
微生物增效剂协同厌氧生化处理PO/MTBE生产废水试验研究
2021-05-12 07:43张家良
河南化工 2021年4期
张家良
(南京金陵亨斯迈新材料有限责任公司 , 江苏 南京 210046)
环氧丙烷(化学式C3H6O)是非常重要的有机化合物原料,是仅次于聚丙烯和丙烯腈的第三大丙烯类衍生物;甲基叔丁基醚(化学式C5H12O)是一种高辛烷值汽油添加剂,被大量应用于石油炼化。环氧丙烷联产甲基叔丁基醚(PO/MTBE)生产技术以异丁烷、氧气及丙烯做原料,采用共氧化法生产环氧丙烷(Propylene Oxide,简称PO),同时联产甲基叔丁基醚(Methyl Tertiary Butyl Ether, MTBE)。该技术于2017年引进国内并投产,将在未来一定时期内在国内石化领域发挥重要影响。PO/MTBE生产废水具有COD高、微生物毒性强、可生化性差的特点,是公认的难降解化工废水,因此PO/MTBE生产废水必须经过妥善处理之后才能外排[1]。目前国内外对于PO/MTBE废水微生物处理技术的报道显示厌氧反应器的COD去除效率偏低,仅约30%,而已有研究表明补充必要的微量营养物质是提高难降解工业废水处理效果的可行的优化策略[2-3]。本文以南京某公司PO/MTBE生产废水为研究对象,探究投加微生物增效剂对厌氧运行效率的影响。
1 材料与方法
1.1 实验装置
实验采用2套同规格UASB反应器试验装置,分别编号为1#和2#,装置如图1所示。反应器由有机玻璃制成,直径95 mm,高度550 mm,有效容积为3.89 L。反应器外层设置恒温水浴夹套和pH传感器,反应器上端设置三相分离器,将污泥、出水与产品气分离。
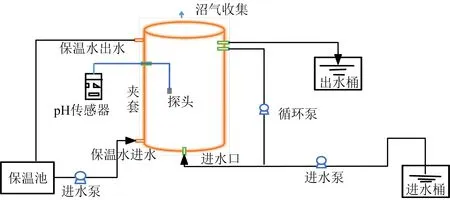
图1 UASB厌氧试验装置流程图
1.2 实验材料
实验用废水为南京某公司PO/MTBE生产废水缓冲罐中存水,废水水质如表1所示。由于废水COD和石油类指标较高,因此厌氧反应器试验用水由去离子水和实际废水按照比例1∶1混合而成,进水COD为6 000 mg/L左右。废水水质指标如下:COD12 000~16 000 mg/L,NH3-N浓度100~170 mg/L,TP2~5 mg/L,石油类160~280 mg/L,pH值6.1~6.7。
实验用接种污泥取自河南某淀粉厂上流式厌氧污泥床(UASB)反应器内的厌氧颗粒污泥,污泥呈黑色球状或椭球状,沉降性能良好,接种污泥体积为反应器有效容积的1/2。
实验所用微生物增效剂购置于河南君和环保科技有限公司,型号0135A,主要成分为复合微量元素、维生素、氨基酸等,pH值近中性。实验过程中采用30%NaOH溶液调节和稳定反应装置的pH值。
