提高耐热性和耐蚀性,降低韧性和塑性。wSi在0.40%左右能改善热裂倾向。Si含量高时易形成柱状晶,增加热裂倾向,因此wSi宜控制在0.35%~0.45%。
3)Mn含量:Mn元素会缩小结晶范围,提高钢液流动性,且会扩大奥氏体相区,降低相变温度,细化相变组织,同时具有较强的固溶强化作用,强化基体作用很大,提高强度和耐磨性。Mn含量过高也会增加体收缩和线收缩,增加冷裂、热裂倾向,在低合金范围内增加回火脆性,降低韧性。因此,在低碳钢中wMn一般≤2%。
Mn元素能显著提高低碳钢的淬透性和硬度,延迟低碳钢形变,强化相变进程。综合考虑,wMn最好控制在1.20%~1.50% 。
4)Ni含量:对于更高的屈服强度下仍要求保持冲击性能,则必须考虑加入适量的Ni元素。镍和铁能无限固溶,镍扩大铁的奥氏体区,镍和碳不形成碳化物;镍能固溶强化及降低临界转变温度,降低钢中各元素的扩散速率,提高淬透性,可以细化铁素体晶粒,提高屈服强度,同时改善钢的塑性和韧性,提高钢的疲劳抗力,减小钢对缺口的敏感性。另外,Ni元素加入对钢的显微组织及热处理与力学性能有重要的作用。由于镍的稀缺又是重要的战略物资,所以综合考虑,将wNi控制在0.30%~0.40%。
5)P、S含量:P、S属于有害元素,中频感应电炉熔炼时,要达到G20Mn5钢标准要求,最有效的措施就是采用符合标准P、S含量的优质废钢。
(2)拱索索夹的试块及铸件本身规范要求 拱索索夹除了满足EN 10293—2015的化学成分、力学性能、热处理要求规范外,拱索索夹的试块及铸件本身要求遵守欧标EN 1559-1及EN 1559-2铸造技术交货条件[4,5],拱索索夹外观检查应符合E N 1369—2012铸造外观检查标准[6,7]。拱索索夹的试块按照E N 1559-2的要求,试块的横截面积为t×t,其中t为相关壁厚,从试块上截取试样来测试力学性能,按照铸件截面厚度>50m m,同时<100mm,试样轴线应在距试块表面距离为22.5mm 处。依据订货协议,试块是通过浇注拱索索夹同炉钢液同一浇注系统直接充填的,根据拱索索夹相关壁厚t=90mm及试块几何形状等要求,确定拱索索夹试块尺寸为90mm×90mm×300mm,这比美标ANSI/ASTM或国标GB/T 11352—2009的基尔试样壁厚大,而且取样深度大[8,9]。拉伸试棒为φ10mm,标距为50mm。常温冲击性能采用试块10mm×10mm×55mm、2mm深的标准V型缺口测试。
(3)拱索索夹铸件无损检测 对于拱索索夹的浇冒口根部、所有圆弧部位、有气割和碳弧气刨痕迹处等重点部位,属于高应力区域,应进行目视和磁粉检测,不允许有夹砂和裂纹缺陷存在,也不允许有影响拱索索夹使用性能的密集型气孔、夹渣、缩孔及冷隔等缺陷存在。
1)拱索索夹首件射线检测,应符合ASTM E94标准,等级为3级。
2)铸件磁粉检测,应符合B S E N 1369:2012[8],质量等级如下:非线性缺陷验收等级(SM)- 严格级别SM2;线性缺陷验收等级(LM)-严格级别LM2;点线性缺陷验收等级(AM)-严格级别AM2。
3)铸件超声波检测,应符合B S 12680-1:2003[9],质量等级如下:平面不连续-无裂纹缺陷验收等级-质量等级2;非平面不连续性缺陷验收等级- 质量等级3。
3 拱索索夹铸造工艺设计
