矿井提升机直流控制系统的研究
2021-05-19 09:16王践伟
机械管理开发 2021年3期
王践伟
(山西汾西瑞泰正中煤业有限公司, 山西 晋中 031300)
1 项目背景
现有的煤矿提升机超速报警的方式一般为:利用测速机对滚筒的实际速度进行测量,与设定速度进行比较,一旦实际速度超出额度速度的15%就进行故障停机,停机后处理起来非常慢,短则半小时,长至1~2 h,严重影响煤矿生产效率。煤矿提升机在提升煤炭时,由于煤质问题,箕斗内经常有残留,当残留较多时,再次装载必然会引起超载,导致提车机无法提升箕斗,有时甚至提升到中间才发生无法提升的问题,处理起来非常困难,对煤矿生产和安全产生极大影响。
2 矿井提升机直流控制系统的设计
2.1 整体结构分析
针对现有的煤矿提升机超速报警处理不当,无超载报警的问题,设计了一种新的煤矿用提升机直流控制系统,控制系统原理如图1 所示[1-2],提升机提升作业原理如图2 所示[3-4]。
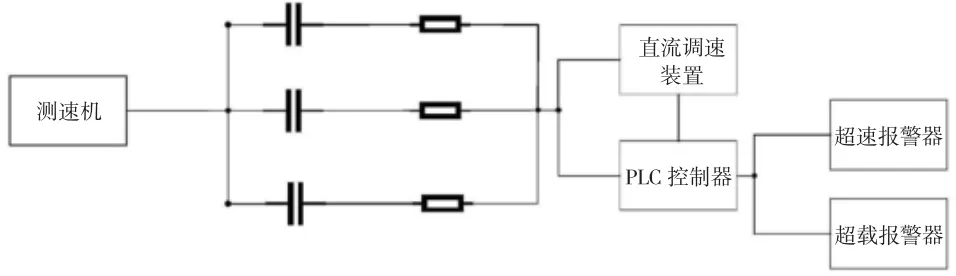
图1 控制系统原理示意图
2.2 控制系统实施分析
煤矿用提升机控制系统,提升机包括电机、滚筒、第一箕斗和第二箕斗,控制系统包括测速机、PLC 控制器和直流调速装置,测速机安装在滚筒上,对滚筒的速度进行测试,直流调速装置的型号为6AR80,直流调速装置输出直流电供给电机,电机带动滚筒旋转,滚筒提升第一箕斗和第二箕斗。
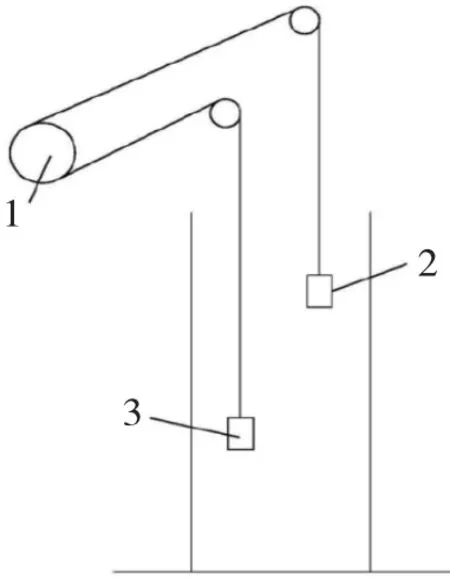
图2 提升机提升作业原理示意图
测速机连接有阻容吸收电路,阻容吸收电路分别与PLC 控制器和直流调速装置电连接,直流调速装置与PLC 控制器电连接,PLC 控制器连接有超速报警器和残留报警器;直流调速装置内设置有电流检测器。阻容吸收电路包括三路并联的阻容路,阻容路包括相互串联的电容和电阻。阻容吸收电路作用是吸收浪涌和尖峰,以减小对控制系统的冲击和负荷。阻容吸收电路使得测速机送至PLC 控制器和直流调速装置的电压信号更加稳定和准确[5-6]。
2.3 煤矿用提升机超速报警方法的实施
现有提升机滚筒的额定速度为8.8 m/s,据此提出设定速度为9.3 m/s,采用以上所述的煤矿用提升机控制系统,超速报警方法包括以下步骤:
步骤1:在PLC 控制器内设置滚筒的设定速度为9.3 m/s,测速机测得的滚筒的实际速度为Y。
步骤2:实际速度Y 送至PLC 控制器内,与设定速度9.3 m/s 进行比较。
步骤3:当检测的实际速度Y 大于设定速度9.3 m/s 的次数超过5 次,则在提升机完成工作停下后,PLC 控制器控制超速报警器进行报警,提醒现场人员提升机存在超速隐患,需要及时处理。
该超速报警方法不直接对提升机进行停机,不需要面临停机后长时间处理的情况。
2.4 煤矿用提升机残留检测方法
煤矿用提升机残留检测方法,采用以上所述的煤矿用提升机控制系统,残留检测方法包括以下步骤:
步骤1:第一箕斗装额定8 t 的煤,第二箕斗无煤,滚筒提升第一箕斗,下放第二箕斗,此为一钩;当滚筒匀速运行时,电流检测器检测到的电流值为M,M 为 1 000~1 100 A,电流值送至 PLC 控制器,此时M 为第二箕斗无残留时的电流值。
