一种能够实现快速换产高精度装夹轴类零件插内齿夹具的设计
2021-05-19 09:15王军
机械管理开发 2021年3期
王 军
(中国重汽集团大同齿轮有限公司, 山西 大同 037305)
引言
随着市场竞争的日益激烈,“高精度、低成本、中小批量”生产方式已经成为当前机械加工行业的主导生产方式。为了适应这种市场需要,在插齿机上进行快速换产、高精度安装后可以加工出质量稳定的需插内齿的轴类零部件就成为一种必然趋势。
由于需插内齿的轴类零部件定位端面较小、外径差异大、轴向尺寸不尽相同,原夹具在加工需插内齿的轴类零部件时,采用端面定位、弹簧夹头夹紧外圆方式,产品换产时间较长且没有使用中心孔对零部件进行定心,插内齿后的径向跳动在0.03~0.08 mm 之间,与现在的生产方式需求不相适应。
本文设计了一种采用下顶尖定中心孔实现定心、定轴向位,弹簧夹头夹紧外圆的方式进行夹紧的夹具[1],该夹具主要包括快换防尘盖、快换弹簧夹头、本体、配油环、底座、拉杆、快换下顶尖、隔套、顶尖座、拉轴和接杆。在加工前,先确定需要加工的零部件,需要几号快换防尘盖、快换弹簧夹头和快换下顶尖。确定后把快换防尘盖、快换弹簧夹头和快换下顶尖安装在插胎上,再把要加工的零部件安装在插胎上,最后使用机床液压拉杆拉动快换弹簧夹头把零部件夹紧后进行插内齿加工,见图1。
1 任务需求
要求在同一台插齿机上加工多种需插内齿的轴类零部件产品,加工精度控制在齿圈跳动0.05 mm以内,换产辅助时间30 min 以内。而使用以往的工装,齿圈跳动只能控制在0.08 mm 以内,换产辅助时间需在3 h 左右,无法满足精度和换产节拍的要求,因此要求设计新型插轴类零部件内齿的工装。

图1 轴类快换插内齿工装简图
2 夹具的设计
2.1 底座与本体连接的设计制造
底座与本体采用底座内孔与本体外圆定心、底座端面与本体端面定位设计。
为了保证底座部分与本体部分连接精度,特别使用了底座内孔与本体外圆过渡配合的连接方式,确保了底座与本体的连接精度。为了保证底座端面与本体端面的平面贴合精度,特别要求了底座端面与本体端面的平面度、垂直度和粗糙度[2]。
2.2 本体与防尘盖连接的设计制造
本体与防尘盖采用本体外圆与防尘盖内孔定心、本体端面与防尘盖端面定位的连接。
2.3 本体与弹簧夹头、拉杆连接的设计制造
本体与弹簧夹头采用本体内孔、及内锥面与弹簧夹头外圆、外锥面自定心的连接。为了确保本体与弹簧夹头能够滑动自如,其配合间隙在0.01 mm 以内,特别采用配磨的加工方式和要求了本体内孔、及内锥面与弹簧夹头外圆、外锥面的跳动在0.005 mm及粗糙度在Ra0.2 mm 以下。
本体与拉杆采用本体内孔与拉杆外圆自定心的连接,为了确保本体与拉杆能够滑动自如,其配合间隙在0.02 mm 以内。
2.4 本体与配油环连接的设计制造
本体与配油环采用本体外圆与配油环内孔定心的连接。配油环沿轴向尺寸中部开有油道槽与本体的油道贯通,使冷却油可以通过油道进入插胎内部对弹簧夹头、顶尖等机构进行清洗后通过本体的泄油孔流出。达到插胎内部无异物,保证零部件的装夹质量。为了确保本体与配油环间的连接处能够很好地把冷却油密封,要求连接处采用过渡配合且粗糙度在Ra0.4μm 以下。
2.5 本体与顶尖座连接的设计制造
本体与顶尖座采用底座内孔与顶尖座外圆定心、本体端面与顶尖座端面定位的连接。
为了保证本体部分与顶尖座部分连接精度,特别使用了本体内孔与顶尖座外圆过渡配合的连接方式,确保本体与顶尖座的连接精度。为了保证本体与顶尖座的平面贴合精度,特别要求了本体端面与顶尖座端面的平面度、垂直度和粗糙度。
2.6 防尘盖与零部件连接的设计制造
防尘盖与零部件采用防尘盖内孔与零部件外圆的间隙配合。防尘盖需要根据不同的零部件的外圆尺寸设计出不同的防尘盖,以达到既能防止铁屑进入插胎内部,又能使零部件顺利装入插胎的目的。
2.7 弹簧夹头与零部件连接的设计制造
