
核桃初加工工艺设备现状研究
2021-05-17 06:34陈朝银赵声兰马雅鸽郭玉红聂艳丽
包装与食品机械 2021年2期
陈朝银 ,赵声兰 ,马雅鸽 ,马 婷 ,郭玉红 ,聂艳丽
(1.昆明理工大学,昆明 650500;2.云南中医药大学,昆明 650500;3.云南省林业与草原科学院,昆明 650201;4. 云南省林业与草原技术推广总站,昆明 650201)
0 引言
核桃泛指胡桃科核桃属、缘核桃属等乔木植物之坚果,其果仁有很高的营养和食用价值,是收载于我国药典的中药。鉴于核桃优异的营养及生态功能和我国粮油安全的战略需求,我国近年核桃产业发展势头强劲,面积产量世界第一,云南又居全国之首[1]。但初加工总体较为落后,大部分采用人工砸取、自然干燥和手工挑选等原始方法,严重影响产业效益,是制约核桃产业可持续发展的关键。
核桃初加工是指青储、脱青皮、烘干、分选、破壳、壳仁分离、包装储运等的采后处理过程[2],对核桃壳果和核桃仁的产品外观和内在质量以及售价和储运性能具有决定性作用。虽有不少相关研究论文和相关专利,但因其认知水平和不同地区气候、品种及产业规模的差异,由此形成的相关国标、行标、地标和企标的工艺规范及产品指标差异较大,本文结合相关研究和文献重点对其相关工艺规范和设备加以分析,为相关技术的创新推广和相关产业标准规范水平的提升奠定基础。
1 单元操作及其相关机械设备
1.1 脱青皮机
林业行业标准规定青核桃采收后壳厚≤1.1 mm的可在0.3%~0.5%乙烯利溶液中浸泡约30 s后装入网袋,堆放于阴凉通风处,堆厚100~130 cm 防高温、雨淋,2~3 d后青皮离壳时可手工或用转筛式、滚筒式脱皮机等设备进行脱青皮[3]。河南地方标准规定用堆沤脱皮法和乙烯利脱皮法,未提及机械脱青皮[4]。贵州地方标准有堆沤脱青皮、药剂脱青皮和机械脱青皮[5]。陕西地方标准规定青核桃采摘后,完全成熟的核桃应堆放1~2 d,未完全成熟的应堆放 3~5 d[6]。堆放后的核桃通过切削、划破、挤压、搓碾、刷磨、清洗等方式去除核桃青皮及残留物,表面应干净无黑斑、无残皮、无破损。山西地方标准规定自然堆沤于阴凉处或室内按50 cm左右的厚度堆集[7],上面加盖一层10 cm左右的保温保湿覆盖物。当青皮离壳或开裂达50%以上,用棍敲击即可脱皮,对未脱皮的青果,可再堆沤。也可在0.3%~0.5%的乙烯利水溶液中浸泡0.5 min,或随堆积随喷洒,果堆上加盖一层厚10 cm左右的保温保湿覆盖物,湿度 80%~90%,29~31 ℃,2~3 d可脱青皮。也可在核桃采收后的1~2 d内,采用脱皮机进行脱青皮。新疆地方标准有人工撞击、敲击和口袋内脚踩法。生物脱青皮则阳光下50 cm厚堆放覆盖塑料布堆沤4~6 d后人工或机械脱青皮[8]。或0.3%~0.5%乙烯利浸5 min,50 cm厚堆放阴凉处或室内,湿度 80%~90%,30 ℃,3~5 d后人工或机械如钢丝刷毛刷脱青皮、刀片切割脱青皮、滚笼式脱青皮。大理地方标准有自然堆沤[9],另可用智能烤房 24~32 ℃堆沤 30 h 左右[10],不推荐乙烯利催熟,鼓励有条件的加工企业、农户采用机械脱皮。采用机器脱青皮应使用其性能达标的机械设备,其中林业行业标准规定脱净率≥88%,在壳厚≥1.5 mm厚的条件下破果率<6%,损失率≤ 2%、吨耗电≤ 1 kWh、噪声≤ 80 dB[11];山西地方标准规定脱净率≥90%、破损率≤5%,祥和农机企业标准刚达此标准[12-13];勇义五金脱皮率≥92%、破损率≤1%等[14]。无论是手工或机械,核桃脱青皮通常需堆沤至适脱为宜,且添加乙烯利堆沤优于普通堆沤,机械优于手工,见图1和表 1[15]。

