
基于煤热解动力学理论的CO 在线监测技术在电厂的应用
2021-05-20 02:22:20王广兵赵永国
山西电力 2021年2期
刘 龙,王广兵,赵永国
(国家能源菏泽发电有限公司,山东菏泽 274032)
0 引言
目前,我国现有运行的300 MW 以上机组制粉系统,绝大部分采用双进双出钢球磨或中速磨煤机,这2 种磨煤机主要针对Vdaf为20%~40%的烟煤系列,内部均为正压5~8 kPa,煤粉细度R90 在15%~30%区间,能够满足锅炉动力用煤的细度、均匀度等要求[1]。磨煤机出口温度依据烟煤煤种挥发分以及磨煤机形式的不同一般控制在60~85 ℃区间。据对国内150 台运行锅炉调查统计,约有42%的燃煤锅炉发生过自燃或内爆事故[2]。很多电厂为了确保制粉系统安全,尽量降低磨煤机出口一次风温,导致锅炉排烟温度升高,锅炉效率下降,此类问题的出现和存在,无论是对目前节能降耗还是机组运行的经济性和安全性,都是急需解决的问题[3]。针对目前制粉系统(主要是磨煤机、一次风粉管)存在的安全监控措施手段匮乏、磨煤机出口温度过低等问题,本文开展CO 实时在线监测安全与提效降耗的技术研究。
1 锅炉概况
某电厂三期2×330 MW 燃煤机组锅炉为东方锅炉厂有限公司DG1025/18.2-Ⅱ4 型亚临界、四角切圆燃烧、平衡通风、自然循环汽包锅炉,制粉系统采用中速磨煤机、冷一次风机、正压直吹制粉系统,每台锅炉配备3 台中速磨煤机,均为沈阳重型机械集团有限责任公司生产的BBD4060 双进双出磨煤机[4],每台磨煤机配备2 台由上海发电设备成套设计研究所生产的CS2024—HP 电子称重皮带式给煤机,每台磨煤机带1 层锅炉燃烧器,设计煤种是干燥无灰基挥发分为37.22%的烟煤,磨煤机出口设计温度炉为75 ℃。根据以往的运行情况调查,多次发生自燃着火的安全隐患,具体情况如表1 所示。
2 制粉系统发生自燃与内爆的原因
2.1 制粉系统管道布置存在煤粉聚集现象
影响制粉系统自燃与内爆的根本原因在于煤粉本身的以下特性:一是煤粉的爆炸极限;二是挥发分含量;三是粉尘细度[5]。此外,虽然磨煤机整体的设计、安装以及运行控制方面比较成熟可靠,但是受制于现场的实际情况、锅炉燃烧系统的设计安装以及运行要求,决定了制粉系统的整体布置难以完全避免发生煤粉的异常积累,而异常累积的煤粉本身的特性决定了磨煤机及其一次风管的自燃与内爆事故的发生。
