
船舶小组立复杂结构智能焊接装备应用方案
2021-05-10 07:04:52陆燕辉
造船技术 2021年2期
陆燕辉, 刘 华
(南通中远海运川崎船舶工程有限公司,江苏 南通 226005)
0 引 言
近年来,随着我国劳动力成本的逐渐提升,以廉价劳动力为支撑的“中国制造”经济模式难以为继。焊接作为造船过程中一个非常重要的环节,产品质量非常关键。在焊接过程中,由于烟尘、弧光、金属飞溅的存在,工作环境非常恶劣。在船舶分段焊接方面,我国船舶企业基本以机械化、半自动化为主,日韩船舶企业则已基本实现数字化、智能化。在分段的小组立过程中,日韩船舶企业已基本实现机器人焊接生产,我国除几家骨干船厂实现简单部件的机器人焊接外,大部分还处于离散半自动作业。国内骨干船舶企业焊接自动化率最高仅约20%,日韩先进船舶企业则可达到68%。我国船舶企业在推行焊接智能化方面仍需要对标找差、补齐短板[1]。
开展小组立智能焊接装备研究能够为复杂结构的自动焊接提供有效的技术支持,也是船舶企业提升焊接自动化率、实现智能制造的先决条件。目前,国内骨干船舶企业正逐步开展智能化焊接装备升级改造,虽然引进了国外先进制造装备,但仍存在较多问题:(1)国内船舶企业没有成熟的工艺积累,工艺库、动作库被国外船舶企业技术垄断;(2)引进装备对船厂开放性小、使用范围受限;(3)引进装备采购与维护成本较大[2];等等。
1 方案实施路径介绍
重点研究小组立复杂结构的机器人焊接技术,实现补板全周焊接、全周圆弧焊接、倾斜角度焊接、小空间端部包角焊接、双层多道大焊脚焊接等复杂工艺的智能焊接,填补小组立复杂分段自动化焊接的空白,完善船体分段智能化焊接体系,提升船舶小组立结构件自动化焊接比例和焊接效率。
基于图1所示方案实施路径,可打造具备较高自适应程度的船舶小组立焊接流水线,广泛适配小组立焊接的柔性生产,实现从小型简单工件至大型复杂工件的全自动焊接,消除车间场地和传统分道焊接对生产效率提升的限制。
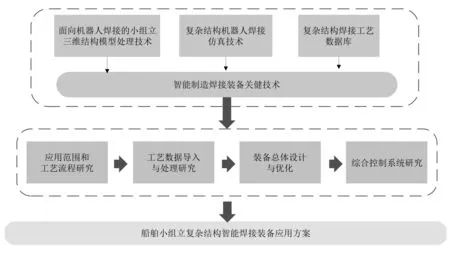
图1 小组立复杂结构智能焊接装备应用方案实施路径
2 智能制造焊接装备关键技术
2.1 面向机器人焊接的小组立三维结构模型处理技术
