SE+PERC高效太阳电池激光掺杂研究
2021-05-17 06:43
中国科技纵横 2021年2期
(晶澳太阳能有限公司,河北邢台 055550)
0.引言
太阳能资源丰富,是洁净的一次能源及无污染的可再生能源。近年来,晶硅太阳电池取得了一系列新突破、新成果,光伏产业化及持续研发日新月异。先进技术不断向产业扩散,大大降低了太阳能光伏的发电成本。当前环保需求日趋严峻,在国家政策对太阳能光伏行业扶持的下、在行业提效降本的核心宗旨下,技术进步已成为降低太阳能光伏发电成本、提高转换效率、促进晶硅太阳电池发展的重要因素。
在太阳能电池的众多参数中,发射极[1]是最能影响转换效率的因素之一,SE+PERC高效电池是其中最典型的产业化应用,图1为SE+PERC高效电池制备工艺流程示意图。
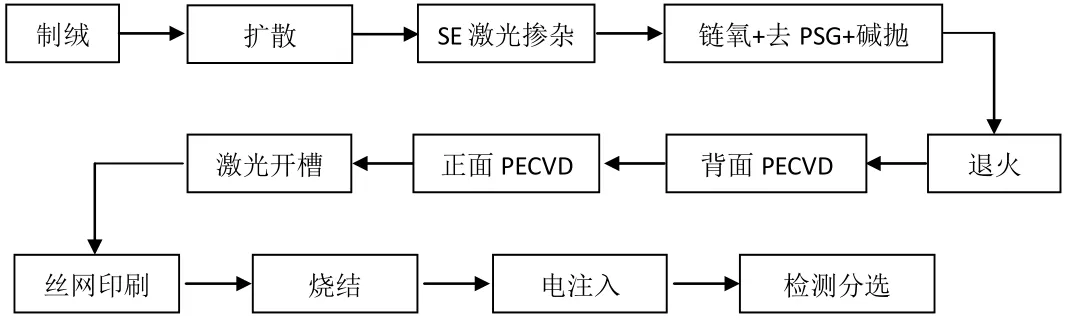
图1 SE+PERC单晶硅太阳电池制备工艺示意图
选择性发射极(SE, selective emitter,)晶硅太阳电池,即在金属栅线与硅片接触部位进行高浓度掺杂,在电极以外的区域进行低浓度掺杂。这种结构设计,通过选用功率小、成本低的波长532nm绿光激光器来实现,对扩散后硅片按照既定图形进行扫描掺杂,利用激光能量对扩散磷硅玻璃层熔融形成金属化重掺区域,既降低了硅片基体与正面金属电极间的接触电阻,又降低了表面扩散层的复合[2],提高光线的短波响应,使得短路电流、开路电压及填充因子都得到较好的改善,从而转换效率得到提升。
本文在保证太阳电池转换效率及和良品的前提下,主要研究SE激光掺杂工艺条件及窗口优化,分析激光功率对硅片表面微观损伤[3]、光斑间距掺杂效果及光斑大小等与转换效率的关系,寻找提升电池效率的方案。
1.试验仪器与原料
1.1 试验仪器
本文采用DR纳秒激光器进行激光掺杂,采用奥林巴斯显微镜测试样品微观结构,采用四探针方阻测试仪测试激光掺杂后方块电阻,采用WT-1200A测试少子寿命,采用天准轮廓仪测试激光光斑形貌,采用德国Halm高精度I-V测量系统表征电池电性能。
