厄瓜多尔索普拉多拉水电站尾水肘管安装工艺
2021-05-10 07:21汪应海
四川水利 2021年2期
汪应海
(中国葛洲坝集团第二工程有限公司,成都,610091)
1 概述
厄瓜多尔保特-索普拉多拉水电站是整个保特河利用水力发电工程的一部分,在保特-马萨水电站和保特-莫里诺水电站的下游,位于阿苏艾省和加纳省的东界。电站由三台混流式发电机组成,发电水头为375.6m,每台额定功率162.6MW,总额定功率为487.8MW。
本项目尾水肘管采用Q235-B材质钢板,板厚16mm~20mm,分段到货。尾水肘管是水轮发电机组的重要埋件,其法兰面与机组纵轴线的垂直度是尾水锥管及座环安装定位的重要参考依据。因此,采取合理可靠的肘管安装工艺显得尤为重要。
2 技术特点
尾水肘管是水流经水轮机的出口通道。本项目尾水肘管主要形式及其大件运输重量及尺寸参数如图1、表1。

图1 尾水管单线

表1 单台机组尾水肘管大件运输重量及尺寸
3 安装作业准备和条件要求
3.1 现场条件准备
检查尾水管一期混凝土(固定锚钩的埋板)、二期混凝土(埋件、管道平整)的锚钩位置,保证交通道路畅通,吊装区域应填平压实,满足尾水管施工要求。
3.2 焊接材料要求
现场焊接一般采用手工电弧焊。母材牌号为Q235-B(ASTW A36)或相当材料,焊条选用E4303,GB/T5117(E6013)。焊接材料的使用应符合规定。
3.3 起吊设备要求
安装起吊的最大最重件为肘管第12节,尺寸为5090mm(长)×3650mm(宽)×2460mm(高),重量约为5.2t。根据现场作业条件选择合适的起吊设备。
4 肘管厂内组装作业程序
4.1 肘管组拼
肘管第12节、11节分两瓣到货,在机电设备仓库组装,用厂家提供的焊缝调整工具调整错牙及间隙,调整合格后焊接固定。在肘管内部用钢管作为内部支撑,纵缝可以采用分段对称的焊接方法焊接,焊接完成后按图复测尺寸。用动力工具修磨焊缝,按要求进行100%渗透检测及20%超声波检测,补刷涂油漆。
4.2 节间纵缝焊接准备工作
焊接前必须将焊缝两侧100mm范围内影响焊接质量的异物清除干净。焊接采用手工电弧焊,焊条采用GB ER5015,放置在保温桶内随用随取。
焊条的焊接工艺参数如表2所示。

表2 焊接工艺参数
4.3 肘管第12节、11节拼装组纵缝的焊接
肘管第12节、11节现场组对点固,并经检验合格后焊接。纵向焊缝焊接由两名焊工同时对称施焊,先焊大坡口。
应采取分段退步焊法,各层、道的接头应相互错开30mm~50mm。每层焊缝厚度为4mm~5mm,打底层采取φ3.2焊条,其余φ4.0焊条。为保证外缝成型美观,盖面层可一次完成。