针对船舶小组立复杂结构焊缝的特点,对其所需要的模型信息与工艺信息进行梳理,开展基于统一三维工艺模型数据规范的复杂焊缝信息提取,为模型的后处理建立统一规范的数据源。然后,开展面向机器人焊接的复杂焊缝焊接数据特征分析,建立复杂焊缝特征的表达方法并对其进行参数化描述。其次,基于参数化的复杂焊缝特征表达方法,研究三维工艺模型的分类与可视化技术,形成一套针对小组立复杂焊缝工艺模型分类可视化的技术体系。最后,在焊缝模型可视化的基础上,开展规则驱动的三维工艺模型数据交互及优化处理,对焊接工艺进行优化并构建不同分类的焊接工艺视图。通过上述要点的研究,开发小组立三维结构模型处理软件,对复杂焊缝的焊接坐标进行生成与转换,形成面向机器人焊接的工艺文件,为复杂焊接作业路径规划与仿真提供数据输入。
2.2 复杂结构机器人焊接仿真技术
根据复杂结构机器人焊接工艺的特点,对路径规划及仿真方案展开研究,通过对路径规划的关键影响因素进行分析,构建路径规划模型。开展基于三维模型的离线编程路径规划技术的研究、复杂结构机器人焊接路径仿真技术研究、复杂结构机器人焊接优化决策研究等,突破路径规划数学模型构建技术,仿真优化决策技术,解决作业路径规划的难点问题。最后,面向小组立复杂结构焊接离线编程与仿真的需求,开发复杂结构焊接规划与仿真平台并进行软件的应用与验证[3]。
2.3 复杂结构焊接工艺数据库
以小组立复杂结构焊接工艺为对象,开展构建焊接工艺数据库框架技术、机器人焊接基础工艺数据库、典型特征焊缝工艺数据库等内容研究,构建复杂结构焊接工艺数据库,并展开试验验证[4]。具体实施过程如下:
(1)根据焊接工艺规程、接头形式、焊接方法、焊接参数和备注等主要信息元素,按照标准规划数据库的表结构、索引、主键等元素,形成工艺数据库框架的构建方案。从数据关联、调用效率、参数定制化、架构扩展等角度优化构建方案,最终形成焊接工艺数据库框架。
(2)针对船板的焊接工艺操作规程提取共性的基础参数和方法,构建机器人基础焊接工艺数据库,并在此基础上针对补板全周焊接、全周圆弧焊接、倾斜角度焊接等复杂结构焊接的生产需要,提取其焊缝工艺的典型特征和相关参数,形成以复杂结构焊接工艺为代表的典型特征焊缝工艺数据库。
(3)基于船舶中小组立焊接工艺数据库的框架、机器人焊接基础焊接工艺、典型特征焊缝工艺的研究,构建复杂结构焊接工艺数据库。
3 智能制造焊接装备应用方案
3.1 应用范围和工艺流程
3.1.1 应用范围
在方案中,装备的主要加工对象是较大尺寸部材和复杂部件,可实现圆周焊接、补板焊接、倾角焊接等多种高难度焊接工艺,比常规人工生产焊接效率提升50%以上。
针对现有小组立焊接机器人生产线具备的双层底结构的平角焊、立角焊、包角焊功能,方案装备应用范围主要为21.0 m×12.0 m×1.5 m(长×宽×高)以内的小组立工件。其典型类型如图2所示。
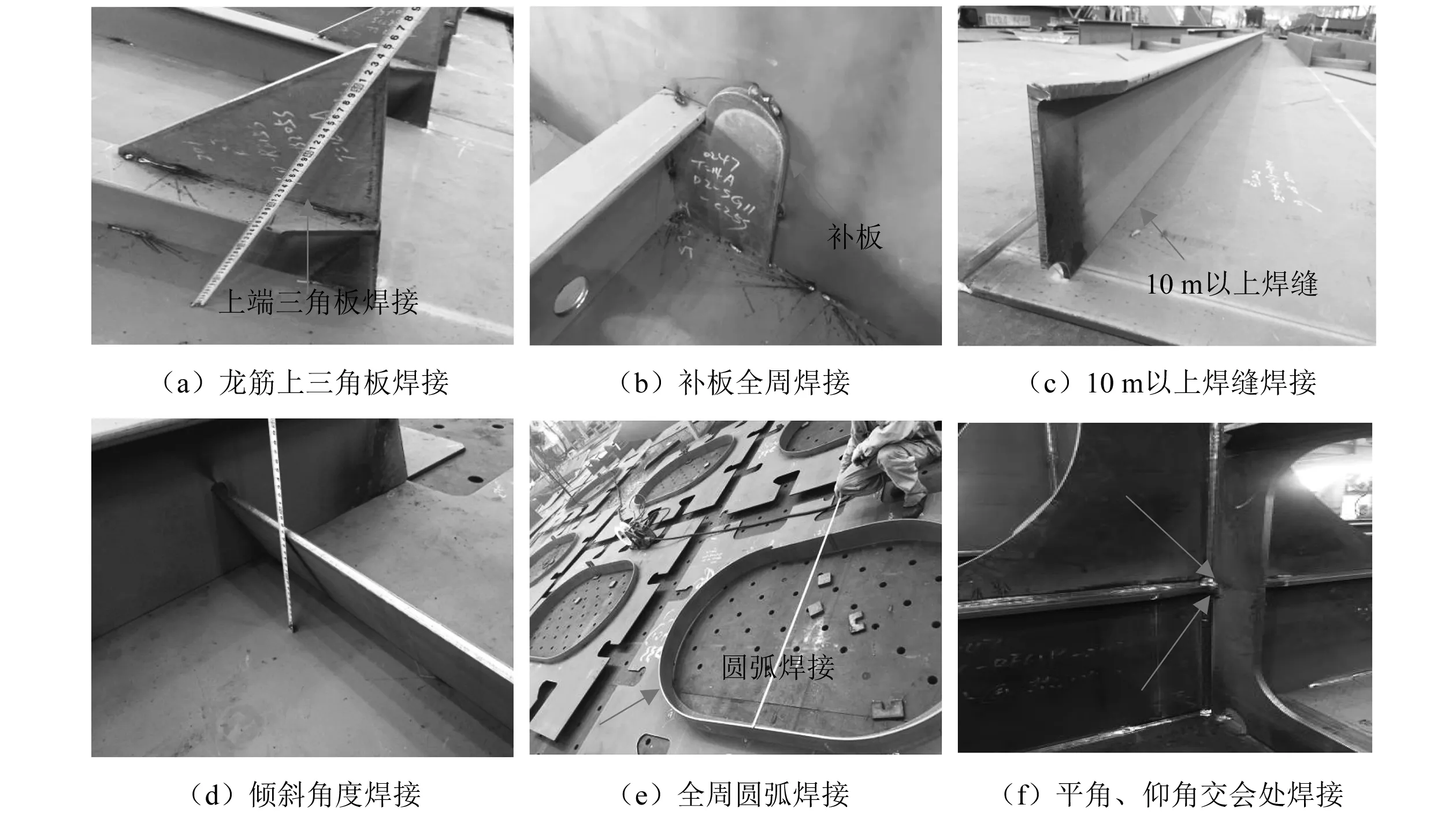