1.2 试验原料
本文采用太阳能级掺镓P型金刚线切割单晶硅片衬底,尺寸158mm×158mm,厚度165μm~175μm,电阻率范围0.4Ω·cm~1.1Ω·cm。试验样品为同一根硅棒切割硅片。
2.试验设计与结果分析
2.1 试验设计
试验样品分为14组,每组50片,分别在同一制绒机台采用相同工艺配方进行制绒,然后将试验样品同一扩散炉管采用相同扩散工艺配方进行扩散,扩散方阻值控制在150±3Ω。14组样品扩散后分别采用表1试验方案进行处理,然后按照SE+PERC工艺路线,相同机台相同工艺配方下传至印刷,收集各样品电性数据。

表1 试验方案
2.2 试验结果与分析
2.2.1 不同激光功率
由试验设计可知,在扩散方阻150Ω同一条件下,样品1~样品5对应设计激光功率由低逐渐升高,正方形光斑大小固定120μm、光斑间距0μm、激光速度28m/s、激光频率230kHz。
由图2趋势可见,伴随激光功率升高,扩散150Ω硅片经激光掺杂后,重掺方阻逐渐降低,与激光功率成反比关系;方阻降幅逐渐升高,与激光功率正相关;即激光功率越高,PSG层中的过量磷单质被掺杂深入PN结越多,结深会越深。
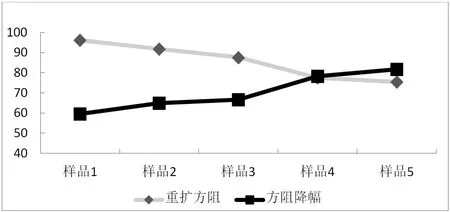
图2 不同功率方块电阻变化趋势
图3为不同试验条件,激光掺杂后硅片正面激光线二次元状态。可以明显看到二次元外观光斑随激光功率提高而形态明显,即随激光能量增高,激光熔融性增加,光斑发白发亮。单一光斑在激光低功率时,光斑显虚,掺杂程度较轻,在高功率下整体光斑线条充实,无虚打现象,掺杂程度较深。

图3 不同功率激光形貌
不同激光功率下各条件对应激光后硅片的微观形貌,通过奥林巴斯显微镜进行测试,如图4所示。在激光功率60%~90%逐渐提高时,硅片掺杂区域的表面微观损伤在逐渐加重。微观下金字塔尖被激光能量逐渐熔融烧蚀掉,功率越大金字塔烧蚀越严重,表明掺杂损伤明显。金子塔尖损伤会影响到硅片表面光学吸收以及钝化效果,进而影响成品电性能[4]。
