
U76CrRe钢轨气压焊焊接性能简述
2021-05-10 05:38:14盛敏超杨智陈培禄中国铁路呼和浩特局集团有限公司呼和浩特工务机械段
环球市场 2021年12期
盛敏超 杨智 陈培禄 中国铁路呼和浩特局集团有限公司呼和浩特工务机械段
一、气压焊接试验
(一)试验材料以及焊接外部环境
选用包钢生产的60kg/mU76CrRe 钢轨,进行同类型钢轨焊接。焊接前将出厂的标准轨按照长度要求900mm 锯成试验钢轨,对待焊端150mm 范围内用钢丝球打磨干净,要求表面无油污杂质等;用钢轨端磨机对待焊面进行端磨处理,处理后钢轨端面垂直度小于等于0.2mm;最后使用钢挫对待焊面进行锉面处理,要求整个待焊面无亮面光斑。
焊接接地点海拔1040 米,焊接时外部环境湿度15%~35%,焊接时风力1~3 级,焊接时环境温度7℃~15℃之间。
(二)试验方法
使用气压焊轨车对包钢生产的60kg/mU76CrRe 钢轨进行焊接、焊后冷、正火、正火后风冷作业,将焊接完成的钢轨接头进行探伤、落锤试验、静弯、疲劳、冲击、硬度等试验获得多组数据,后进行对比参考,以获得合适的气压焊对于U76CrRe 钢轨的工艺参数,对日后的焊接工艺参数制定提供参考依据。
(三)焊接过程
1.焊接参数初步调试
将处理好的钢轨放置水平位置,利用气压焊轨车进行焊接作业,焊前对焊接机加热器火孔进行排渣疏通,加热器由0.5mm~0.8mm 位置不均匀的出火孔组成,使用精密麻花钻对所有火孔进清洁,保证每个火孔出火匀畅,无不出火、跳火、脱火等现象。使用四氯化碳试剂对待焊面清洗,所有工序完成后方可焊接。
本次焊接试验,先根据焊接火焰以及外部环境状态调试焊接试验组共计五组,对轨角进行打磨后进行落锤试验。
针对落锤结果可以看出,焊接参数调试结果较为理想,落锤均通过,但断面结构偶有亮面,断口质量不佳等。分析结果如下:其一,对于钢轨焊前打磨处理要将锈迹除净,避免焊接时火花飞溅以及推瘤时将夹杂物带入形成伤害;其二,在焊前对火孔,尤其对轨角处、三角区处加热火孔进行疏通,使其热量充足,对于热量过剩的火孔,进行铆调,使得所有加热器火孔出火均匀;其三,因外部环境影响,如焊接作业过程中有风,应让作业人员取挡风篷布遮挡,避免存在偏烧现象。在总结分析后焊接落锤钢轨十五组,均通过落锤检验,断口良好,未发现明显缺陷,可以初步认为该参数稳定,可以进行型式检验。
2. U76CrRe 钢轨型式检验
分析讨论得出焊接各阶段参数数据,焊接静弯、冲击、硬度试验钢轨二十二组。
3.型式检验结果分析
将型式检验钢轨分别进行冲击试验、焊接接头拉伸试验、焊接接头轨顶面硬度测试、焊接接头纵断面硬度测试得出以下结果:(见表1)