目前,国内制粉系统管道布置方式普遍为带管道弯头的粉管布置和带有分管的粉管布置。由此可以看出,出于现场布置的原因,煤粉的异常积累往往发生在管道弯头处、变管径处或主管与分管的分配器处、小角度倾斜角管道布置处等部位。特别是对于老厂或经常变负荷运行的电厂,这些部位更易造成煤粉积累进而导致自燃或内爆事故的发生。此外,管道内部煤粉气流对管壁的冲刷由于弯头的离心作用使管道内壁磨损不均匀,更进一步恶化了内部风粉流场,致使煤粉发生异常累积,这也是风粉管自燃的一大原因。同理,磨煤机内部的分离器、粗粉回粉管等也是常见的煤粉自燃部位。
从某电厂制粉系统现场管道布置情况可以看出,弯头较多,还存在煤粉管道倾斜布置的情况,这些都会导致煤粉在管道内部聚集、自燃进而烧损一次风管的情况发生。
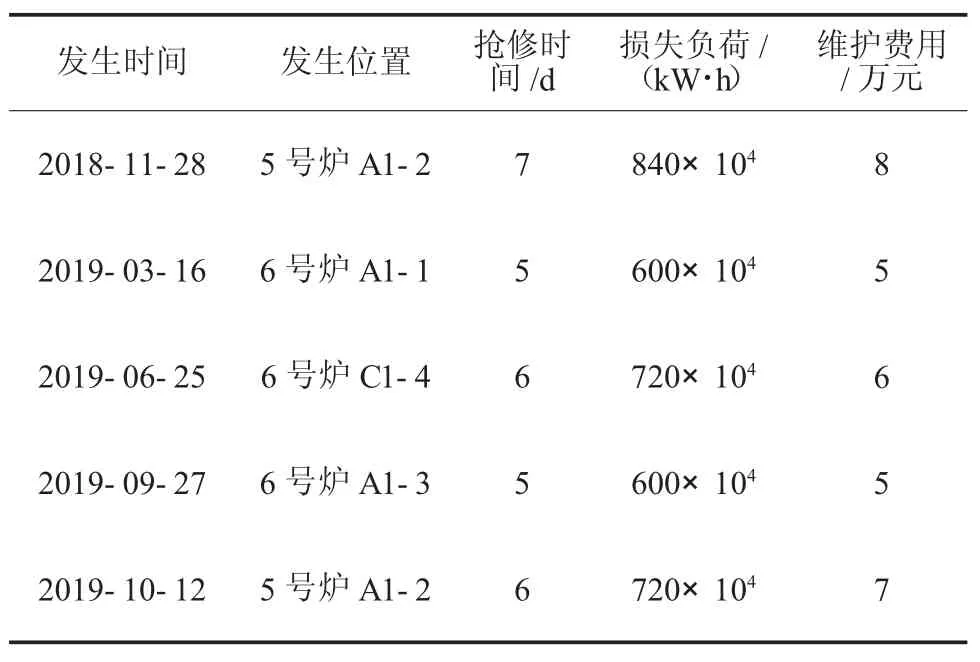
表1 菏泽公司三期2×330 MW 机组磨煤机一次风管自燃着火及抢修情况
2.2 火灾预警系统难以准确监测
现有的磨煤机保护系统大都基于温度进行火警监测,即在系统最有可能发生煤粉累积的部位安装温度传感器,在磨煤机进出口设测温点与测压点,以监测系统运行是否正常[6],惰性气体或消防蒸汽等系统用于火情出现后的消除或补救措施。采用此种原理的监测系统为温度火灾预警系统,但该系统存在以下缺点:第一,磨煤机内部空间大,温度测点是点监测,而磨煤机系统复杂,监测点难以覆盖整个磨煤机系统,对一次风管道更是无法实施监测。第二,可靠性差,误报几率大。第三,由于煤本身的热解动力学特性,监测效果严重滞后,时间裕量过小,造成温度预警系统失去了预警的作用,现在更多地表现为制粉系统火情的确认信号。
正是由于此种情况,出于设备生产安全方面的考虑,严格控制磨煤机出口的一次风温成为解决该问题的一个不得已的方法,但过于严格地控制磨煤机出口的一次风粉温度,则会严重制约锅炉效率的提升。因此,本文提出通过监测CO 浓度来提前预警制粉系统是否存在煤粉聚集和自燃隐患。
3 基于煤热解理论的CO 在线监测系统设计
3.1 煤热解理论
煤自燃是煤不经点燃而自行着火的现象,是有自燃倾向性的煤在遇到空气中的氧气时,进行氧化产生的热量大于向周围环境中散失的热量,发生了热量聚集,使煤温升高达到燃点而着火的过程。不同的煤种着火点都不同[7],具体情况如表2 所示。
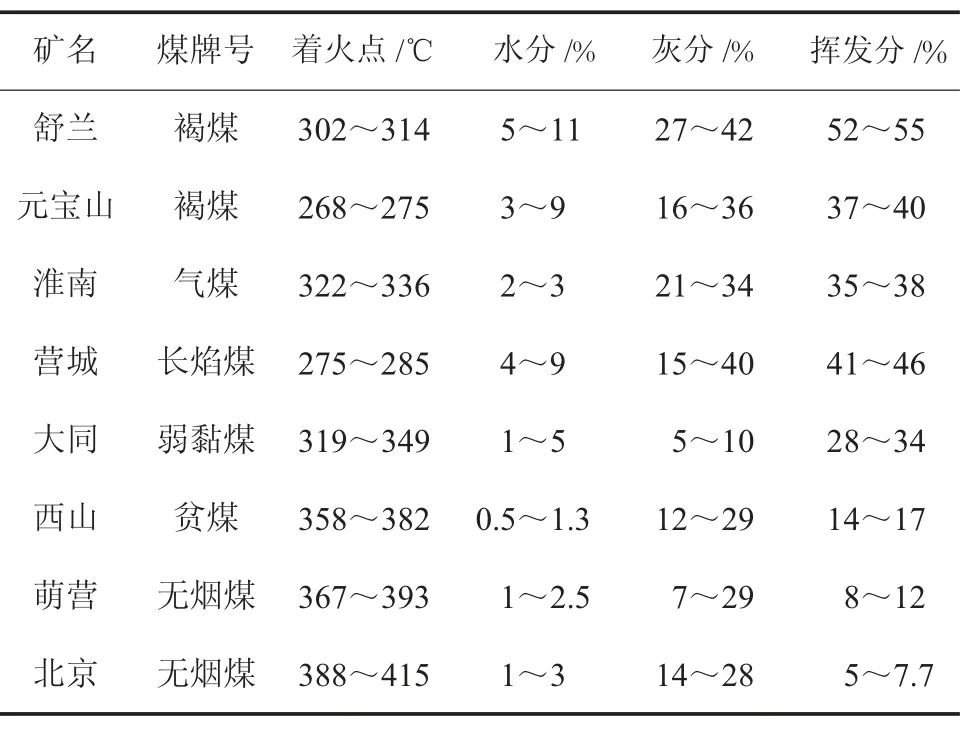
表2 不同煤种的着火点