图2 典型焊接类型
3.1.2 工艺流程
装备处于数控切割和自由边打磨之后、针对较大尺寸部材和复杂部件进行的机器人焊接工作。具体工艺流程为:配材、定位焊→机器人焊接→手工修补→搬出。
(1)配材、定位焊。该工序从数控切割和自由边打磨获得工件后,按照加工要领配置组合相关零件,对主板上的辅助件进行定位焊。
(2)机器人焊接。将完成定位焊的工件吊运至机器人定盘上,机器人进行自动焊接。
(3)手工修补。针对机器人无法完成的焊接区域,进行手工修补。
(4)搬出。将完成修补的工件吊运出定盘,并根据需要循环焊接或运送到下一工序。
3.2 焊接数据处理
3.2.1 建立焊接工艺数据库
建立焊接工艺数据库以便于分段制造装备的关键工艺参数动态辨识。
(1)典型焊接工艺参数数据库建立
根据工艺模型特征的类型、参数类别、工艺影响因素及表达的方法,开展基于特征表达的规则库构建技术研究,通过对每种特征的编码及特征参数在表述弧线焊缝特点的作用程度进行分析,梳理三维工艺模型与特征之间的逻辑关系及影响权重,如补板大小、连接板类型、过焊孔大小、焊接方向等在表述工艺模型时的作用等。对特征参数、模型几何信息、工艺模型表述方法等方面的数据进行分析,形成一套基于特征表达的规则库构建技术体系。
分别针对包角等典型位置开展机器人摆动参数、姿态参数的优化试验研究,重点进行摆幅、停留时间、姿态倾角等关系进行工艺交叉试验研究,获得工艺参数与质量(特别是成形质量)的关系,并建立相关数据库,如图3所示。
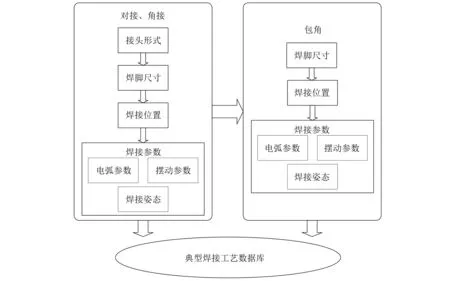
图3 典型焊接工艺数据库
(2)典型部材仿真模拟加工
焊接机器人在生产过程中可能出现设备干涉、运动装置无法到达预设位置、生产节拍不符合生产要求等问题,通过在仿真软件中按照机器人实际的运动参数建立模型及布局,确保仿真场景中的设备与现场设备的一致性。通过在仿真场景中重现机器人的作业路径,对整体作业进行仿真优化,确保机器人按预设的作业路径运行[5]。
通过系统建模,实现弧线焊缝机器人动作的仿真模拟,并在此基础上不断优化。①从无规则摆放的多个工件中自动选择最高效的焊接顺序。船舶工件同规格的占比很小,在批量制作不同规格的工件时,需要通过智能模拟的方式,结合现场生产的实际情况,排列出最优的焊接顺序。②优化单个大工件焊缝焊接顺序,减少焊接变形和应力。焊缝的常规焊接方式会产生较大的焊接变形。通过对焊接变形的模拟计算,结合焊接经验,形成一套专用的焊接顺序准则,减少焊接变形。③自动平衡多台机器人的焊接加工量。均衡化生产是提升机器人运转率的有效方式。机器人在获取工件信息后,能自动计算出焊接时间,从而平衡机器人相互间的焊接物量。
