基于PLC的挤出机仪表控制柜集中监控系统设计
2021-05-26 07:53:14骆继国
自动化与仪表 2021年5期
宋 建,方 嵩,骆继国
(1.华南理工大学广东省高分子先进制造技术及装备重点实验室,广州510640;2.华南理工大学聚合物成型加工工程教育部重点实验室,广州510640;3.广州晶品智能压塑科技股份有限公司,广州510530)
塑料制品在各行各业中随处可见,其产量仍逐年上涨,塑料挤出成型作为三大塑料成型工艺之一,其制品在所有塑料制品中占比约为40%[1-2]。为了满足塑料制品不断增长的需求,塑料挤出成型设备也在向着高效、智能化的方向发展,有些企业生产的塑料挤出机使用自主研发的集中控制系统,比如巴顿菲尔辛辛那提公司的BCtouch UX 控制系统,可以将多台设备连接到一起,所有工艺参数均可集中监控,还支持外部联网远程监控与维护[3]。目前,国内大多数的中小企业的塑料挤出加工车间的挤出机使用的是仪表控制柜,设备关键数据使用仪表显示但没有记录功能,在日常生产中生产线的数据主要由现场巡视工人定时记录,这样不仅实时性差,效率低,而且也不利于车间的管理。而更换带有集中监控、远程维护功能的挤出机设备的高昂成本让大部分中小企业望而却步。
近年来,随着PLC 集成的功能越来越强大,在工厂的改造升级中常常用到[4-5],甚至可以用PLC 来进行设备的数据采集,加上车间物联网的兴起[6],使得数据监控的方式也有了更多的选择。本文在详细调研广东某公司的塑料挤出加工车间后,提出利用PLC 结合物联网技术为该车间设计数据采集与监控系统,该系统可以快速搭建完成且几乎不改动原有设备,系统通过采集、监控和分析生产过程中的数据,实现对设备的本地和远程监控,来提高该车间的生产效率与管理水平。
1 系统总体方案设计
1.1 挤出机仪表控制柜内部通信
企业需要集中监控的数据主要包括挤出机主电机和喂料电机的运行速度与电流、各温区温度以及机头熔体压力。实地了解后发现企业采用的是仪表型控制电柜,电柜内有主电机驱动变频器1 个,喂料变频器1 个、喂料伺服驱动器2 个,温控表8 个。其中,变频器和伺服驱动器均带有RS485 接口且支持Modbus 通信协议;采用厂家的配套通信变换器可将8 个温控集成为一个Modbus RTU 从站;熔体压力传感器的输出为0~10 V 的模拟量信号,无法直接组网,在此将其接入主电机变频器的多功能模拟量输入端子,然后通过读取变频器相应的寄存器便可获得熔体压力信号数据。通过上述的改造,仅使用一条RS485 总线便可实现一台挤出机仪表控制柜内部所有数字设备的组网,具体实现方案如图1所示。
1.2 集中监控系统

图1 仪表控制柜内部设备通信连接Fig.1 Communication connection of equipment inside the instrument control cabinet
挤出机仪表控制柜集中监控系统由挤出机仪表控制柜、PLC 及其通信模块、交换机、本地计算机、无线网关和云服务器等组成,系统的结构如图2所示。
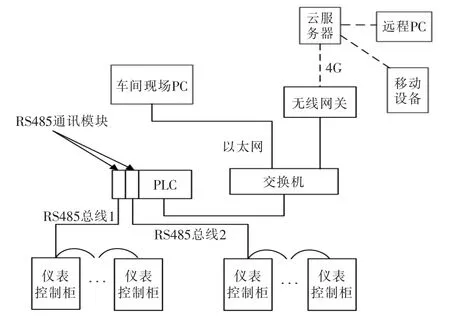
图2 系统结构拓扑图Fig.2 System structure topology diagram
在该系统中,由PLC 作为数据采集、汇总的装置,通过其扩展的RS485 通信模块与所有仪表控制柜内部的设备进行通信,并将所需数据采集、汇总到一起。通过PLC 的以太网口车间现场的PC 可以访问并保存汇总的数据,同时无线网关也会通过以太网读取PLC 中汇总的数据,然后使用4G 无线网络上传至云服务器中储存。车间现场的PC 使用Wincc 组态,其运行界面上可进行数据监控与展示。远程PC 和移动设备可以通过浏览器访问和配置云服务器网页来实现远端监控。
2 数据采集与汇总
仪表控制柜内部设备的数据采集与汇总是使用西门子S7-1200 PLC 及其拓展的通信模块完成的,S7-1200 PLC 是一款经济型模块化的控制器,可拓展连接8 个信号模块用于数字量和模拟量的输入输出,同时拥有强大的通信拓展功能[7-8]。