1.3 实验方法
实验采用的2套UASB厌氧试验装置,1#为空白对照组,不投加微生物增效剂;2#为厌氧增效剂实验组,试验过程中按使用说明补充微生物增效剂。实验过程中通过NaOH溶液和pH传感器将pH值自动控制在7.2以上,采用恒温水浴维持厌氧反应器内的温度为(36±0.5)℃。本实验污泥驯化分为两个阶段,各阶段的运行工艺参数如表1所示。
1.4 水质测定指标及方法
实验过程中,对两组UASB反应器的进出水COD、pH值、VFA浓度等指标进行监测,水质项目测定指标及测定方法如表2所示。
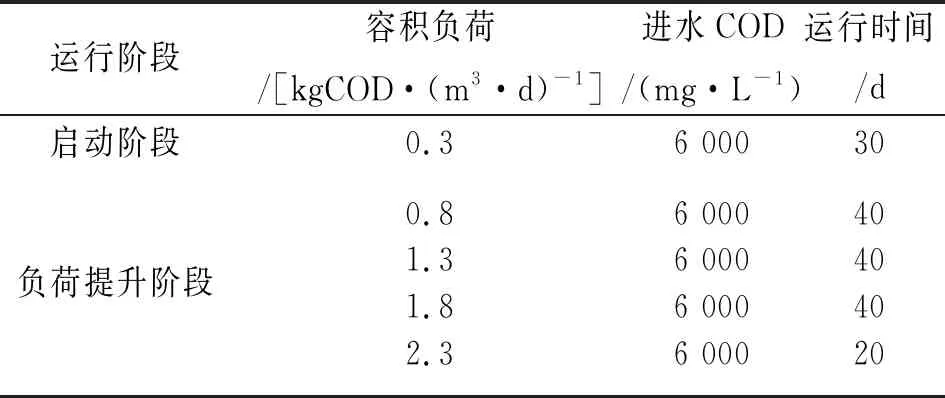
表1 厌氧装置负荷提升表
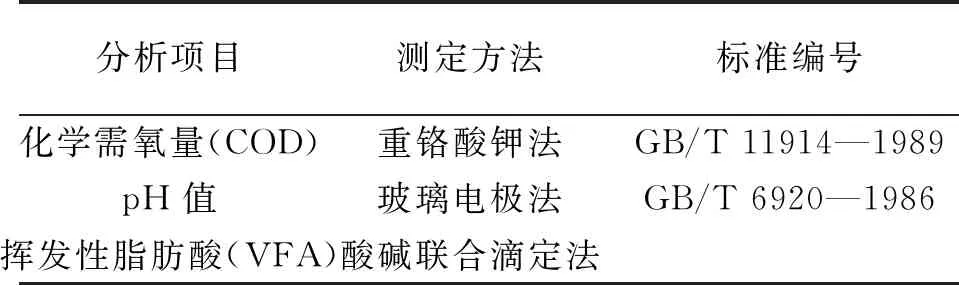
表2 分析项目及测定方法
2 结果与讨论
2.1 启动阶段厌氧反应器的运行效能
第一阶段运行30天,该阶段UASB反应器的COD去除率变化见图2。反应器进水COD为6 000 mg/L,容积负荷为0.3 kg COD/(m3·d),1#装置(空白对照组)在第一阶段出水COD呈大幅度波动状态,COD去除率最高达到38%,平均COD去除率约30%。2#反应器(增效剂实验组)出水浓度相对于1#反应器波动较小,运行7天后出水COD去除率保持上升趋势,最终厌氧出水COD约2 700 mg/L,COD去除率最高可达到58%左右。在启动阶段,对比两组实验可以看出,添加增效剂之后厌氧平均出水COD相对于空白实验组降低了1 200 mg/L左右,COD去除率提高了20%左右。
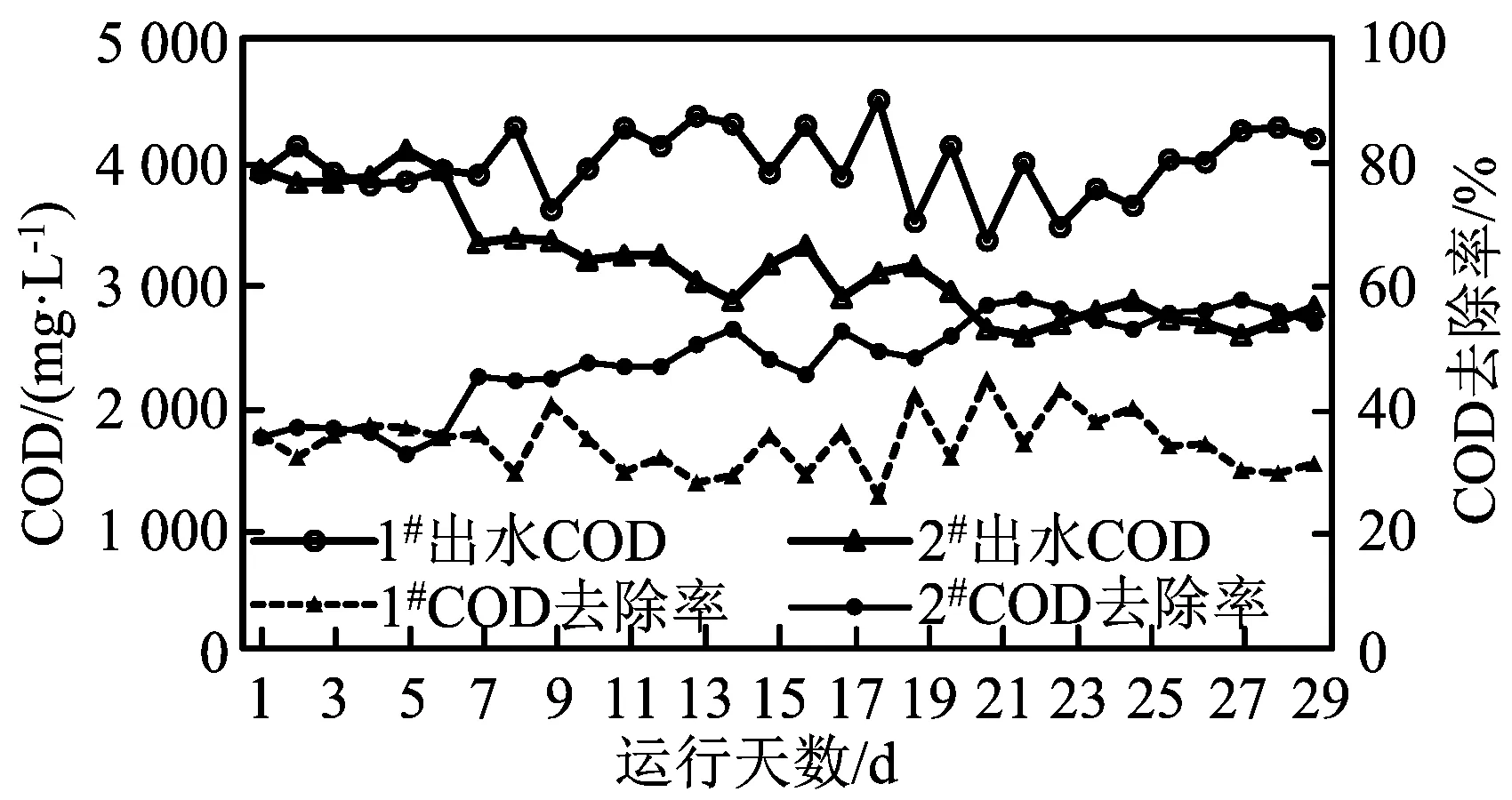
图2 启动阶段COD变化
2.2 负荷提升阶段厌氧反应器的运行效能
第二阶段厌氧反应器的容积负荷首先增加至0.8 kg COD/(m3·d),运行效果如图3(31~70 d)所示。负荷提升初始阶段,1#反应器出水水质呈现大幅度波动,出水水质不稳定,COD去除率20%~30%;2#反应装置在容积负荷增加至0.8 kg COD/(m3·d)时,反应器的COD去除率先缓慢下降后上升,运行8天COD去除率呈上升趋势,运行16天去除率达到52%,之后去除率较稳定。
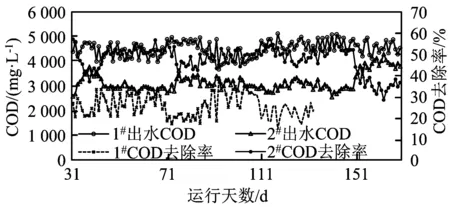
图3 负荷提升阶段COD变化