煤热解动力学的任务是研究煤在热解过程中的反应种类、反应速度、反应历程、反应产物、反应控制因素以及反应动力学常数,从反应伴随的宏观现象探索并揭示反应机理,了解煤结构与反应能力之间的关系,从而有效控制热解反应[8]。煤粉能够自燃,主要是煤在低温阶段的物理吸附、化学吸附和化学反应能够产生热量,这些热量在一定环境下能够聚集,从而使煤温度上升,最终引起燃烧[9]。
从煤的自热析出CO 至达到煤的着火点有一定的时间间隔,此时间间隔即为冗余时间;不同煤种热解过程CO 浓度变化如图1 所示。常见的动力用煤种,从监测到CO 至着火点有充足的时间裕量,保守的冗余时间为120 min 以上,烟煤氧化温度与时间关系如图2 所示。因此,监测CO 浓度可以提前预警设备是否存在煤粉聚集和自燃隐患。
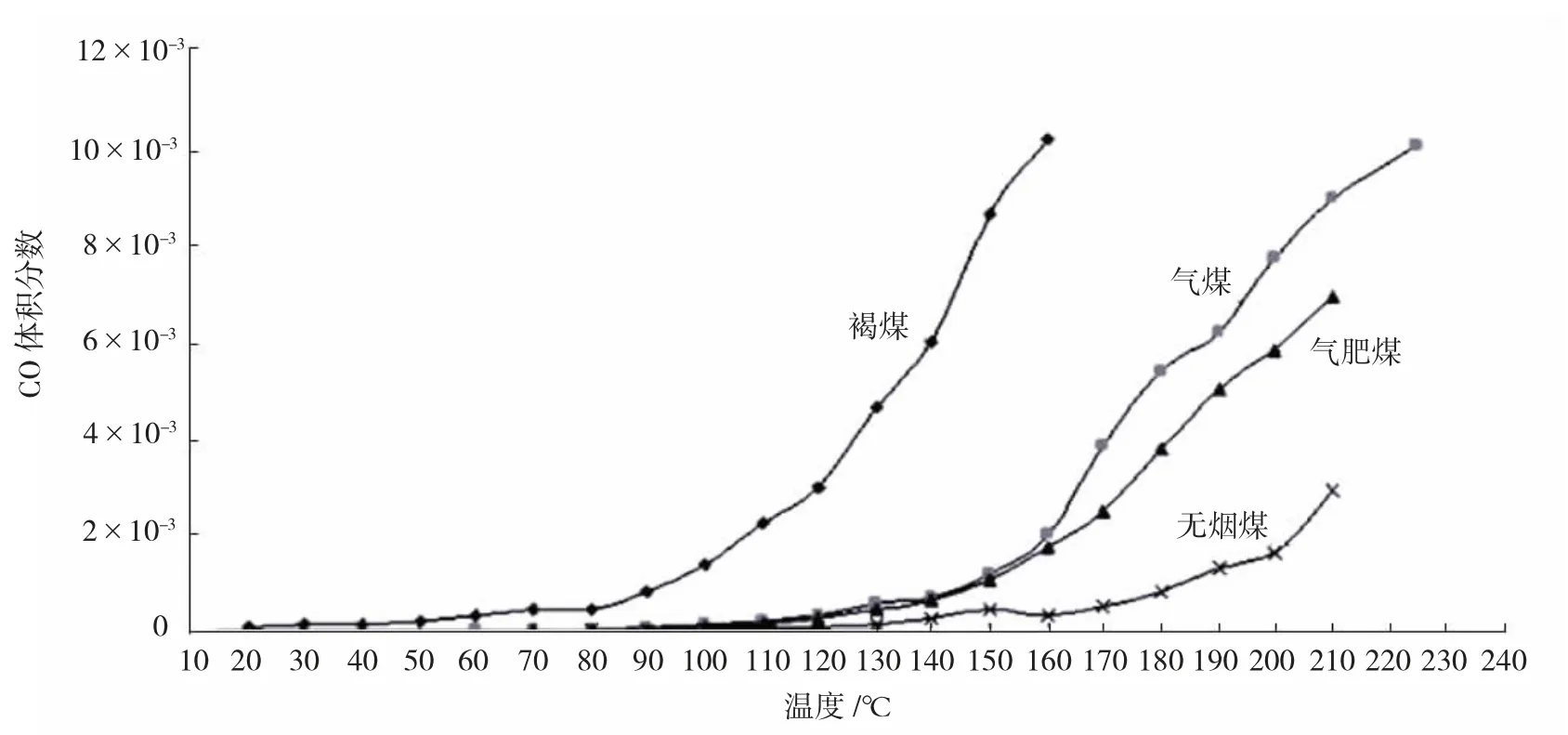
图1 不同煤种热解过程CO 体积分数变化
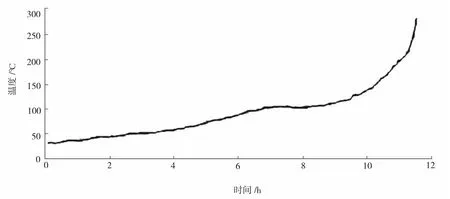
图2 烟煤氧化温度与时间关系图
3.2 CO 在线监测系统的选型
为了有效建立CO 实时在线安全及提效降耗监控系统并推广应用,CO 实时在线监测设备的选型是关键之一。现有的CO 在线监控设备主要的2个流派是电化学法与红外吸收法。电化学分析仪的主要原理是把测量对象气体在电极处氧化或还原而测得电流,得出对象气体浓度的探测器。其优势是功耗小,对被测气体有高度的灵敏度以及良好的选择性,线性好,精度高,质量轻,体积小[10]。红外烟气分析仪又名非色散红外烟气分析仪,相比电化学传感器而言,单机使用寿命长,抗干扰能力好。但是缺点也很明显,主机对测量环境要求高,功耗大,结构复杂,价格高,后期维护量大[11]。所以在尾部烟道复杂气体工况下红外吸收法在线检测仪使用较多,而其他情况下电化学法在线检测仪使用较多。如何把在线监测的稳定性、可靠性、工况的适用性、价格等各方面因素综合考量是选择在线分析仪的关键。因为本项目检测的是制粉系统的CO 气体,不涉及燃烧后的复杂气体环境,所以采用电化学原理的检测设备为宜。
3.3 CO 在线监测系统的设计特点
3.3.1 确保测量数据的准确性
因为本项目是在制粉系统安全的前提下提升磨煤机出口温度进而达到节能降耗的目的,因此与其他部位的检测技术需求最大的差别在于必须要求在线分析仪采用实时在线(即一拖一)监测形式,只有实时在线监测才能避免各个取样点在主机测量室检测时出现互相干扰情况,确保测量数据的准确性。
3.3.2 CO 在线监测设备的适用性