各管节进口侧管口纵缝预留300mm不焊,方便与上一管节的环缝调整。
4.4 焊缝检验
所有焊缝进行外观检查。
探伤检查:PT按ASME Ⅷ APP-8执行;UT按ASME Ⅷ APP-12执行。进行探伤的焊缝表面的不平整度应不影响探伤评定。检验完成后应及时提供检验结果,报送审批。肘管中所有过流面焊缝为二级,其余焊缝为三级。
4.5 缺陷处理和焊补
(1)焊缝内部或表面发现有裂纹时,应分析、找出原因、制订措施后焊补。
(2)焊缝内部缺陷应用碳弧气刨或砂轮清除。若缺陷为裂纹,则应用UT探伤,确认裂纹已消除后,方可焊补。
(3)返修后的焊缝,做UT复查,同一部位返修次数不宜超过2次。
(4)管壁表面凹坑深度大于板厚10%或超过2mm的,焊补前将凹坑修磨成便于焊接的凹槽,再行焊补,焊补后应磨平并检查有无微裂纹。
(5)在母材上严禁有电弧擦伤,如有擦伤应用砂轮将擦伤处打磨处理。
5 油漆作业
5.1 涂漆前零部件表面状态
涂漆零部件金属表面应平整。
5.2 表面清理
对不能喷砂清理的表面可采用动力工具清除金属表面异物。清洁度应在不放大的情况下进行观察时,表面应具有金属光泽。
5.3 涂漆方法
按涂漆工艺参数配制油漆,搅拌均匀。金属表面预处理后应在8h内涂第一层底漆。油漆应涂刷均匀,不得有漏涂现象,不得有流挂。在上一层漆膜干透后才能进行下层涂漆。
5.4 质量检查
(1)涂装前零部件表面应平滑,无毛刺、尖角、焊豆、凸瘤、砂孔;无油污、水迹;无氧化物、铁锈、泥灰。
(2)每层漆膜应完全干燥成膜后才允许涂下层漆。
(3)漆膜应坚硬不发粘、清洁;无起皱、划痕、裂纹、气泡、针孔、刷痕等缺陷。漆膜厚度应均匀,无漏涂的地方。
(4)涂层的厚度应符合涂漆系统的最小厚度值规定。
6 肘管吊装及调整
肘管按照由尾端第12节至第1节的顺序进行吊装。
尾端第12节肘管吊装就位后,采取5t手拉葫芦配合,调整中心及方位偏差不大于4mm,出口中心高程偏差不大于0~+8mm,出口管口倾斜值不大于3mm。
肘管上管口(肘管第1节进口断面)中心及方位偏差不大于4mm。上管口高程0~+2mm,焊接各段间的焊缝,过流面焊缝打磨平顺。
7 肘管环缝焊接
7.1 焊接顺序
肘管环缝焊接采取逐节安装依次焊接方式。肘管拼装环缝及现场安装环缝施焊时,每条环缝同时对称施焊,焊接顺序如图2所示,环缝焊接先焊内大坡口侧,再焊接背缝。焊接时力求焊缝长短、焊接速度、焊接电流等一致。
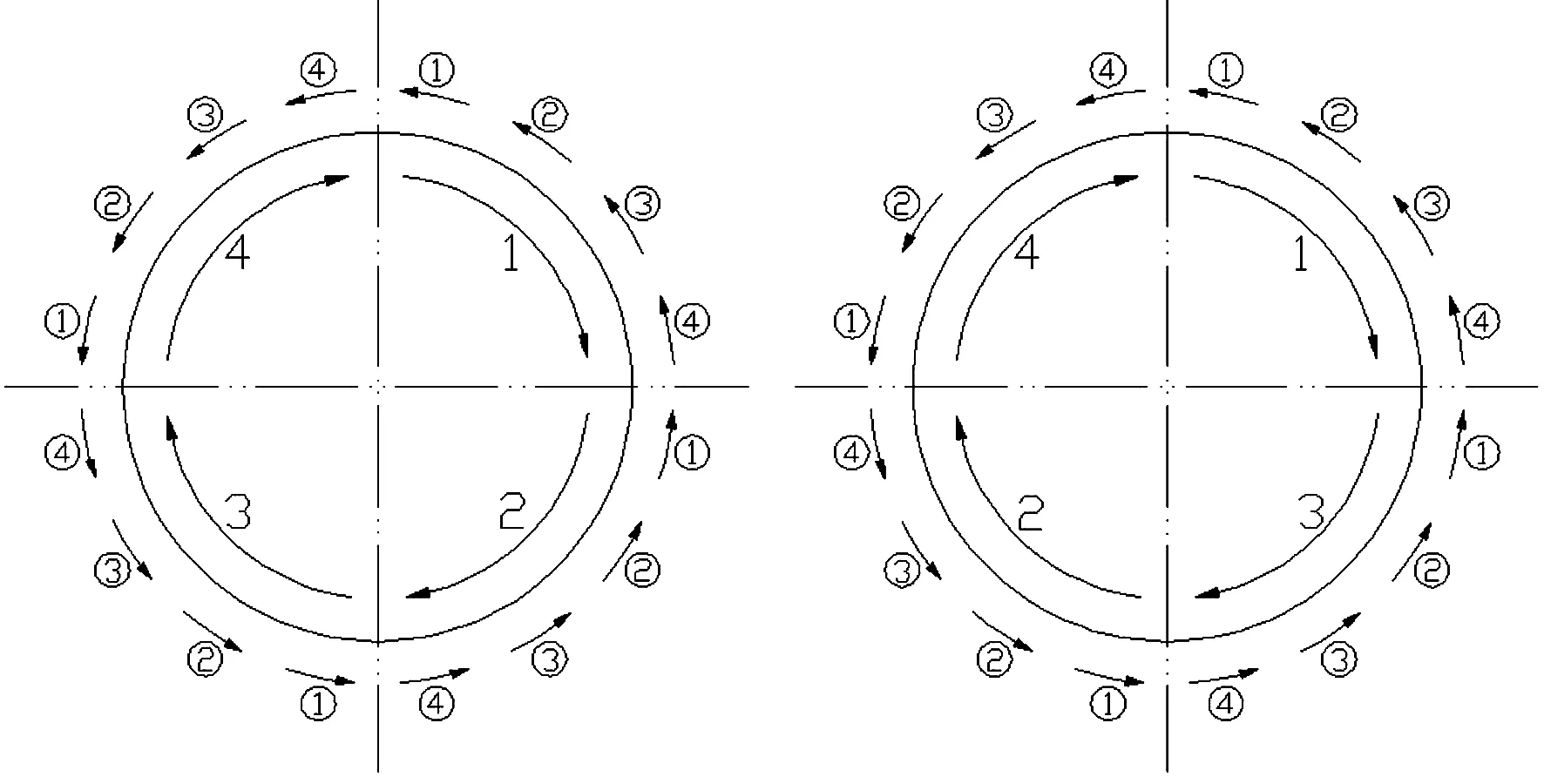
此图仅适用于由四名焊工同时施焊 此图仅适用于由二名焊工同时施焊
7.2 焊接有关规定
采用分段、退步、同时焊接,分段焊接时,各层、道的接头应相互错开30mm~50mm。
