金刚石合成过程中放炮现象的分析及预警
2021-05-25 08:14刘乾坤何文江杜欢龙申幸卫韩长余王晨阳
金刚石与磨料磨具工程 2021年2期
刘乾坤, 何文江, 杜欢龙, 申幸卫, 韩长余, 卢 洋, 王晨阳
(豫西集团中南钻石有限公司, 河南 南阳 473264)
工业级人造金刚石的合成是在六面顶压机的高温高压腔内进行的。产生高温的方式是在腔体外围布置一周导电发热材料对芯柱进行加热,即间接加热法,是行业主要采用的加热方式[1-2]。在合成过程中采用这种加热方式,电阻不受合成生长过程的影响,合成功率与电流有稳定的对应关系。
在实际高温高压触媒法生产人造金刚石过程中,需要5~6 GPa压力,国内一般由六面顶压机实现,即在正方体6个方向同时施加压力产生稳定的高压环境。当施加的压力不对称或者构架高压腔的材料存在缺陷时,高压腔处于不稳定状态,导致腔体内部流动性部分(主要是芯柱)喷出而发生生产事故[3],俗称“放炮”。这一般会造成硬质合金顶锤的损坏,是顶锤等设备损耗的主要原因之一。根据放炮发生时的工艺步骤,分为中停放炮(暂停阶段)、保压放炮(金刚石生长阶段)以及降压放炮(合成结束卸压阶段),其中降压放炮发生概率最高,但危害相对较小;保压放炮发生概率最小,危害最大;综合来说,中停放炮占到正常合成中顶锤损耗的一半以上。
目前合成块结构中加热体部分是一个截面为圆柱形的结构,芯柱位于加热材料内部,当芯柱发生流动变形时,加热材料会产生相应程度的变形,由此而产生的加热电阻及电流的变化对放炮的发生有一定预警意义。
1 现象描述
金刚石合成块组装结构如图1[4]所示:适用于六面顶压机的金刚石合成块为正方体,有一个上下贯通的圆柱体空腔,其中内部的完整圆柱形为加热主体。为了便于组装,加热体一般由卷成圆筒的碳管及2个圆形碳片组成。其他部分为连接至加热电源的辅助结构以及密封保压及保温结构。观察腔体结构发现:合成柱上下两端结构较为复杂,放炮现象一般发生在上下面边角处。

图1 金刚石合成块组装结构
图2为加热体变形前后示意图。图2a为正常情况下的合成加热体,为圆柱体;图2b为变形后的加热体示意图,此时芯柱及合成块已经出现明显的变形,但尚未发生放炮(实际生产过程中,偶尔出现如图2b的变形柱,结合放炮时有芯柱等物质喷出,可以假定放炮是逐步发生的,存在一个中间阶段,即合成腔内部已发生变形但尚未放炮)。在图2b对应的阶段,加热体相应地产生变形,甚至在上下接触边上出现缝隙。整体上电路变长变薄,相应的电阻变大。如果对此时的电阻加以观察比对,就能够对放炮现象进行预判,并停止合成以避免放炮。
实际情况中由于加热体为碳管和碳片,在高压下流动性较好,可以产生较大的变形,在变形处碳片变大变薄,导致电阻变大。部分情况下碳管和碳片间由于变形出现分离,不能有效接触,则电阻升高明显。