表1 核桃脱青皮相关标准规程Tab.1 Standards and codes related to green walnut hulling

图1 不同处理及脱青皮方法的效果比较Fig.1 Comparison of different treatment and walnut hulling methods
1.2 清洗
河南地方标准规定脱皮的壳果装筐在流动的清水中洗净为止。林业行业标准规定可采用专用机械或人工清洗,切忌泡洗时间过长,避免壳内进水,不可使用任何化学药剂。贵州地方标准规定脱青皮后3 h内将壳果用人工翻洗至无青皮留存沥干摊放晾晒,且允许用1:30~1:40倍漂白粉溶液或1:30倍次氯酸钠溶液进行漂白,此有悖于林业行业标准的规定。机械行业标准有带清洗功能和不带清洗功能的两种脱青皮的设备。陕西地方标准把清洗作为去青皮的方式之一可能就是考虑使用这种带清洗功能去皮机。但需注意应尽量避免青皮物质和青皮汁混入废液以控制污水负荷。独立的核桃清洗设备可直接使用市场上较为成熟的毛刷果蔬清洗机。对核桃清洗机的要求是洗净率高、破损率低、耗电耗水量小。祥和农机的洗净率≥85%、吨耗电≤1.5 kWh、吨耗水≤1.2 T,勇义五金的吨耗电≤3 kWh、吨耗水≤0.6 m3,宏昌机械的洗净率≥95%、破损率≤2%、吨耗电≤ 2.75 kWh[16],见图 2。
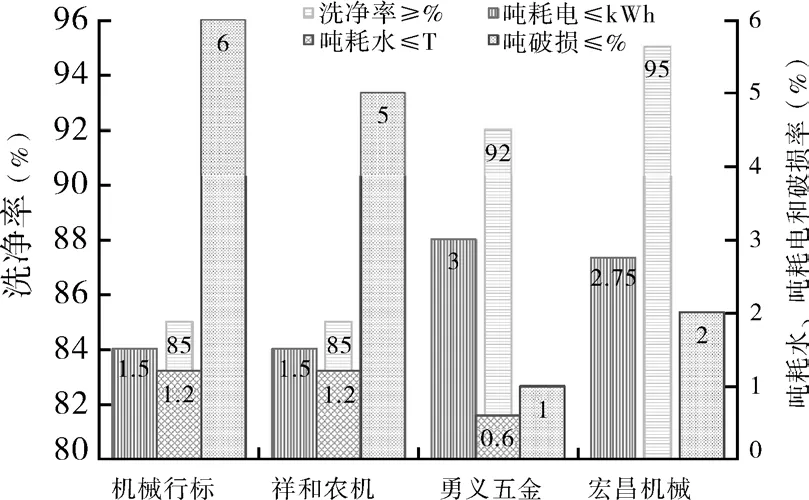
图2 核桃清洗机性能指标比较Fig.2 Comparison of performance parameters of walnut washers
1.3 干燥机
脱青皮后的核桃含水率约为30%~45%,须尽快干燥至8%以下,否则极易变质。林业行业标准有自然干燥、烘房干燥和机械干燥,但烘房干燥和机械干燥有何差异界限不清,水分≤7%;河南地方标准为自然干燥至种仁含水量≤8%,未提及烘干和机械干燥;贵州地方标准规定有自然干燥或烘干至坚果含水量≤8%,未提及机械干燥;陕西地方标准破壳前35±1 ℃,6±1 h至含水率20%~30%,破壳后分级分段程序烘干至水分达8% 左右为止[6]。
热风干燥可在1~2 d内将核桃干燥到安全水分(≤8%),比自然摊晾干燥(5~7 d)快,是产业化的必由之路。国内外固定式干燥机通常分隔成容量1~5 t、深度1.8~2.5 m的多个干燥仓,干燥仓底部与水平面的倾角为30°以便核桃堆积厚度均匀并能在干燥后从底部自动滚出[17]。
目前的核桃干燥设备有微波、远红外、电热、热泵干燥等,从能效考虑首推热泵干燥[18]。传统加热对流干燥脱水能耗通常为6~18 MJ/kg水,热泵干燥脱水能耗为0.9~3.6 MJ/kg水。此外,核桃干燥对进出干燥室的干燥气体温湿度有较高要求,热泵干燥可通过调整蒸发器和冷凝器中工质的蒸发温度和冷凝温度等实现温湿度控制,易于满足核桃干燥对品质、外观等方面的要求。核桃干燥不宜超过50 ℃的高温,且易氧化哈变,热泵可通过控制工况实现较宽范围的中低温(0~40℃)干燥,还可用惰性气体代替空气实现无氧气体内循环干燥,没有粉尘及挥发性物质及异味废气向环境排放;干燥室排出的湿气潜热和余热可被热泵回收利用,没有对环境的热污染。热泵有制冷功能,可在完成核桃干燥后利用制冷功能进行核桃及核桃仁的冷藏及保鲜。
干燥室通常要求空载运行时内部温度从5 ℃升至40 ℃所用的时间不超过60 min。空载或负载运行时,内部各处的风速应为0.7~1 m/s,各处的温差应小于2 ℃,噪声应低于85 dB[19]。这些核桃干燥的标准规程及相关设备和参数是多年各方研发的结晶,但与产品品质密切相关的变温干燥及湿度控制支撑数据模型较少。热泵干燥核桃尚未形成可供参考的规范,有必要利用相关设备借鉴其它空气能干燥规程完善核桃热泵干燥的温湿度控制规程[20]。发展方向是热泵及其物料动态、温湿度和干燥速度可控、壳果核仁品质提升明显、能耗大幅下降、与前后级工段模块化柔性链接等。