经统计,该车间共有6 条塑料挤出加工生产线,每条生产线有5 个从站需要进行通信访问,车间总计30 个从站。查阅手册可知[9],该PLC 拓展的单个RS485 通信模块可连接31 个从站,连接方式采用终端匹配的总线结构,即用一条总线将从站一个一个串接起来。虽然从数量上来说1 个通信模块就足够连接所有的设备,但是考虑到以下两点,在此选择使用2 个通信模块。
(1)使用2 个通信模块可以提高数据采集频率。因为RS485 采用半双工的工作模式,数据是通过逐个访问设备获取的,所以一条总线上的设备越多,访问周期就越长,数据采集频率就越低,使用2 个通信模块直接将一条总线上的设备减少到原先的一半,相应的数据采集频率就提高了1 倍。
(2)使用2 个通信模块可以提高系统的可扩展性。如果使用1 个通信模块连接30 个从站,那么系统只剩余1 个从站的扩展,当现场需要增加多个要监控的设备时就无法全部接入系统,而使用2 个通信模块就能解决这个问题,使系统的灵活性和扩展性都得到提高。
PLC 程序使用TIA Portal V14 软件进行编写,数据通过通信方式采集。在此,要将所有的通信设备的通信参数进行设定,包括从站地址、波特率和检验方式,将波特率设为9.6 kbps,从站地址按顺序进行设定,校验方式设置为偶校验。然后PLC 作为Modbus 主站先使用MB_COMM_LOAD 指令块对串口初始化,再使用MB_MASTER 指令块对通信设备进行轮询。轮询时由主站发出消息,在一定时间内从站回应消息,若无回应主站再发出消息一次,若再无回应则跳过该从站并报“从站超时”错误[10],当某条生产线故障或维护停机时,该生产线的仪表控制柜内的设备因断电而无法回应主站轮询会导致等待时间加长,造成轮询周期变长,数据采集频率下降。为了使数据采集频率不受生产线之间开关机的影响,采取了一种更加灵活的方式进行程序设计。以生产线为单位将所有设备分组(一个控制柜内所有设备为一组),然后在程序中设置开关表示生产线的开机状态,只有在开关开启的时候,即生产线开机状态下才会轮询该组设备,开关的状态在现场PC 的运行界面上进行设定,该程序流程如图3所示。

图3 PLC 分组轮询设备的程序流程Fig.3 Program flow chart of PLC group polling device
3 在线监控系统的实现
在线监控包括车间现场监控和云端监控两部分,二者运行上互相独立,但数据均来源于生产车间的数据采集与汇聚PLC。在此,要将S7-1200 PLC设置为允许借助PUT/GET 通信从远程伙伴访问,这样外部设备就可以通过PLC 的以太网口进行数据访问。
车间现场监控是在Windows 系统的计算机上使用Wincc 组态软件实现的。Wincc 是西门子公司提供的一款基于Windows 操作系统的人机界面HMI 系统,其功能强大,而且为二次开发提供了良好的开放性,在过程可视化和监控系统设计方面获得了广泛应用[11-12]。
此项目中使用组态软件为SIMATIC Wincc Professional V14,软件安装完成后首先是进行网络配置,在此PLC 的IP 地址被设定为192.168.2.100,计算机的IP 地址要和PLC 的处于同一网段故设为192.168.2.10,计算机还需配置PG/PC 接口,打开PG/PC 接口设置窗口为应用程序访问点S7ONLINE(STEP7)点选Broadcom NetLink(TM)Gigabit Ethernet.TCPIP.1(此为计算机网卡名称)。然后使用软件组态完成以下几个功能:
(1)监控数据实时显示。将PLC 中采集汇总的数据与Wincc 建立数据连接,在运行界面中设定相应的显示区域,设定界面刷新时间为500 ms,数据会按这个时间刷新显示。
(2)数据记录与历史数据查询。数据记录使用Wincc 的数据日志来完成,在软件中创建和组态数据日志,设定日志名称和储存位置,然后组态变量记录,设定需要记录的数据所连接的变量以及数据记录的周期。记录的数据使用时序趋势图窗口进行滚动展示,同时也通过该窗口查询历史数据。
(3)关键数据的监视。在所有监控的数据中与产品质量密切相关的主机电流值需要严密监视,正常生产状态下主机的电流波动稳定,出现波动较大时,产品质量往往会出现问题,因此在Wincc 的报警规则中添加主机电流的限值监控,当超出限值后报警提醒现场人员及时检查处理以减少损失。