(a) 变形前 Before deformation(b) 变形后 After deformation图2 加热体Fig. 2 Heating material
2 模拟计算
由于变形后的加热体形状不规则,难以使用传统方式计算其电阻。研究发现:使用仿真软件对异形电阻进行仿真求解较为方便[5]。根据前期的摸索实践,按照中停阶段发现的变形最大的情况为基准,建立变形后的加热体模型。为便于处理,将变形柱模型简化后建模,进行模拟计算。在有限元模拟中,可以对加热体给定电流计算电压分布,根据R=U/I求出加热体电阻。在相同条件下分别计算变形前与变形后的加热体电阻。图3为加热体变形前后模拟电压。
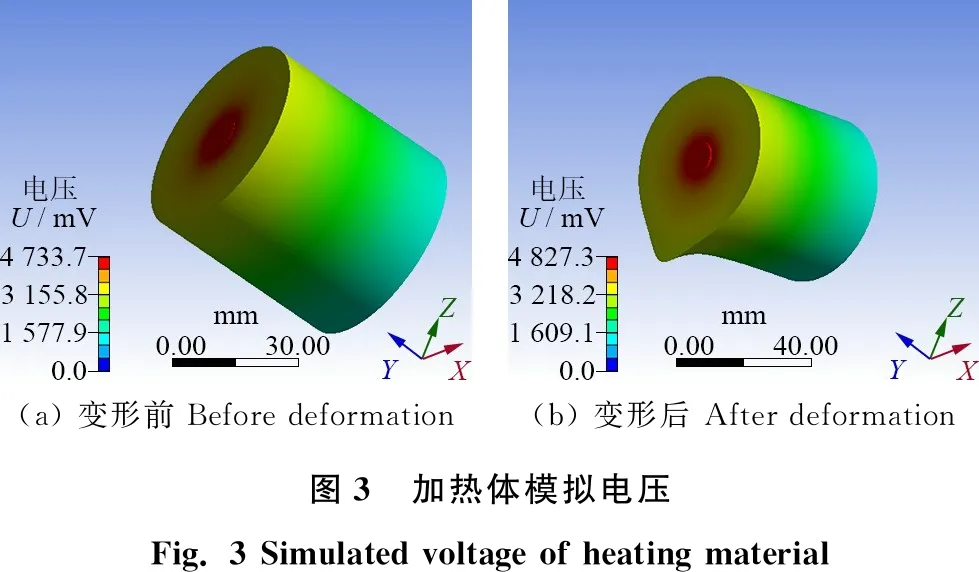
(a) 变形前 Before deformation(b) 变形后 After deformation图3 加热体模拟电压Fig. 3 Simulated voltage of heating material
设定通过相同的电流,变形前后电压值的变化代表了对应的电阻变化。模拟计算在相同电流下加热体两端电压为:变形前4 733.7 mV,变形后4 827.3 mV
由于设定电流相同,根据R=U/I可认为电阻变化幅度与电压相同,约为2%。
由于生产中一般采用功率作为控制对象[6],电流作为加热监控的对象,当腔体内电阻发生变化时,设备会自动调整以保持功率符合设定值,加热电路中功率P与电流I及电阻R符合如下公式:
P=I2R
(1)
变形前后功率保持不变,变形后电流I2与变形前电流I1关系如式(2)和式(3):
(2)
(3)
故电流的平方与电阻成反比,由此可计算出理想状态下由于加热体变形引起的电流变化。根据以上结果可以得出变形后电流降低约1%,即理想状态下对于900 A加热电流,加热体变形后电流降低约9 A。
3 实际应用
理想状态下,当加热功率稳定后,在确定加热体未变形时的电流后应对合成系统电流进行实时监测,当发生如上计算的电流变化后即认为加热体发生变形,即将放炮,需要立即报警停机以避免放炮。
实际生产中,合成电流受到较多因素影响,在一定范围内浮动;同时受控制系统处理能力限制,仅能对有限的时间点电流差值进行判断处理,故根据放炮发生的时间,选取一个电流相对稳定的初期时间点t1及大部分放炮发生之前的时间点t2作为变形是否发生的判断依据。将每次合成中t2与t1时刻对应的电流的差值记为ΔI,即:
ΔI=It2-It1
(4)
则ΔI在一定范围内根据每次合成中零部件的差异略有变化。根据生产时间在选定的时间点上,对600次正常合成过程中电流差值ΔI进行统计,电流差值变化从-7 A到+5 A不等。可以看出,正常合成中电流浮动与变形引起的电流变化较为接近,不能够直接进行区分。统计电流差值的频次如图4所示。