1.4 壳果分级机
大小分级对于核桃品牌和价格提升及后续加工具有重要意义。有栅条滚筒式和滚轴式、有孔板振筛式等。机械行业标准要求分级精度≥90%、破损率≤5%、噪声≤80 dB、平均无故障工作时间≥600 h[21]。栅条滚筒型的分准率可≥98%、破损率<0.2%。农业行业标准要求分级合格率≥95%、轴承升温≤20 ℃[22]。分级级数按国家标准为特级(≥30 mm,匀)、I级(≥30 mm,杂)、II级(≥28 mm)、III级(≤25 mm)共4级[23],林业行业标准则为特级(≥30 mm)、一级(≥28 mm)、二级(≥26 mm)共3级,显然<26 mm视为级外品或次品[24],这严于老国标,但一级品则低于老国标的I级。山东地方标准核桃壳果分级不是按大小分级,而是按品种纯度、出仁率及空壳率等指标分为三级[25],较为新颖和科学。新国标征求意稿已摈弃大小分级。空瘪果的分选设备已有相关专利产品[26-27],其相关设备已在新疆、浙江、云南等地得到广泛应用。
1.5 破壳机
陕西地方标准将破壳分为撞击法、辊式挤压法和平板挤压法。通常破壳前应按尺寸进行分级,其加工机械有相关行业标准[28],其最低性能指标要求为破壳率≥95%、半仁率≥60%、高路仁率≥85%、壳仁分离率≥70%、吨料电耗≤2 kW·h/t、噪声≤85 dB。国外最高的破壳率为95.8%[29],国内可达100%。核桃壳和核桃仁的韧性、弹性和脆性受其含水量的影响较大,水量越低,其外壳越脆、越易破壳,但核仁也越脆易碎;反之,外壳的韧性好,破壳时的破壳率低,但破壳后的整仁率较高。故在核桃剥壳时,应保持最适当的水分含量,最好是使外壳水分含量低于核仁的水分含量,使核桃壳的弹性和韧性较小、易脆易碎,而核仁的弹性和韧性较大、在破壳时不会脆碎。在不易控制壳仁的水分差异时,可在壳果含水15%左右时破壳较为合适。陕西地方标准根据核桃品种和尺寸(26、30、35 mm)进行破壳后39±1℃,4~6 h,再 35±1 ℃,6~10 h 至核桃仁含水8%左右的进一步干燥工艺即源于此。
1.6 壳仁分选机
陕西地方标准中绒带式分拣法的分拣率应≥90%、风力式分拣法的分拣率≥95%,显然风选为优。其风选设备有吸吹两类,由于气动性能与大小及形状和表面积等相关,故宜先用壳仁混料分级机按大小进行简单分级[30],再通过串并联气流对不同大小壳仁混合物料分别进行风选将相近大小的壳和仁分开。现有相关设备可分级为2分混料、4分混料、8分混料和16分混料4级,再将同等级的壳仁混料经过对应的风口将壳仁分离,目前单机处理能力900 kg/h,2分混料的壳仁分离率90%、4分的95%,8分的85%,16分的70%。显然4分混料壳仁最易分离,其次为2分混料与8分混料,16分混料的壳仁较难分离[31]。商品价值较高的2分仁、4分仁占总仁量≥90%,仁含壳率≤3%、壳含仁率≤5%,16分混料宜用于榨油。
破壳及壳仁分离的相关论文120余篇,公开的发明专利270余件(已授权64件),实用新型专利360余件,但其相关标准规程较少。其发展方向是壳仁混料分级性能和风选的优化、降噪及设备的数控、智控及小型化等。
1.7 核桃仁分级机
形状大小多用振动筛分选机。林业行业标准分半仁、四分仁、碎仁、米仁4等,各等又依据色泽浅黄和浅琥珀分两级[32]。进出口标准中还有大三角仁和末仁(1~2 mm)及末子(<1 mm),色泽有浅黄色、浅琥珀、琥珀、深琥珀色4种,“花脸”、“黑鼻头”、“大青筋”则按异色粒计算[33]。市面上还有紫色、红色等特色产品。色选无疑用色选机为最佳选择,其主要技术指标为:选净率≥99%、剔除率≥80%、误选率≤75%、空载噪声≤80 dB。
