70 kg级焊丝用盘条拉拔断丝分析
2021-04-27 08:34陈占杰郑建道杨晓奇丁兰峰
河南冶金 2021年1期
陈占杰 郑建道 杨晓奇 丁兰峰
(安阳钢铁股份有限公司)
0 前言
高强度焊丝以其优良的焊接性能和工艺适应性能,广泛应用于各类结构工程、桥梁、压力容器和钢结构建筑等行业,且用量呈逐年增加的趋势[1]。安阳钢铁股份有限公司第一炼轧厂(以下简称“安钢第一炼轧厂”)有多年生产焊丝用盘条的经验,目前生产60 kg、70 kg、80 kg级焊丝用盘条,产品的残余元素少,有害气体含量低,实物得到了用户认可。考虑环保、成本等因素,部分下游用户在使用70 kg级焊丝用盘条不再进行退火处理,而是直接拉拔至Φ1.2 mm成品。但在拉拔过程中却出现断丝率高的问题,大大降低了焊丝的生产效率。笔者通过FEI QUANTA 200扫描电子显微镜、ZEISS Observer A1m光学显微镜等仪器对断裂试样进行了断口扫描和显微组织检测,以分析其产生断裂的原因,达到改进焊丝用盘条的生产工艺和提升产品质量的目的,同时为下游用户的使用提供参考。
1 试验材料
焊丝常用的加工工艺过程:机械剥壳→粗拔→细拔→镀铜→分卷→包装。断丝主要出现在细拔工序,断丝规格为Φ1.2~1.5 mm。
安钢第一炼轧厂生产的70 kg级焊丝热轧盘条的化学成分稳定,其成分控制见表1。

表1 化学成分控制(质量分数) %
拉拔断丝试样如1图所示。断丝试样宏观形貌可以分为两种:一种为杯锥状断口,另一种为斜茬状断口。杯锥断口也称子母断口,试样一端端头凸起,另一端凹陷;斜茬断口一般边部起裂,随着拉拔加工的进行,边部裂纹扩展后断裂,宏观可见。
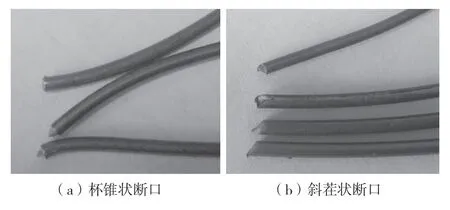
图1 焊丝拉拔断丝试样
2 显微组织分析
试样经切割镶嵌制样后,用4%硝酸酒精溶液腐蚀,利用ZEISS Observer A1m光学显微镜进行金 相组织观察(断口放大不同的倍数),如图2所示。
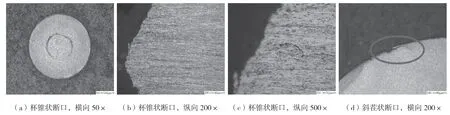
图2 试样金相组织