拱索索夹模样收缩量为2%,模样起模斜度1°~ 2°,模样工艺补正量2~5mm,加工余量10~15mm,一箱1件并带2个(90mm×90mm×350mm)欧标试块,水玻璃砂CO2硬化法造型,使用醇基锆石粉涂料,涂刷2遍。
拱索索夹采用侧注式浇注系统,直浇道采用φ60mm的陶瓷管,横浇道和内浇道一体,截面尺寸40mm×50mm,为了保证拱索索夹与试块组织致密,不产生缩孔、缩松缺陷,设计5个专用保温冒口,冒口根部及圆角部位使用铬铁矿砂(厚度≥20mm),拱索索夹及2个试块的铸造工艺如图1所示。

图1 拱索索夹及2个试块的铸造工艺三维示意
4 拱索索夹铸造过程工艺控制
4.1 拱索索夹铸造流程
拱索索夹铸造工艺CAD→木模样制作→造型及制芯→涂料涂刷→合箱→钢液熔炼→炉前化学成分光谱分析→浇注钢液→拱索索夹保温与冷却→落砂清理→目视检测→表面缺陷修补→退火处理→表面打磨→MT/UT检测→调质处理→表面打磨→铸件尺寸检测→RT/MT/UT检测→机械加工→检验→喷砂→涂装→合格拱索索夹待出厂。
4.2 拱索索夹铸造原辅材料要求
为便于碳元素的成分控制,废钢表面要求干净,无明显的锈蚀,无油,无水,无泥沙,无油漆,无橡胶,无塑料及铜、铅等有色金属,不使用废铸铁件、废高锰钢件,不使用废钢切屑等。选用同材料或成分相近的干净的低碳冲压余料,优质P08钢冲压边角剩余废钢,或者同材质浇冒口、废铸件。
选用电解锰、电解镍板、FeSi72硅铁及硅钡稀土合金等,合金入厂需有化学成分单。
造型砂选用S i O2≥95%、粒度40~70 目(0.425~0.212mm)的硅砂,铸造涂料选用醇基锆石粉涂料。
4.3 拱索索夹造型制芯及下芯合箱规程
1)拱索索夹造型、制芯前,检查模样、芯盒是否符合工艺图样要求,检查混砂系统是否完好,所混制的型砂是否符合要求,砂芯要求全部使用新砂制芯。
2)造型时按照工艺要求摆放好浇道,浇道接口处必须用胶带封牢,保温冒口套按工艺要求放置好,冒口套根部使用铬铁矿砂填充。填砂时头砂或尾砂不得用于面砂,砂型表面80~100mm范围内使用新砂作为面砂,圆角处采用铬铁矿砂作为面砂,再生砂作为背砂填充。
3)涂刷涂料时,用风管将型腔(砂芯表面)清理干净,第一遍使用较浓的锆石粉涂料涂刷,涂刷完成后点火,待涂料溶剂充分燃烧后,用砂纸将铸型(芯)表面附砂及堆积的涂料打磨光顺,用风管将型腔(砂芯表面)清理干净,涂刷第二遍锆石粉涂料,并再次用上述方法将表面处理干净。
4)下芯。确定下芯顺序,下芯时将砂芯吊平稳,下入型腔后认真检查各个配合尺寸,确认无误后将砂芯固定牢,芯头缝隙用砂填满。
5)清理型腔合箱。用风管沿一定方向吹型腔、浇道,并用抽砂管清理型腔内砂子。清理完型腔后将砂型底箱吊至预定的浇注场地,浇注场地要垫实,防止浇注时由于钢液压力导致砂型下沉而造成铸件变形、跑火。按照要求经过验箱后再合箱,砂箱合好后用箱卡或压铁紧固砂箱。等待浇注的砂箱摆放整齐,砂箱间距>500mm,便于浇注人员穿行、引气等工作,砂箱浇口成一直线,合箱后6h内必须浇注。
4.4 G20Mn5钢中频感应电炉熔炼与浇注质量控制
2t中频感应电炉熔炼,首先加入优质废钢,熔炼中期按照配料组分依次加入电解镍板及FeSi72硅铁继续熔炼,最后加电解锰。待全部炉料熔清,测温达1550℃后第1次取样进行化学成分光谱分析,根据光谱分析结果调整有关合金成分,加入电解锰,并快速升温到1600℃,取样第2次进行光谱分析化学成分,成分合格后,在钢液到达1650℃时,按0.6kg/t钢液加入硅钡稀土合金脱氧出炉,并在浇包内按1.0kg/t钢液加入脱氧铝,出炉后钢液上加保温覆盖剂,浇注温度1580~1600℃,每箱浇注重量500kg,浇注时间30~40s。另外,熔炼过程、光谱分析、测温、出炉及浇注过程等需要分包商,3家第三方监理见证。