反应器的负荷增至1.3 kgCOD/(m3·d)时,反应器的运行效能如图3(71~110 d)所示。1#反应装置COD的去除率在20%~35%波动,处于较低水平;2#反应装置COD的去除率先降低,后在45%~50%波动,最终稳定在50%左右。反应器的负荷继续增至1.8 kg COD/(m3·d),如图3(111~150 d)所示。1#反应装置(空白对照组)一直处于波动状态,2#反应装置(增效剂实验组)运行更加稳定,最终去除率可达51%。另外,此阶段由于负荷的提升,增效剂实验组反应器出水COD较稳定,运行效能较好,可能由于反应器在此阶段已经运行两个多月,厌氧污泥微生物已经适应废水水质,活性较好。
负荷最终提升至2.3 kg COD/(m3·d),此阶段两反应器运行效果如图3(151~170 d)所示。反应器运行20天且运行效果较差,1#空白对照组的COD波动很大,运行效果不稳定,2#增效剂实验组的运行效果与1#空白组相比效果较好,COD的去除率在40%左右。
2.3 稳定运行阶段厌氧反应器的运行效能
由于两组反应装置在2.3 kgCOD/(m3·d)负荷下运行效果较差,为了验证厌氧技术应用于PO/METB生产废水的可行性,决定将反应器的容积负荷降至2 kg COD/(m3·d),并探究其反应器的运行效能。结果表明,两组反应器在此负荷下运行稳定,其运行效能如图4所示。
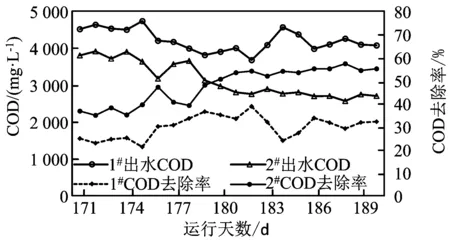
图4 稳定运行阶段COD变化
稳定运行阶段(20天),1#空白对照组的COD去除率在30%左右,2#增效剂实验组的COD去除率稳定在55%左右。
2.4 投加增效剂前后pH值和VFA浓度变化
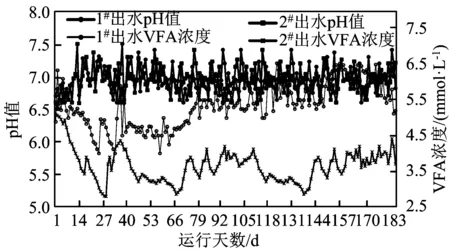
图5 添加增效剂与空白实验厌氧进出水pH值及VFA浓度随时间变化图
增效剂实验组与空白对照组反应器的出水pH值及VFA浓度随时间变化情况如图5所示。厌氧反应器进水pH值稳定在6.5左右,由图5可以看出,空白对照组与增效剂实验组厌氧出水pH稳定在6.5~7.5,说明厌氧处理运行比较稳定正常。1#空白对照组的厌氧平均出水VFA浓度为5.31 mmol/L,2#增效剂实验组厌氧平均出水VFA浓度为3.64 mmol/L。厌氧微生物对系统的酸碱度要求较为严格,一般认为厌氧微生物适合在弱酸碱性的环境下生存,过酸性或过碱性的环境均会直接导致厌氧微生物的死亡。因此,在厌氧过程中VFA含量和pH值是厌氧反应器稳定运行的重要参数[4]。VFA含量过高时,会抑制产甲烷菌活性,影响厌氧反应的正常进行,投加增效剂可保证在提高容积负荷条件下,控制挥发酸浓度,提高厌氧效能[5]。