弹簧夹头与零部件采用弹簧夹头内孔与零部件外圆定心夹紧的结构设计。由于每种产品零部件的定位外圆不可能完全一致且弹簧夹头的变形量不能太大,因此要根据零部件定位外圆的不同设计出不同规格的弹簧夹头,使被加工零部件在安装后处于一个合理的摆放姿态,以达到减少因被加工零部件的位置不合理而导致加工不正确,影响加工质量。
由于弹簧夹头要经常使用,处于高频率工作状态,因此要选择耐磨性好、硬度高、弹性好的钢材,如50CrVA。要定期检查弹簧夹头是否完好,如有磨损要及时更换。如果使用了已磨损的弹簧夹头,由于无法正常加工零部件,出现严重质量事故。
2.8 顶尖与零部件连接的设计制造
顶尖与零部件采用顶尖插入零部件的中心孔的定心、轴向定位方式。由于每种产品零部件的中心孔、轴向尺寸不可能完全一致,因此要根据零部件中心孔、轴向尺寸的不同设计出不同规格的顶尖。使被加工零部件在安装后处于一个合理的摆放姿态,以减少因被加工零部件的位置不合理而导致加工不正确,影响加工质量。
由于顶尖要经常使用,处于高频率工作状态,因此要选择耐磨性好、硬度高的钢材,如T10A。要定期检查顶尖是否完好,如有磨损要及时更换。如果使用了已磨损的弹簧夹头,由于无法正常加工零部件,出现严重质量事故。
2.9 顶尖座与顶尖连接的设计制造
顶尖座与顶尖采用顶尖座内锥孔与顶尖外锥自定心定位结构,确保顶尖座与顶尖的连接精度,保证其稳定的轴向尺寸。
2.10 弹簧夹头、拉杆、拉轴、接杆及隔套相互连接的设计制造
弹簧夹头与拉杆采用螺纹连接、拉杆与拉轴采用螺栓通过隔套连接、拉轴与接杆采用错位机构连接。最后接杆通过螺纹与机床液压拉杆连接后,通过机床液压拉杆对弹簧夹头进行驱动,以达到对零部件的夹紧、松开操作。
3 零部件的要求
被加工零部件在车削外圆、端面序时要考虑零部件的外圆在快换插内齿工装上定位的需要,特别是要满足外圆、中心孔的精度要求[3]。因为零部件的中心线与插内齿工装的中心线只有高度重合,才能加工出内齿跳动合格的零部件。如果外圆尺寸超差会导致零部件在工装上摆放不准确,以至插内齿加工不正确;零部件外圆跳动超差会导致零部件的中心线与工装中心线不能完全贴合,以至内齿跳动不稳定。
4 零部件的加工
首先确定要加工的零部件需要几号快换防尘盖、快换弹簧夹头、快换下顶尖,把快换防尘盖、快换弹簧夹头、快换下顶尖安装在工装上,再把要加工的零部件摆放在工装上,然后使用液压机构夹紧,确保零部件在工装上的各个自由度完全被限制。最后由操作工启动机床进行加工插内齿工序。
5 检验结果验证及结论
使用本文新设计的快换工装加工需插内齿的轴类零部件产品的跳动数据及换产时间统计,见下页表1、表2。
由表1 可以看出,使用此快换工装加工零部件的插内齿,其内齿跳动检测结果均小于要求值,即内齿跳动≤0.05 mm,可以满足使用要求。
由表2 可以看出,通过进行换产试验验证,共换产20 次,实际换产均小于要求时间30 min,可以满足快换使用要求。
通过以上加工插内齿后,经检验内齿跳动的数据和换产时间的数据统计分析,本文设计的快换工装适合现“高精度、低成本、中小批量”生产要求的快速换产需求。使用此工装在保证零部件加工精度、生产线节拍的前提下,降低了工人换产的劳动强度,提升了生产线的加工效率,同时减少了工装费用的投入。随后开发的变速器需插内齿的轴类零部件也使用了同样结构的工装,为企业产品的质量提升、成本下降做出了重大贡献。
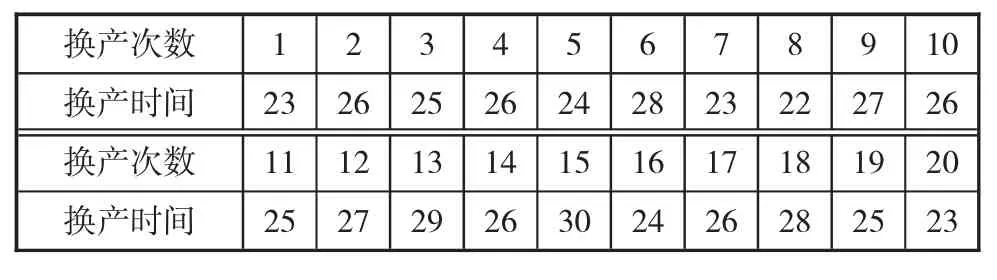
表2 各种规格的被加工零件换产时间统计 min
猜你喜欢
一重技术(2021年5期)2022-01-18
小读者(2021年6期)2021-07-22
制造技术与机床(2019年12期)2020-01-06
制造技术与机床(2019年7期)2019-07-22
制造技术与机床(2019年6期)2019-06-25
制造技术与机床(2018年11期)2018-11-23
制造技术与机床(2017年2期)2017-05-04
中国眼镜科技杂志(2016年14期)2016-12-08
山东工业技术(2016年15期)2016-12-01
海峡姐妹(2016年2期)2016-02-27