卡套连接方式的管路样装操作法探究
2021-05-18 05:22:34赵子义王砚良孙涛商凤新廉小增
中国设备工程 2021年9期
赵子义,王砚良,孙涛,商凤新,廉小增
(中车唐山机车车辆有限公司,河北 唐山 063030)
卡套式管接头主要由接头体、卡套、螺母三部分组成。当卡套和螺母套在钢管上插入接头体后,旋紧螺母时,卡套在压力下被推进24°锥管接头内孔中,并随之而变形,使卡套与接头体内锥面形成球面接触密封。同时,卡套在内刃口嵌入管子的外壁,在外壁上压出一个环形的的闭口圆边,从而起到可靠的密封作用,卡套中部稍有拱成凸起、一定弹性,有利于密封和防松作用,卡套尾部也径向收缩而抱住管子。其安装简便,耐压高,因此得到了广泛应用。
1 卡套连接用钢管
卡套连接用的管材很多,这里我们以符合EN10216-5标准的X5CrNi18-10钢管为例,论述钢管的样装操作法。
首先,X5CrNi18-10钢管的金属成分为表1。
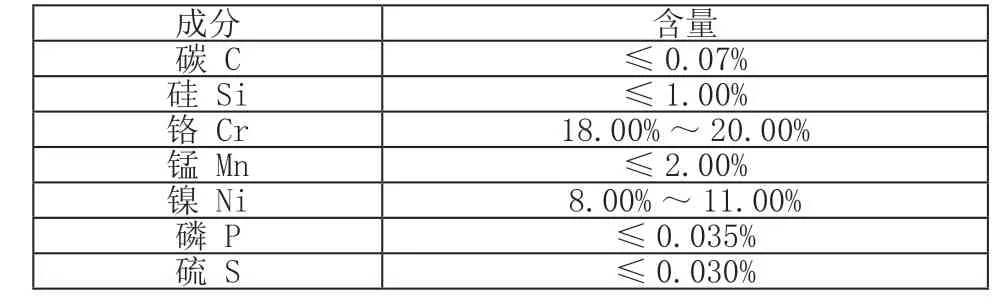
表1 X5CrNi18-10成分表
钢管的交货技术条件符合EN10216-5:2013标准,压力用途的无缝钢管—交货技术条件 第5部分:不锈钢管。具体的外径及壁厚符合相应的公差范围内,因为本例铁管采用CFA处理:即冷加工光亮处理,所以外径及壁厚应符合下表2,下表2中的T3-T4和 D3-D4取自EN ISO 1127,圆度包含在外径公差范围内,偏心率包含在厚度公差中。具体详见下表2:

表2 冷加工管的外径D和壁厚T的公差
本例采用的管材为RO28mm,属于订购加工,因而外径公差和壁厚公差要采用D4a型及T4a型,公差要求比较高。
2 卡套预装机
卡套预装机在生产应用中,通过集成配套的模具和挡板来快速进行卡套预装,并且模具和挡板上均有明确的标识,将装配错误降低到最小程度,再配有数显或表盘式压力指示仪,可将管径不同的管材进行卡套预装。由于通过压力调节机构对不同管径的卡套预装压力进行调节,使用在卡套预装成形后,设备通过传感器引导,自动回到成形起始位置,极大地缩短了卡套预装成形时间。
目前,卡套预装方式的手动卡预装及机械卡套预装。而机械卡套预装所使用的设备有手动液压卡套预装机和电动液压卡套预装机。手动液压卡套预装机价格相对较便宜,但生产效率低,适用于小批量,室外作业环境。目前,市场电动液压卡套预装机种类较多,例如,Parker公司生产的EOMAT UNI系统卡套预装机,生产效率高,卡套质量稳定,寿命可达10年以上,缺点是价格较高(如图1、2所示)。