图4 电流变化统计
从图4中可以看出:统计结果近似于正态分布。将结果按照正态分布进行概率计算,求得算术平均值μ为-1.277 A,标准差δ为2.086 A。因此,电流差值分布的概率X符合正态分布概率的描述:
X~N(μ,σ2)
(5)
对近1年来的生产数据进行统计,发生变形及放炮的合成次数占正常合成次数中的比例约为0.1%,由于占比较小可以认为不影响正常合成中的电流差值变化分布。
根据上文的模拟计算,由于加热体变形可引起加热电流降低,在t1时未发生加热体变形,t2时发生加热体变形,则电流比正常状态下降低9 A,即此时电流差值为ΔI′=ΔI-9 A。可以将变形引起的电流变化与正常合成中电流差值统计叠加,变形放炮发生时电流差值的分布概率Y遵循正态分布:
Y~N(μ',σ2)
(6)
其中,μ'=-10.277 A;δ=2.086 A。
2种情况各自的电流差值分布如图5所示。由于加热体变形造成电流差值减小,可以假定当电流差值小于某判定值时,认为发生变形,即将放炮。对于不同的判定值,正常合成电流差值及变形电流差值小于此值的总和概率分布如表1所示。

图5 2种情形下电流差值分布图

表1 2种情况下电流差值小于一定值的概率
选定-7 A作为电流差值判断标准:正常合成中小于-7 A的总和概率为0.3%。即正常合成中有0.3%被当作变形情况拦截;在变形情况下电流差值小于-7 A对应总和概率为94.19%,即94.19%的变形现象被报警并提前终止。将二者发生概率与造成的损失相结合,可以找到一判定值使损失最小化。由于放炮过程造成的损失较大,而中断合成造成的损失相对较小,综合二者损失及发生概率,当选取-7 A作为电流差值判断标准时,综合损失较小。
4 结果讨论
按以上结果进行设定后,即判断时间点t2电流与t1电流差值ΔI,当其小于-7 A时认为将面临放炮风险而停止合成。对近10万次合成结果进行统计,结果如表2所示:有301次(0.305%)正常合成被误判,有84次(0.085%)报警停机发现了加热体变形,0.002%的变形情况未被拦截;所有变形情况占合成总数的0.087%,与原有统计结果中0.1%变形放炮概率相近。按此方法设定合适的电流差值,并对低于电流差值的情况进行拦截,近10万次合成结果中只出现2例放炮现象。结合变形被拦截数据,证明此方法可以有效预警金刚石合成过程中早期变形现象并加以拦截,减少放炮现象的发生,同时也证明前文所述放炮过程存在一个中间阶段,即合成腔内部发生变形但尚未放炮状态,有助于更进一步了解金刚石合成中的放炮现象。

表2 应用电流差值判断后的生产情况统计
从表2还可以看出:在所有变形情况中,成功预警并拦截的占比为97.67%,高于表1中的94.19%。可能原因如下:(1)统计样本数量较少,电流变化统计有一定误差导致计算结果差异,传递到后续计算中。虽然设置报警参数后统计了近10万次,但变形及报警次数样本少,代表性不强。(2)生产过程中芯柱实际上不完全为标准圆柱体,人工判断时有一定误差,主观上增加了变形报警次数,导致统计误差。(3)计算模型与实际存在一定误差,导致计算结果不够精确,进一步影响预测结果。
5 结论
通过模拟分析金刚石合成中的放炮现象,寻找放炮发生时由加热体变形导致的合成腔电阻变化,并监视电流变化,从而预警金刚石合成过程的放炮现象提。将仿真计算与实际统计相结合,综合考虑放炮损失与正常合成中断的损失,找到了合适的电流差值判断值。
实际生产验证表明,电流差值达到-7 A时中止合成,可以拦截97.67%的变形现象,同时中断了0.31%的正常合成,能够实现生产损失的最小化。
猜你喜欢
工具技术(2022年6期)2022-10-13
粉末冶金技术(2022年3期)2022-06-30
当代矿工(2022年5期)2022-06-15
大众科学(2021年7期)2021-07-19
娃娃画报(2019年8期)2019-08-05
高中时代(2017年7期)2018-02-24
百花洲(2018年1期)2018-02-07
南方农业·下旬(2017年8期)2017-10-23
阅读(科学探秘)(2017年9期)2017-10-21
爆笑show(2015年5期)2015-07-09