3.2.2 工艺数据导入与处理
通过工艺处理软件实现设计模型的导入与处理,如图4所示。其处理步骤包括:①将设计系统中的三维生产设计模型转化为图形数据文件和供计算机辅助制造(Computer Aided Manufacturing, CAM)软件使用的焊缝信息(XML数据格式),支持焊角修正、长度修正、工件坐标原点指定等功能;②在CAM软件中对焊缝进行处理,焊接姿态划分、干涉检测、焊缝分割,并进行焊接条件和动作的匹配;③在设备控制软件中对焊接数据进行处理,根据动作库+工艺库生成机器人程序,并根据仿真结果生成设备需要的全部焊接数据。
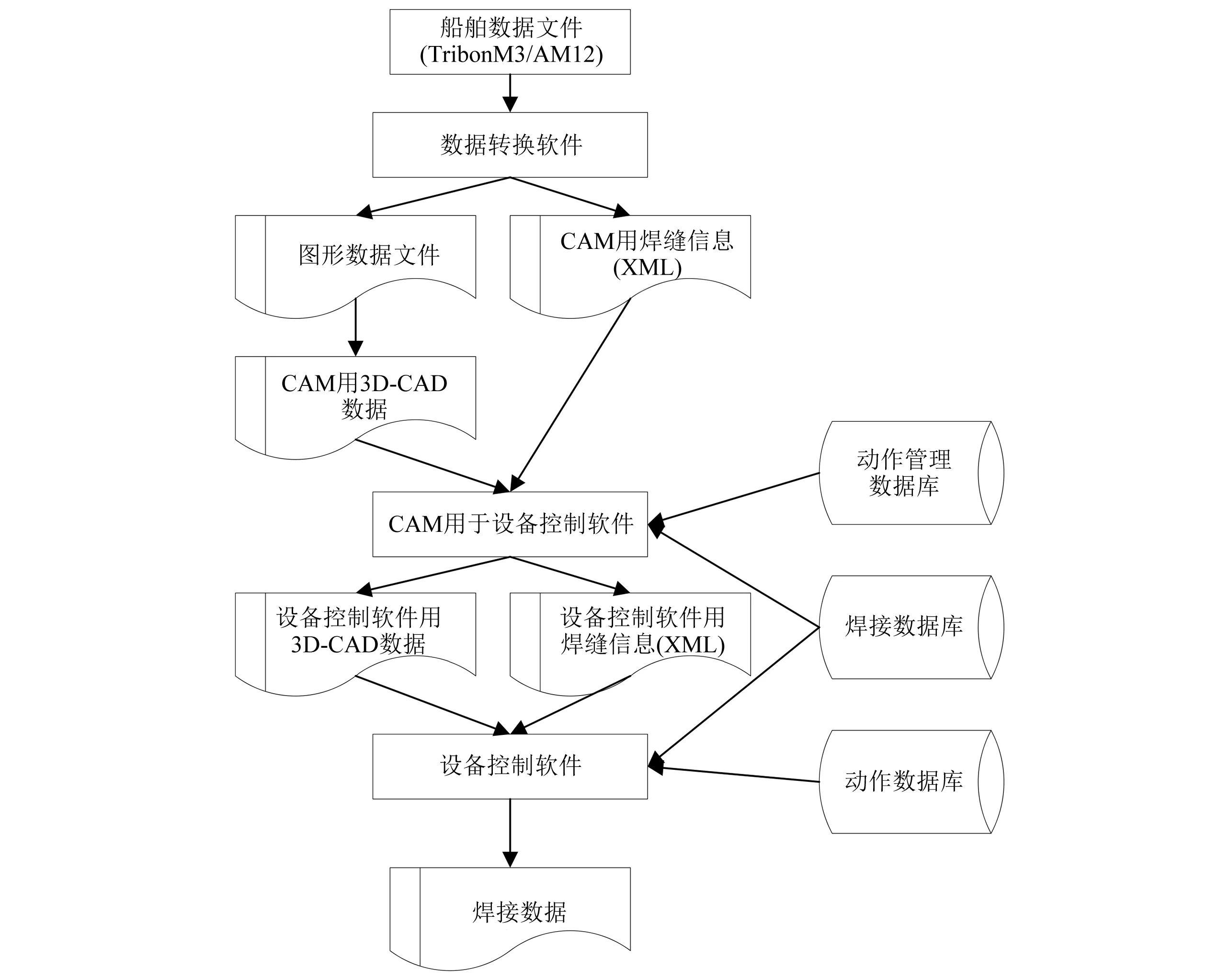
注:CAD为计算机辅助设计
3.3 装备总体设计与优化
以小组立智能焊接装备关键功能与技术体系为基础,开展装备总体设计,包括主体结构设计、辅助装置设计与空间布局设计等,形成总体设计方案。
应用数字映射技术将总体设计方案进行模拟运行验证,包括小组立智能焊接装备的机械运行状态、作业节拍设置、工艺执行情况、装备运行环境等,综合验证设计方案的合理性,发现存在的不足之处,并优化设计方案。
该装备由多台机器人组成,具备如下2种运行模式:
(1)节拍式独立运转模式。机器人互相独立,在综合考虑装配、修补因素的基础上,以固定的节奏流动式生产。此生产方式将机器人生产线各道工序均衡化。
(2)联机运行模式。在制作超大尺寸工件时,将开启联机运行模式,多台机器人可同时对1个工件联机焊接(需要综合考虑机器人之间互相避让、配合)。联机运行模式能大幅降低单个工件的加工周期。
整个设备硬件机构由机器人、焊机、龙门装置等组成:
(1)机器人。由多台6轴多关节型焊接机器人组成,配备对应控制柜和接触传感中继箱。该型机器人支持外部扩展轴,内部安装有防撞传感器,以保证机器人在发生意外碰撞时能够使机器人及时停止工作,避免不必要的损失,保证操作人员的安全。
(2)焊机。由焊机、送丝机、焊枪等设备组成,实现小组立工件的自动焊接。
(3)龙门装置。在导轨组件上安装多套龙门装置,每套龙门装置安装1套行走机构、1套横行机构、1套旋转机构和2套升降机构。2台机器人吊顶式安装于升降机构上。
3.4 综合控制系统
结合小组立智能焊接装备的运行控制和信息管理等系统功能需求,整合小组立智能焊接各相关功能软件,开展电气设计、控制逻辑编程和控制界面设计等工作,开发小组立智能焊接装备综合控制系统,实现装备软、硬件的集中控制。