图1 手动卡套预装机

图2 电动液压卡套预装机
3 管路样装
(1)样装定义:管路在安装过程中,根据两端的接头位置,对接头中间的管路进行现场实测配管的过程,叫作管路样装。管路安装过程中,由于设计与实际操作之间的偏差,所以,有一些管路要经过样配才能实现无应力安装,以满足质量要求,安装完毕后,管路要求横平竖直,管路与其他配件无接磨及干涉。
(2)管接头安装。管路样装前,需要将管接头安装在支架或板料间壁等位置上,安装前管接头小心轻放,避免磕碰,保持螺纹完整清洁无油污。如检查螺纹和接头内部有灰尘脏物,应使用清洁的高压风进行清洁。管接头安装时,要涂抹一定的润滑油,以防不锈钢件烧死。
管路样装时,将管路放在两个管接头中间,将钢管插到底,另一端在管接头最后一个螺纹处画出标记线,此方法样装较粗略,但可适用大多数场合。
另一种管路样装方法为:先用游标卡尺测量管接头外端面到管接头24°锥底面之间的距离,例如,RO28直通接头的距离约7.5mm。然后,再测量两个管接头之间的距离或接头与相关配件之间的距离,这个距离减去接头外端面到管接头24°锥底面之间的距离,就是最终样装完毕后管路的尺寸。
(3)管路切割。样装完毕后,要对管路进行切割。管路切割时,对管端垂直度要求较高,建议采用专用切割设备进行切割。如果采用手锯切割后,要对管端垂直度进行测量,符合相关工艺要求后,再进行卡套预装。切忌不能采用割管刀进行切割,因为在割管刀旋转过程中,压迫管路,迫使管端会产生缩口现象,导致卡套预装失败。
(4)管路复核。管路切割完毕后,不能急于进行预装卡套,要将管路重新放置在需要样装的管路部位,检验样装的管路是否符合图纸及相关文件要求,与其他配件是否干涉,等确认无误后,再进行卡套预装。
(5)管路清洁。一般图纸都会对管道系统的清洁度提出要求,避免杂质进行管道,以免影响管道系统的正常使用。所以在管路样装完毕后,一般会用高压风枪对管路进行吹扫,对管道系统洁净度较高的液压、制动系统,还需要使用海绵清洁子弹对管路内壁进行清洁,以满足设计要求。
(6)卡套预装。根据管径选择配套的模具和挡板,将模具和挡板安装在卡套预装机上,调节卡套预装压力后,长按启动按钮对管路进行卡套预装。需要注意的是,卡套预装的效果,一般要求卡套能径向转动,轴向蹿动量一般小于1mm为合格。
(7)正式安装。卡套预装完毕后,对样装管路进行正式安装,用相应规格的开口扳手进行紧固,为了避免紧固重复,对管接头寿命产生影响,在紧固完一个螺母后,在螺母上标注一个标记以进行区分。
4 结语
实践证明,当管接头的位置固定后,通过画线或测量的方式进行管路样装,并经过管路切割、管路复核、管路清洁、手动或机械卡套预装后,最终进行正式安装的管路,能够满足无应力安装的要求,并且安装完毕后管路横平竖直,管路与其他配件无接磨及干涉,完全满足生产及质量要求。
猜你喜欢
建筑与预算(2022年12期)2023-01-09 08:44:38
建筑与预算(2022年10期)2022-11-08 08:47:18
河北理科教学研究(2022年2期)2022-09-17 01:29:48
中国特种设备安全(2019年5期)2019-07-16 08:51:54
汽车实用技术(2018年18期)2018-09-26 07:54:02
橡塑技术与装备(2018年18期)2018-09-22 08:05:12
华东理工大学学报(自然科学版)(2015年3期)2015-11-07 09:17:30
华东理工大学学报(自然科学版)(2015年3期)2015-11-07 09:17:30
产业与科技论坛(2015年18期)2015-01-23 08:40:28
化工管理(2014年26期)2014-08-15 00:51:32