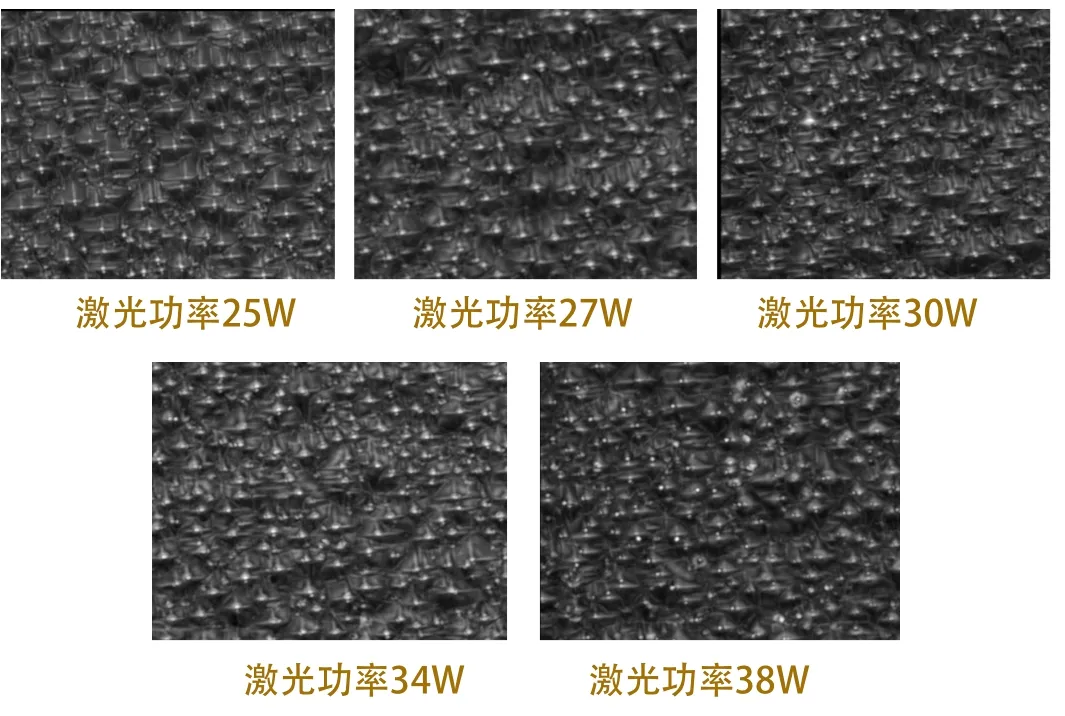
图4 不同功率金字塔损伤
激光掺杂后电性数据如表2所示,样品2功率在70%,即27W时,电性表现最优、效率表现最高,低功率或高功率均对电性产生劣势。尤其高功率电流、电压偏低较多,漏电较大,受高激光功率对微观金字塔损失,影响光学吸收以及钝化效果;而且过高激光功率导致的机械损伤,也会影响发射极与金属电极之间欧姆接触;反之激光功率过低,重掺方阻会高,也会影响发射极与金属电极之间欧姆接触,从而影响效率。
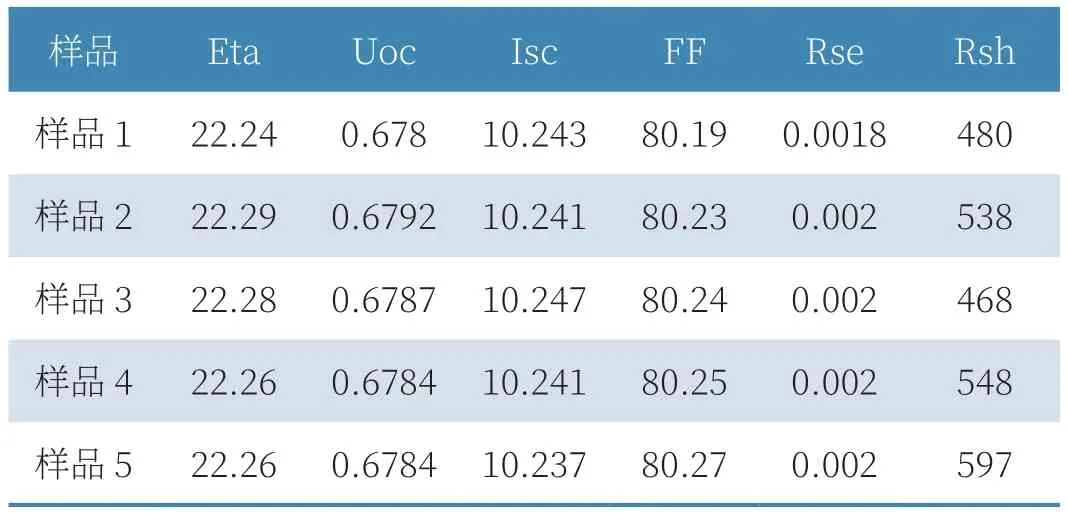
表2 不同功率电性数据
2.2.2 不同光斑叠率影响
由试验设计可知,在扩散方阻150Ω同一条件下,通过调节打标速度将样品6~样品11对应设计激光重叠率由高逐渐降低,正方形光斑大小固定120μm、激光功率27W、激光频率230kHz。
测试各条件掺杂后重掺方阻及方阻降幅趋势如图5所示,光斑重叠率越高重扩降幅越高,重扩后方阻越低。结合轮廓仪测试二次元成像,如图6所示,重叠区域受到激光二次扫描打斑,其二次元下颜色尤为白亮,与激光高功率条件颜色表现接近。

图5 不同重叠率方块电阻变化趋势

图6 不同重叠率激光形貌
对比激光掺杂后成品电性[5]数据,随着重叠率的升高,电性电流、开压均有不同程度下降。与激光高功率电性能表现一致;重叠率越低,光斑呈现为相离状态,表面轻掺区域相对增加,重扩降幅逐渐降低,重扩后方阻升高,激光重叠-10%~-50%效率先升高后降低,激光重叠-30%效率最优,表面损伤相对较少,钝化面积被破坏相对较少,光学吸收较好,开压相对较高,同时不影响欧姆接触,轻、重掺杂区域匹配达到最优。
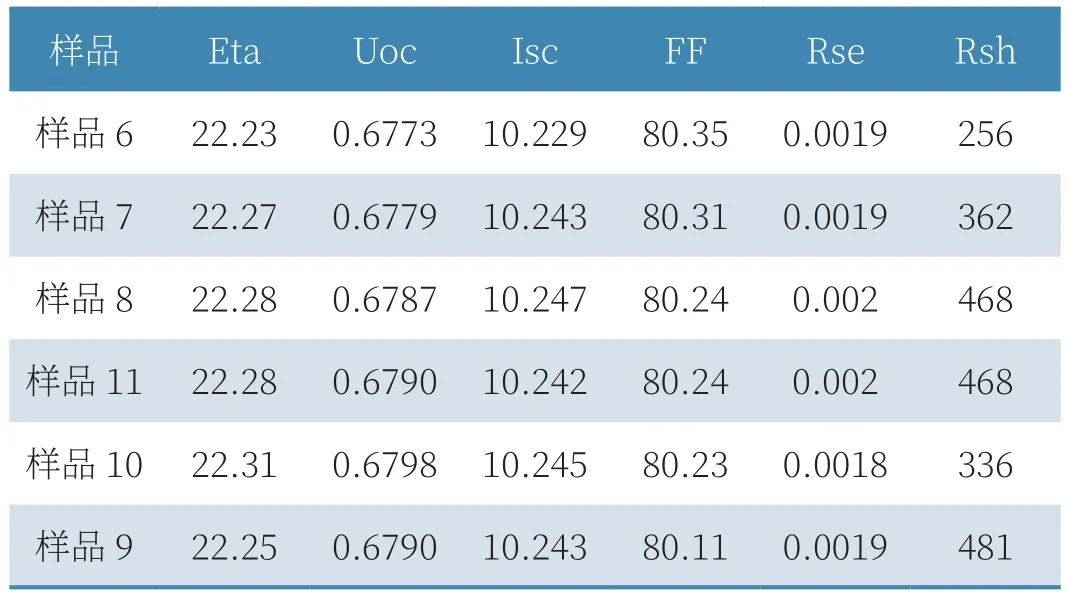
表3 不同重叠率电性数据
由试验设计可知,在扩散方阻150Ω同一条件下,通过调节激光线宽将样品12~样品14对应设计激光线宽由高逐渐降低,激光功率27W、激光频率230kHz、打标速度28m/s。