必须符合现场实际运行要求,最好可以就地安装,维护量要尽可能小,相对于精度,更重要的是免维护、运行稳定、可靠性高和适用性强。
3.3.3 CO 数据库的建立方式
CO 数据库数据的收集方法、标准、范围需要考虑不同煤种、运行状态等因素的综合影响,既要达到避免误报警影响正常稳定生产,又不能影响设备的安全性。
3.3.4 分散控制系统整合
以前期运行储备的CO 数据库为基础,将CO实时在线监控系统整合进分散控制系统DCS(distributed control system),确定联锁执行方式,进入正常运行工作。
3.4 CO 在线监测系统的总体设计
3.4.1 技术路线
在现有煤热解理论技术成果的基础上,依据菏泽电厂现有的入炉煤的煤质情况并根据本厂制粉系统的实际现状,确定CO 设备的安装部位与方式;以CO 监测设备实测数据为基准,建立初期的CO 安全以及温升数据库范本;在现有DCS 系统上增加CO 实时监控项目,以前期运行储备的CO 数据库为基础,进行逻辑以及报警值设定;建立相应的运行规范。
3.4.2 CO 在线监测设备的安装部位与方式
建立制粉系统的CO 实时在线安全与提效降耗监控系统,实现CO 在线监测设备的就地布线、安装与调试,CO 在线监测设备输出信号与DCS 主机的连接。双进双出磨煤机CO 监控系统的监测点取样探头安装在输出管道的垂直管段。因为1 个双进双出磨煤机组有2 个独立的制粉通道,所以每台磨煤机需要安装2 套CO 在线监测系统才能保证实时在线监测磨煤机整体的安全性。双进双出磨煤机CO 监控系统安装在磨煤机煤粉管出口垂直段上,快关阀下部,每台磨煤机出口安装2 个监测点。一次风管进入喷燃器前的CO 监控系统的监测点取样探头安装在一次风管进入喷燃器前的垂直管段,如果没有垂直管段,要在点火油枪等设备之前安装,如果一次风管有闸阀等截止阀,则安装在截止阀的入风口部位,一次风管进入喷燃器前的CO监控系统安装在喷燃器前的垂直管段处。
3.4.3 CO 数据库的建立与数据建模
依照原规程连续运行不小于24 h 获取不同负荷情况下的CO 数据参数;更换煤种时重新进行上述步骤并观察实际参数的变化量;分析获取CO 数据,设定制粉系统安全运行时CO 的上限值与报警值;在保证安全的前提下(在火情危险源出现时及时预警,提供60 min 左右的时间裕量),以5 ℃温升(最高温升不大于20 ℃)为梯段进行温度提升验证工作并建立不同温升梯段时的CO 数据库模板,作为提升磨煤机出口温度的综合标定数据;以上述步骤为基础,研究CO 数据的规律,以CO 监控设备测量的数据为控制参量,直接控制磨煤机出口温度进行算法建模或报警值设定,调整相应的报警上下限值,并确保磨煤机出口温升10 ℃的安全可靠性。