(4)设备开机状态选择。PLC 程序中设置了只有上电开机的设备才被轮询采集数据,将控制此事件的变量连接至Wincc 界面的开关控件即可手动选择设备开机状态。完成以上功能的组态,车间现场监控就基本完成。
云端监控是借助SymLink 物联网智能网关Q102 和云服务器来实现的。Q102 物联网智能网关是基于Linux 开发的,配备串行通信和以太网通信端口,搭载4G 无线通信模块,使用智能网关配套的SymLink 软件平台可以快速开发通信协议插件来访问设备,同时软件平台也会发布市场上主流的行业标准协议和PLC 通信协议来帮助用户开发远程在线监控系统[13]。实现云端监控分为两步:
第一步配置网关上传数据。将网关与PLC 通过交换机建立物理连接,在网关的开发软件中采集驱动选择SIEMENS S7-1200 以太网通信协议,按PLC 的数据地址配置数据转发点表,在转发服务里面选择使用云服务器的MQTT 转发标准,将配置好的工程上传至网关完成配置。
第二步配置网页界面展示数据。云服务器公司提供数据配置平台,可以在网页上配置网关上传的数据,使用折线图和柱状图展示历史数据,将开机状态和主机电流添加至云端监视,设定报警规则,当开机状态改变或主机电流超限时报警触发指令发送邮件至指定邮箱,配置完成后可以使用PC或移动设备浏览该网页远程查看设备数据。
4 系统运行与测试
挤出机仪表控制柜集中监控系统已在广东某公司的塑料挤出加工车间安装运行。
在车间现场的PC 对控制柜数据时刻进行监控和记录,无须额外的人员去巡视、记录设备运行时的数据,当出现异常时,如主机电流波动较大时立即报警,技术人员能以最快的速度得知异常发生,使车间的生产效率和产品合格率都得到了提升,异常发生过后还能导出完整的数据进行分析。该系统应用以来得到了车间员工的充分肯定,车间PC 的运行界面截图如图4所示。

图4 现场计算机监控界面Fig.4 On-site computer monitoring interface
在云端同样监视和记录着车间挤出机的生产数据,在设置报警规则以及邮件发送触发条件后,即使不主动上线查看也会有邮件将设备状态变化和异常报警在第一时间发送给管理人员,对车间的管理和业务决策都能提供一定的帮助。技术专家可以在远程PC 或移动设备上登录云服务器网页查看详细数据,在遇到生产问题时可以提供远程指导。浏览器网页监控界面如图5所示。

图5 远程监控浏览器界面Fig.5 Remote monitoring browser interface
5 结语
本文以广东某公司的塑料挤出加工车间为研究对象,设计了挤出机仪表控制柜集中监控系统。在数据采集部分使用2 个RS485 通信模块,加快了数据采集频率也增加了系统的可扩展性;在PLC 程序中设计了可选择的分组轮询方式,使各生产线之间的开关机状态不相互影响,保证了数据采集的频率。在数据监控部分,通过开放PLC 的外部访问权限,使用Wincc 软件组态车间现场监控PC 实现数据记录、展示和报警功能,使用网关和云服务器实现了云端在线监控。经过实地应用表明,该系统运行稳定、采集数据准确、数据传输可靠,能够监控和记录生产数据。在进行生产问题的分析和诊断时,可导出数据为管理者提供数据参考;在日常生产中可减少车间员工的工作量,提高塑料挤出加工车间的生产效率。
猜你喜欢
交通科技与管理(2022年8期)2022-05-07 23:54:10
锻压装备与制造技术(2021年3期)2021-08-13 08:39:56
河北农机(2020年10期)2020-12-14 03:13:42
凿岩机械气动工具(2017年2期)2017-07-19 10:21:13
现代工业经济和信息化(2016年12期)2016-05-17 05:37:52
中国塑料(2016年7期)2016-04-16 05:25:54
工业设计(2016年11期)2016-04-16 02:49:22
中国铸造装备与技术(2015年5期)2015-12-10 10:23:41
中国塑料(2015年2期)2015-10-14 05:34:32
中国塑料(2015年11期)2015-10-14 01:14:22