分析表中结果可以看出,在经过多组调试结果后,使用该组参数的移动气压焊轨车所焊接的U76CrRe 钢轨在焊接接头拉伸试验、接头冲击试验、焊接接头轨顶面硬度测试均符合国标要求。
二、确定移动气压焊轨车对于U76CrRe钢轨焊接工艺
为了更好的指导现场工作,对于移动气压焊轨车焊接U76CrRe 钢轨,将焊接工艺明确如下:
(1)焊接乙炔流量92/SLM,氧气流量89/SLM,焊接乙炔气纯度要求大于98%,焊接用气氧气纯度大于等于99.5%,加热时间320 秒,流量降后时间260 秒,降后乙炔流量86/SLM,氧气流量83/SLM,顶端量32mm,顶端压力20MPa;(2)焊后风冷阶段参数设置如下:焊后冷时间200 秒,焊冷初幅30mm,焊冷末幅30mm,焊冷初速度100,焊冷末速度100,冷却风压0.3~0.5MPa;(3)正火阶段参数设置如下:乙炔流量74/SLM,氧气流量68/SLM,加热时间180 秒,摆火压力3MPa,摆动速度100,正火初幅5mm,正火末幅25mm,正火初速度100,正火末速度100;(4)正火后冷却参数设置如下:正火风冷时间200 秒,冷却初幅30mm,冷却末幅30mm,冷却速度100,冷却末速度100,冷却压力0.3~0.5MPa。
三、总结与展望
移动气压焊轨车针对U76CrRe 钢轨的焊接试验,型式检验合格,初步证明了移动气压焊可以实现对于U76CrRe 钢轨的焊接,并且焊接效果较佳,为以后U76CrRe 钢轨在线路上试铺以及投入使用打下了坚实的基础。本文在于总结本次试验结果以及对于结果进行分析,可为日后各集团公司以及下属单位在焊接U76CrRe 钢轨提供借鉴和参考。
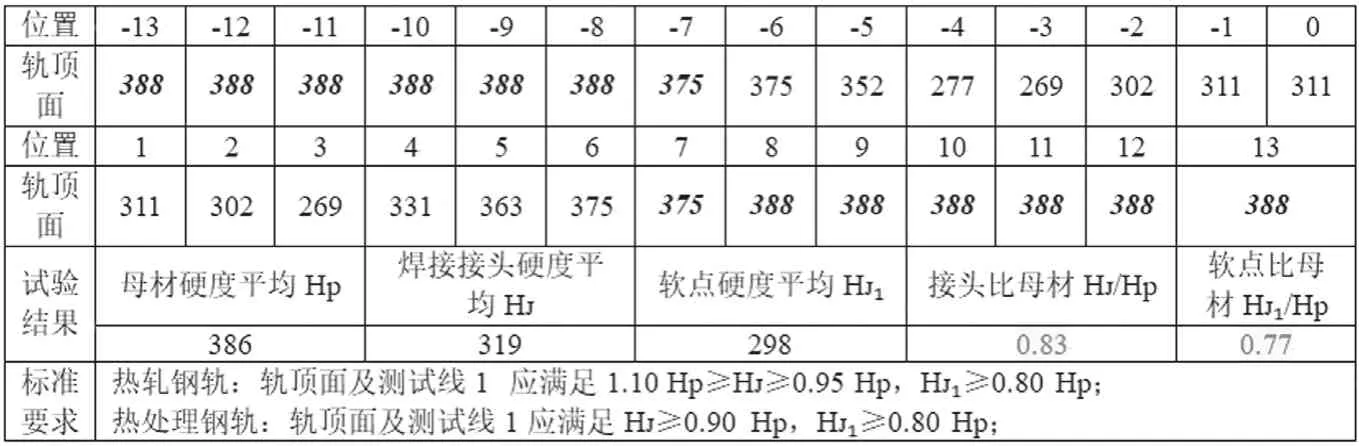
表1 焊接接头轨顶面硬度测量结果/HB
猜你喜欢
幼儿画刊(2021年5期)2021-12-02 04:24:04
原子与分子物理学报(2020年5期)2020-03-17 06:59:54
金属加工(热加工)(2020年2期)2020-02-23 11:47:28
模具制造(2019年4期)2019-06-24 03:36:46
制造技术与机床(2017年8期)2017-11-27 02:10:22
中国公路(2017年17期)2017-11-09 02:25:37
中国铁道科学(2015年5期)2015-06-21 06:53:20
中国铁道科学(2015年4期)2015-06-21 06:46:04
浙江大学学报(工学版)(2015年7期)2015-03-01 01:18:55
中国铁道科学(2014年6期)2014-06-21 06:35:22