4.5 拱索索夹保温与落砂清理
浇注后铸件在砂型中缓慢冷却18h后,开箱落砂清理,切割浇冒口及毛刺,并进行打磨。
4.6 拱索索夹退火处理
为了消除拱索索夹铸造应力并有利于粗加工,对拱索索夹铸件进行退火处理,如图2所示。装炉时将拱索索夹垫平,防止铸件变形。
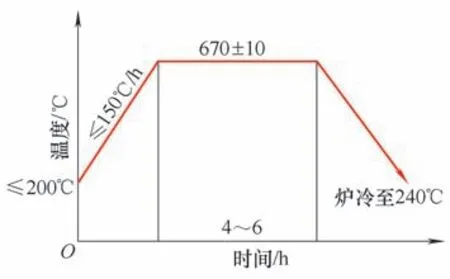
图2 拱索索夹退火处理曲线
5 拱索索夹首件铸造过程质量缺陷及改进
水玻璃砂CO2硬化法造型,由于型腔砂型强度低,涂料质量及涂料烘干不稳定,浇包没有烘烤透,用钢液烫烤,浇注系统也没有用过滤网,以及翻转包浇注挡渣不好,因此虽然第一炉(炉号0841)浇注后4件化学成分主要合金元素在规范要求内,但是碳当量为0.52%,超出CEV≤0.49%的要求,同时也有拱索索夹出现夹渣、夹砂、冷隔等缺陷,清理打磨后超声波、MT检测个别部位不能满足规范要求,全部不合格。
在拱索索夹浇口根部周围存在夹砂和夹渣缺陷,浇注速度快时会造成钢液对砂型的冲击加剧,出现冲砂现象。夹砂的主要原因是由于铸型表面的砂粒与高温钢液接触,剥离后混入钢中形成的。这两种缺陷都是由于砂子渗入铸件内部而产生的,当砂型的紧实度不均匀时,砂型受钢液冲击、砂型未清理干净都会产生夹砂。钢液中混入熔渣后又将钢液注入铸型中,熔渣没有上浮而形成夹渣。采用直浇道下部设置钢液过滤网,控制金属液的流速, 注意撇渣和除渣。夹砂和夹渣缺陷的形态都比气孔略有棱角,因此UT检测时,反射波相对较弱,与气孔的反射近似。
冷隔是由于样件生产初期,浇注工人没有掌握工艺,浇注温度、浇注速度偏低造成的,UT检测时有很强的反射回波。
通过总结,细化拱索索夹铸造质量控制,优化型砂中水玻璃加入量及CO2硬化时间,保证砂型强度,直浇道下部设置钢液过滤网,提高两遍醇基锆石粉涂料刷涂质量,碳含量向下限调整,浇包接钢液前烘烤1h到400℃以上,钢液温度至1650℃出炉,浇包加铝线与硅钡稀土复合脱氧,出炉后加入保温覆盖剂,保证浇注温度在1570~1600℃,翻转包浇注认真挡渣,连续生产3炉次15件,拱索索夹化学成分见表3。由于铸造过程质量管控严格,拱索索夹表面质量、UT/MT检测全部满足规范要求,拱索索夹RT检测也满足规范要求。

表3 合格G20Mn5钢拱索索夹化学成分(质量分数) (%)
6 拱索索夹调质处理及力学性能
低碳低合金铸钢拱索索夹件wC在0.2%左右,碳当量≤0.49%,低碳低合金铸钢拱索索夹铸态组织为多角粗大的铁素体+珠光体,要求性能满足工程要求,需要利用淬火加高温回火处理的工艺(称为调质处理)来提高综合力学性能。将零件加热到奥氏体化并保持一定时间后,以适当方式冷却淬火,获得马氏体或贝氏体组织。淬火后及时进行回火处理,以消除淬火应力,获得所需综合力学性能。淬火采用75kW台式电阻炉,淬火池大小为2.5m×4m×3m。拱索索夹及试样调质处理前抛丸或打磨表面氧化皮,目的是减少调质处理加热与冷却的热传导。调质工艺如图3、图4所示。
6.1 拱索索夹首件淬火工艺
(1)淬火装炉温度 装炉炉温≤350℃,试块与拱索索夹装在框中间隙放置,有利于每件均匀加热、快速冷却;淬火加热升温速度按280~330℃/h控制,升温速度要均匀。