焊接工艺参数、焊缝检验、缺陷的处理和焊补如前所述。
8 混凝土浇筑
(1)肘管调整加固后,按图纸要求割出灌浆孔和排气孔,清理肘管外表面的油污、油漆等,浇筑混凝土。
(2)地锚和支撑设计只考虑每期浇筑混凝土700mm高度时的刚强度,水轮机埋入部件以外的部分,混凝土浇筑高度可超过700mm。
(3)混凝土浇筑时应控制其上升速度不得超过300mm/h,四周对称均匀浇注。如用混凝土振荡器,不得碰到锥管及其加固件。
(4)在浇筑过程中,为防止混凝土浇筑时尾水管上浮及变形,对肘管的上管口及出口进行监测。在浇筑过程中派专人跟进,发现架空立即处理。
(5)浇筑混凝土后,在混凝土有空隙处,进行压力灌浆。在混凝土空隙处钻出灌浆孔和排气孔,其后压力灌浆,最后封住灌浆孔和排气孔,同时将焊缝按流道打磨光滑。
9 内部支撑割除、补漆
在完成混凝土浇筑并养生合格后对肘管内部支撑进行拆除,残留焊点打磨光滑,并补刷黑色油漆。
10 安全措施及特殊要求
(1)成立尾水肘管安装组织机构,各级人员责权明确。
(2)安装前由安装技术负责人作安全、质量、技术交底,使参加施工作业人员明确作业的内容及具体的施工方法、工艺和流程。
(3)尾水肘管安装区域下方各层平台设置安全围栏,并挂警示标识,作业期间禁止任何人员进入警示区域。
(4)高空作业施工人员必须正确使用安全带,施工所有工具绑扎安全防落绳。
(5)在尾水肘管安装前,做好尾水肘管上电机及其它电气设备的防潮措施。
(6)每次起吊前应检验吊车的工作性能,进行试刹车,检查吊车各机构工作正常,钢丝绳绑扎牢固。
(7)肘管吊装,无关人员禁止进入现场,禁止穿越或在吊运重物下方停留。
(8)服从统一指挥,指挥信号明显。
11 结语
厄瓜多尔索普拉多拉水电站尾水肘管安装工程已经通过工程验收,工程质量等级优良。且厄瓜多尔索普拉多拉水电站现已经完成了流道充水、机组甩负荷试验工作并顺利发电,尾水肘管安装质量在电站运行过程中得到了实际检验,也得到了当地业主、监理单位的一致认可,为今后水利水电工程建设积累了成功经验。
猜你喜欢
当代水产(2022年6期)2022-06-29
当代水产(2022年2期)2022-04-26
中国科技纵横(2021年20期)2022-01-17
当代水产(2021年5期)2021-07-21
湖北农机化(2020年4期)2020-07-24
昆钢科技(2020年6期)2020-03-29
新商务周刊(2019年10期)2019-12-21
商品与质量(2019年38期)2019-04-18
科学种养(2017年11期)2017-11-28
汽车实用技术(2016年1期)2016-12-24