步骤2:下一钩提升第二箕斗,下放第一箕斗,当第一箕斗内有残留煤,滚筒匀速运行时,电流检测器检测到的电流值会变小。
步骤3:重复进行煤的提升,当滚筒匀速运行时,PLC 控制器内判断电流检测器检测到的电流值相比M 减少200~300 A,则PLC 控制器控制残留报警器进行报警,证明第一箕斗和第二箕斗内残留量过多,有超载风险。
2.5 特点分析
1)测速机输出的电压先经过阻容吸收电路,阻容吸收电路作用是吸收浪涌和尖峰,以减小对控制系统的冲击和负荷。
2)提出了新的超速报警方法,当检测的实际速度大于设定速度的次数超过5 次,则在提升机完成工作停下后进行报警,不会造成直接停机的情况,不仅保障了提升机安全稳定的运行,也能实现超前报警,及早发现提升机的问题。
3)提出了残留检测方法,通过对提升机运行时电流的变化,判断箕斗内是否有残留,预防超载提升,避免了超载提升带来的严重影响,极大地保障了煤炭生产的安全稳定。
3 实践应用及效果分析
矿井提升机直流控制系统设计完成后,在山西汾西瑞泰正中煤业井下KMD-3.5×4(III)E 型提升机上进行了安装调试,并投入到实践应用当中。经直流控制系统改造后的KMD-3.5×4(III)E 型提升机从2019 年5 月运行至今,提升机运行稳定,直流控制系统控制可靠,新的报警预警办法和残留检测方法准确可靠,为保障该提升机的安全运行奠定了基础。该矿井提升机直流控制系统设计应用后,提升机无一起安全事故发生,工作效率极高,有效保障了煤矿的运输,为企业创造了较好的安全经济效益。
4 结语
设计了煤矿用提升机直流控制系统、超速报警方法及残留检测方法,该直流控制系统包括测速机、PLC 控制器和直流调速装置,测速机连接有阻容吸收电路,阻容吸收电路分别与PLC 控制器和直流调速装置电连接,直流调速装置与PLC 控制器电连接,PLC 控制器连接有超速报警器和残留报警器。阻容吸收电路作用是吸收浪涌和尖峰,以减小对控制系统的冲击和负荷。提出了新的超速报警方法,当检测的实际速度大于设定速度的次数超过5 次,则在提升机完成工作停下后进行报警。提出了残留检测方法,通过对提升机运行时电流的变化,判断箕斗内是否有残留,预防超载提升,极大地保障了煤炭生产的安全稳定。该煤矿用提升机直流控制系统在山西汾西瑞泰正中煤业井下KMD-3.5×4(III)E 型提升机上进行了实践应用,效果理想。
猜你喜欢
幼儿教育(2022年10期)2022-10-28
山东冶金(2022年4期)2022-09-14
电子乐园·上旬刊(2022年5期)2022-04-09
幼儿教育·父母孩子版(2021年6期)2021-08-05
测控技术(2018年6期)2018-11-25
船海工程(2018年1期)2018-03-01
山东工业技术(2016年16期)2016-08-15
中国资源综合利用(2016年9期)2016-01-22
中国高新技术企业(2015年13期)2015-04-30
现代矿业(2015年6期)2015-04-21