(1)电气控制系统。整个电气控制系统由电气控制系统、显示系统、操作盒、现场工控机、机器人控制箱、报警系统等组成。
(2)视觉系统。以焊接机器人为载体,选取工业相机及相匹配的镜头通过 PC 端的有效控制来对焊接路径图像进行拍摄,从而提取焊接路径的有效信息。为了得到完整的工件焊接路径,且焊前不会对图像的摄取产生影响,视觉传感器的朝向与焊枪的朝向须始终保持一致。
(3)复杂环境感知与识别。利用控制系统自动识别待加工分段,并在复杂环境中实施分段焊接。①分段识别:将工件信息与焊接数据相比较,匹配对应后识别出该分段;②空间位置定位:利用工件上2个原点位置,通过视觉系统确认工件的空间定位;③焊缝信息获取:综合①、②两点的功能,在工件进入机器人焊接空间后,感知焊缝位置,匹配焊接数据。
(4)焊接可视化加工系统。①焊接状态的远程监控与诊断。多个角度设置机器人监控系统,在控制端能观察机器人的实时状态,并依据需求做出调整。②机器人运转率、燃弧率、焊接速度、电流、电压等信息的实时采集。
4 结 语
大尺寸船体复杂工件自动焊接是推进船厂自动化焊接布局的重要一环,从焊接参数研究、焊接数据处理、装备总体设计等方面阐述船舶小组立复杂结构智能焊接的应用方案,突破圆周焊接、补板焊接、倾角焊接等多种高难度焊接工艺技术。利用该方案构建的智能焊接装备已在南通中远海运川崎船舶工程有限公司应用并取得初步成果。该装备实现小组立复杂结构的自动焊接,有效填补原有机器人焊接装备的短板,比常规人工生产焊接效率提升约50%,并且与原有机器人焊接装备一起形成规模效应,显著提高船体加工机器人的焊接物量占比。实践证明,该方案在船厂拥有良好的应用前景。
猜你喜欢
小哥白尼(军事科学)(2022年8期)2022-09-20 06:10:56
环球时报(2022-05-26)2022-05-26 17:22:31
建材发展导向(2021年6期)2021-06-09 05:57:08
小哥白尼(趣味科学)(2020年6期)2020-05-22 06:43:14
金属加工(热加工)(2020年12期)2020-02-06 05:59:00
制造技术与机床(2019年7期)2019-07-22 03:42:06
现代机械(2018年1期)2018-04-17 07:29:48
制造业自动化(2017年2期)2017-03-20 14:26:13
焊接(2015年9期)2015-07-18 11:03:52
设备管理与维修(2015年12期)2015-04-09 06:57:24