3.4.4 分散控制系统整合
由锅炉、热控、电气、运行等相关人员确定联锁执行方式,将CO 实时在线监控系统整合进DCS 系统,进入正常运行工作。报警预处理设置为两级报警体系:一级报警值用于报警下限的设置,此时密切关注CO 数值变化,并适当调整冷热风门的开度以控制CO 浓度的升高;二级报警值为报警上限值,处理方案为进行停磨联锁动作,必要时可以打开消防蒸汽以确保磨煤机的安全。
4 结束语
电厂磨煤机作为锅炉燃烧制粉系统的核心设备,是电厂重要的铺机,其工作状况对整个电厂系统运行的安全和经济性具有重要影响。煤是火力发电厂的主要燃料,提高设备运行的安全、稳定性,发展监测与诊断相关的技术,实施状态检修,是电厂的必然要求。煤主要由碳组成,在存在氧气和温度足够的条件下,将会起反应开始氧化过程,如果该反应持续下去,结果是进一步地氧化将导致自燃和CO 的产生。CO 的浓度是火焰发生的一个重要指示,如果CO 被监测出来,就可以在上述的反应因自燃而发展成明火之前,用作火灾的前期报警,在实际火灾发生之前,就监测出潜在危险[12]。因此,基于煤的热解理论,在磨煤机本体及一次风管安装取样探头,实时在线监测磨煤机本体及一次风管全工况下的CO 数值,可以全方位地监控其安全性,并提供充足的时间裕量消除事故隐患。通过建立磨煤机本体及一次风管的CO 监控数据库,可进而实现科学量化地提升磨煤机一次风出口温度,达到节能降耗的目的。
猜你喜欢
煤化工(2022年2期)2022-05-06 08:35:56
湖北电力(2022年6期)2022-03-27 08:54:30
今日自动化(2022年1期)2022-03-07 09:34:14
港口装卸(2020年5期)2020-11-03 09:16:40
现代面粉工业(2018年6期)2018-02-14 20:47:58
电力勘测设计(2017年2期)2017-05-05 06:58:16
广西电力(2016年4期)2016-07-10 10:23:38
现代工业经济和信息化(2016年8期)2016-05-17 05:37:34
机电信息(2014年27期)2014-02-27 15:53:54
河南科技(2014年22期)2014-02-27 14:18:12