激光打斑扫描后得到不同条件光斑二次元形貌,见图7。结合电性数据表4分析,显示光斑越小,重掺区面积越小,表面钝化受到损伤越少,绒面损伤越少,由此增加轻掺受光面积,提升电流、开路电压。但是激光线宽也不能无限制减小,当激光线宽过小,印刷套印容易出现异常,从而导致云状发黑以及FF异常,最终出现电性异常情况。受现有印刷机台以及掺杂激光精度限制,激光线宽最低95μm。

图7 不同线宽激光形貌

表4 不同线宽电性数据
在套印正常情况下,效率随光斑尺寸减小而提高,结合具体电性中开压、电流提升明显,表明整体小光斑效率优势主要来源于遮光面积减小,表面钝化、微观损伤小的贡献。
3.结论
本文通过对激光功率高低、光斑重叠率、光斑大小三个方面进行分析研究,得出激光功率在70%~80%对掺杂效果最佳,并且微观表面损伤较小,效率最优;激光相同功率下重叠率越高微观表面损伤越严重,重掺结深越深,表面浓度越低,光学吸收影响越严重,效率损失越大,重叠率越低为-50%时出现效率损失;叠率影响重掺面积,重掺区域面积减少,影响金属接触区域面积,对光生电流传导与金属栅线接触产生影响,重叠率-30%效率最优,主要为遮光面积增加贡献。相同激光工艺下,光斑越小、表面遮光面积越小,微观、钝化越好,丝网印刷套印匹配度要求越高,效率越高。本文研究结果可在太阳电池产线推广。
猜你喜欢
印制电路信息(2022年11期)2022-11-30
印制电路信息(2022年6期)2022-08-03
科技与创新(2022年11期)2022-06-13
现代纺织技术(2021年1期)2021-05-07
山西能源学院学报(2021年1期)2021-03-24
世界地质(2019年2期)2019-02-18
新闻传播(2018年21期)2019-01-31
有色金属材料与工程(2018年1期)2018-11-25
录井工程(2017年3期)2018-01-22
电气电子教学学报(2016年1期)2016-04-23