研究表明,在进水水质不变的情况下,VFA的残留与COD的效率有关,COD去除率逐渐上升,VFA的含量会逐渐下降。本实验中每一次负荷的升高伴随着反应器内VFA的升高,1#空白对照组的出水VFA浓度波动较大,出水VFA浓度普遍高于2#增效剂实验组。可以推断出添加增效剂后对这三个阶段都产生了促进作用,提高甲烷菌的活性,同时还可能改变了甲烷菌的种属,从而促进有机物的分解,使COD相比于空白实验有所降低[6]。
3 结论
本实验验证了厌氧技术在PO/MTBE生产废水处理中的可行性,并进一步探讨了微生物增效剂对厌氧生化处理PO/MTBE的促进作用。在本实验中,对于未投加增效剂的对照组,COD去除率为30%左右,出水平均VFA浓度为5.31 mmol/L;投加增效剂的实验组COD去除率为55%左右,出水平均VFA浓度为3.64 mmol/L。相较于对照组,投加增效剂的实验组COD去除率提高了25%,出水VFA浓度降低了1.67 mmol/L。
具体结论如下:①稳定运行的厌氧反应装置的负荷可达2 kgCOD/(m3·d)。在空白对照组中,厌氧反应器出水COD去除率在30%左右,验证了用厌氧技术处理PO/MTBE生产废水的可行性。在增效剂实验组中,稳定运行的厌氧反应器出水COD降低,COD去除率在55%左右,添加增效剂之后厌氧反应出水COD去除率提高了25%左右。本实验进一步验证了微生物增效剂对厌氧技术处理PO/MTBE生产废水的促进作用。
②增效剂实验组与空白对照组厌氧出水pH值稳定在6.5~7.5,说明厌氧处理运行比较稳定正常。在空白对照组中,厌氧平均出水VFA浓度在5.31 mmol/L左右。在增效剂实验组中,厌氧平均出水VFA浓度在3.64 mmol/L左右,相对于空白组降低了1.67 mmol/L。根据厌氧发酵三阶段理论,当系统正常运行的情况下,厌氧菌会将系统中的有机物降解为小分子的有机酸,最终产生甲烷等物质。增效剂对厌氧过程产生了促进作用,促进了有机物的分解,使COD相比于空白实验有所降低。
猜你喜欢
新农业(2022年21期)2022-11-18
中日友好医院学报(2022年4期)2022-10-15
节能与环保(2022年4期)2022-06-02
中国饲料(2022年5期)2022-04-26
浙江大学学报(农业与生命科学版)(2021年6期)2022-01-08
肥料与健康(2021年4期)2021-11-02
今日农业(2020年16期)2020-09-25
看世界·学术下半月(2020年7期)2020-09-10
天津农林科技(2020年3期)2020-08-13
中国医学创新(2017年22期)2017-11-15