1.8 脱衣机
现高压水冲洗脱衣机已较为普及,但文献资料数据尚少,最早的专利技术也尚未授权[34]。只需热水浸泡几分钟即可用高压常温自来水冲洗10余分钟即可达脱皮率≥98%,日产量高、核桃仁完整性好、损耗低,并且将脱皮、分离与清洗相结合,简化生产步骤,同时采用循环用水,实现水资源的节约,易于大规模工业化连续生产。其技术关键主要是高压喷水的作用力及其分配作用方式,线上有不少非标产品,价格根据规模及配套和控制系统情况通常在几千元和几万元不等,建议试用购买和加强生产加工性能的验收。
1.9 包装
在保障水分含量低于5%的情况下可气密包装。水分含量5%~8%的情况下则短期储运可气密包装,长期储运则不建议气密包装,水分含量低于5%建议气密包装,尤其是湿度较高的环境更应如此。核桃仁因易氧化建议干燥至水分含量低于1.5%真空包装或真空充氮包装,线上有2~7千元各种不同性能和规格的真空充氮包装设备,性价比已是全球最高水平,但应注意制氮机氮纯度及湿气的自检控制。
1.1 0 贮藏
国标GB/T 20398规定“核桃坚果产品贮存的仓库应干燥、低温(0~4 ℃)”,并明确推荐干燥冷库保藏,且没有规定保质期。冷藏有利于抗氧化、抗虫、防霉、防腐,干冷条件有利于进一步降低含水量,一般含水率需低于5%以下才能长期储藏,而脱水至8%以下宜在冷藏过程进行。建议空气能干燥与冷库共用或兼用、两用、合用。山西地方标准还有冷藏相对湿度<75%要求。大理方标准有常温仓储和冷库储藏,且规定<15 ℃仓储时间壳果不超过18个月、核仁不超过12个月。
上述核桃初加工主要设备性能见表2。

表2 核桃初加工主要设备性能Tab.2 Performance parameters of main equipment of walnut primary processing
2 成套设备生产线的现状及发展趋势
目前主要还是分段配套。
2.1 脱青皮与清洗和烘干
有的脱青皮机带清洗功能,已有直接在输送带上进行风吹去除表面水分后进入连续干燥机的生产线。易与壳果分级及包装耦合对接。
2.2 壳果分级和包装
二者易于连续和耦合。但袋装壳果在搬运过程易使产品受损或壳果邻角易损伤包装袋,故宜以盒装、纸箱或麻袋装为宜。
2.3 破壳、壳仁分离及核桃仁分级包装
由于破壳对品种的大小、形状及含水率要求较高,故宜与前述的烘干、分级设备耦合,另由于破壳后的壳仁混放易损伤核桃仁,故需尽快将壳仁分离,而风选分离对壳仁混合物的大小及形状也有较高要求,需前置壳仁混合物分级再风选分离,所得核桃仁已完成大小形状分级,只需补充配套色选机即可。
2.4 核桃仁脱衣、烘干及分级包装
现最好的核桃仁脱衣机为纯物理湿法,脱衣后有一定的破碎和含水量增加,通常需有烘干和分级,大规模生产宜引入相对成熟的标准连续可调的自动化烘干和分级包装设备。
3 结语
核桃初加工对于提高核桃产品外观和内在质量以及产业效益和储运性能等具有决定性作用,加强核桃初加工工艺优化及设备设施的机械化和自动化以提高其产业效益势在必行,尤其是人工价值和成本越来越高的今天及未来。
猜你喜欢
橡塑技术与装备(2021年11期)2021-06-16
今日农业(2020年15期)2020-12-15
创新作文(小学版)(2019年31期)2019-12-07
山西农业大学学报(自然科学版)(2019年2期)2019-04-03
农机化研究(2018年12期)2018-01-22
中国铸造装备与技术(2017年3期)2017-06-21
微型小说选刊(2016年32期)2017-01-20
中成药(2016年8期)2016-05-17
电子制作(2016年21期)2016-05-17
民间故事选刊·下(2016年3期)2016-04-06