(2)淬火保温时间 温度升至(930±10)℃后保温4h。

图3 拱索索夹淬火工艺

图4 拱索索夹回火工艺
(3)淬火冷却 保温结束后快速出炉油淬,保证淬火液量,保持淬火液温度30~40℃,使拱索索夹在淬火池中不停地移动,15min后出淬火液测温,淬火液冷却到300℃左右,转入回火炉进行回火。
6.2 拱索索夹首件回火工艺
(1)回火装炉温度 回火装炉炉温≤300℃,试块与拱索索夹装在框中间隙放置,有利于每件均匀加热;回火加热升温:回火升温速度按250~300℃/h控制,升温速度要均匀。
(2)回火保温时间 温度升至(630±10)℃后保温5h。
(3)回火冷却 保温结束后快速出炉并散放(不能堆积)在专用吹风冷却床上风冷。
6.3 拱索索夹首件力学性能检测
G20Mn5钢拱索索夹试块相关壁厚90mm,拱索索夹与大试块同炉、同工艺QT调质,试样(V型缺口)的形状和尺寸以及试验方法应按照EN ISO 148-1—2016[10]执行;对规定的G20Mn5牌号,冲击吸收能量平均值应不小于产品标准内的规定值60J;单个值不小于规定值60J的70%,则该单个值可小于规定值60J,测得大试块力学性能及冲击吸收能量结果见表4。从5个炉批调质大试块力学性能检测结果看,G20Mn5钢拱索索夹首件调质处理工艺是合理的,就是接头调质处理要加强对热处理工培训,严格执行调质工艺规程操作。

表4 G20Mn5钢拱索索夹试块力学性能检测结果
7 结束语
1)采用优质废钢,中频感应电炉熔炼钢液,1630℃出炉,浇包加铝线及硅钡稀土复合脱氧,控制浇注温度在1570~1600℃,翻转包浇注认真挡渣等严格的铸造质量控制,可以铸造满足欧标各项严格规范要求的拱索索夹铸件。
2)为了保证调质后力学性能及冲击吸收能量的各项要求,同时满足综合成本因素, G20Mn5钢拱索索夹铸件最佳化学成分为:wC控制在0.18%~0.21%,wSi控制在0.35%~0.45%,wMn最好控制在1.10%~1.30%,wNi控制在0.20%~0.40%,wP、wS均<0.020%。拱索索夹首件及大试块优化调质工艺,淬火为(930±10)℃保温4h,进入油液淬火并用吊车不停来回移动,保证每个拱索索夹均匀冷却,冷却到300℃以下进入台式电阻炉中,回火升温到(630±10)℃后保温5h,快速出炉至专用吹风冷却床空冷,拱索索夹首件及大试块达到欧标EN 10293及EN 1559-1、EN 1559-2中G20Mn5+QT拱索索夹90mm×90mm大试块力学性能及冲击吸收能量的各项要求。
猜你喜欢
中国铸造装备与技术(2021年6期)2021-12-02 13:36:50
中国铸造装备与技术(2021年1期)2021-02-02 03:24:22
工业加热(2020年2期)2020-04-08 08:11:12
山东冶金(2019年6期)2020-01-06 07:45:56
中国铸造装备与技术(2019年2期)2019-04-01 07:55:34
中国设备工程(2017年2期)2017-03-06 05:36:55
科技尚品(2016年1期)2016-05-30 06:01:59
参花(上)(2016年4期)2016-04-19 09:05:24
人生与伴侣·共同关注(2016年6期)2016-03-04 10:19:24
浙江大学学报(工学版)(2015年1期)2015-03-01 01:17:22