从图2可以看出,杯锥状断口横向组织(放大50倍)和纵向组织(放大200倍)的心部已经出现裂纹,裂纹的存在和扩展造成杯锥状断丝。高强度焊丝用盘条化学成分合金含量高,部分合金元素在推迟相变的同时改变了珠光体转变区域,组织控制较难[2]。在生产过程中易出现异常组织,心部存在贝氏体、马奥岛组织,属于硬相组织,拉拔时不易变形[3]。随着拉拔加工的进行,边部和心部组织变形能力不同,造成心部先产生裂纹,裂纹扩展最终形成杯锥状断丝。拉拔过程中,铁素体等基体组织随着拉拔进行被拉长、变细,而马奥岛等硬相组织不变形,在其周边产生小裂纹,裂纹会随着拉拔的进行而进一步扩展(杯锥状断口纵向组织放大500倍)。斜茬状断口横向组织(放大200倍)的边部已存在裂纹,裂纹均为撕裂形貌,存在部分金属流变现象,从表面向里扩展,随着拉拔的进行,裂纹进一步扩展,最后形成斜茬状断口。
3 电镜观察
针对表面裂纹引起的拉拔断裂,进一步分析产生的原因,利用Quanta 200扫描电子显微镜对斜茬状断丝试样断口进行检测。试样经切割后进行超声波清洗,然后观察其断口及附近表面情况,形貌如图3所示。
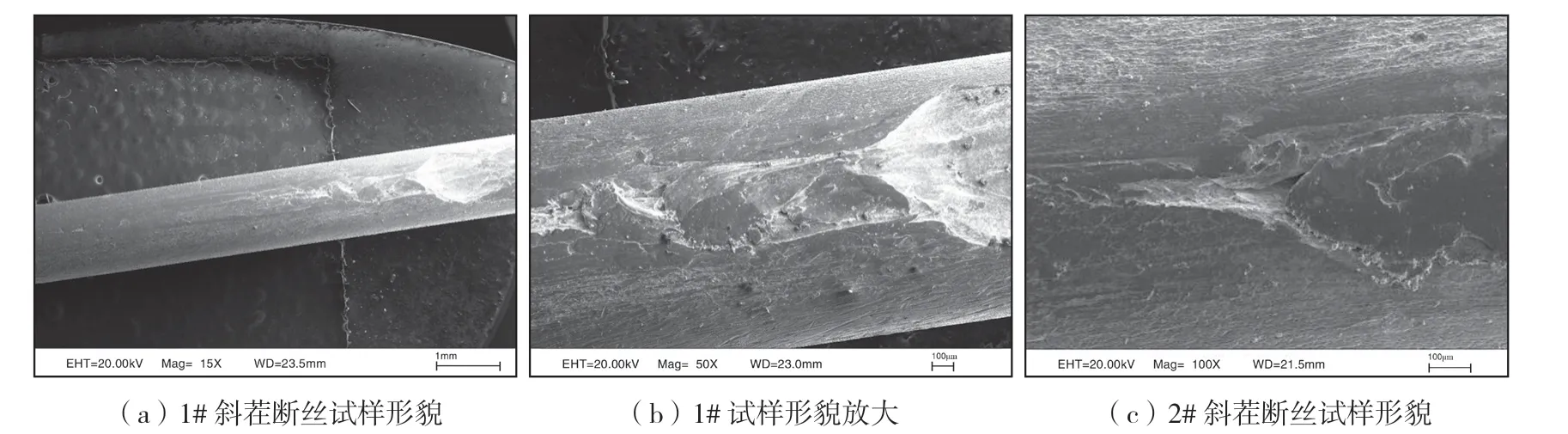
图3 斜茬断丝电镜观察
从图3可以看出,1#断丝断口附近表面已出现裂纹;进一步放大观察倍数,可以看到表面有较多的“人字形”裂纹;在2#试样的断丝表面处观察到对应的裂纹缺陷。裂纹形貌为单侧连续规律性“人字”裂纹,为常见拉拔缺陷,产生的原因为材料满足不了加工工艺要求或者材料拉拔接触表面润滑不良、模具有擦碰材料、道次压缩率过高、拉拔角度偏斜的情况等[4]。值得注意的是盘条在拉拔过程中,模具局部润滑不良、擦碰、拉拔角度偏斜等问题均易造成材料表面产生律性“人字”裂纹。随着拉拔的进行,表面裂纹进一步扩展,最终发展成斜茬断口。
4 分析与讨论
下游用户在使用高强度焊丝时,根据盘条的表面质量状况和抗拉强度,选择合适的退火处理工艺和拉拔加工工艺。70 kg级焊丝用盘条在生产控制中,由于合金对组织转变的影响,在缓慢冷却条件下也会生成硬相的贝氏体或马奥岛组织,且心部的硬相组织含量更多。在不退火处理拉拔过程中,易变形的基体组织在硬相组织周围塑性流动时,产生较大的张力,使基体与硬相组织界面的连接断裂或者脆硬组织自身断裂形成显微裂纹。随着拉拔的进行,盘条心部大量的显微裂纹在拉应力的作用下,不断聚集、长大,最终导致心部首先发生断裂,产生杯锥状断丝。70 kg级焊丝用盘条在拉拔过程中,盘条的抗拉强度高、变形抗力大,拉拔较难于进行。这就对拉拔模具及润滑条件等的要求更加苛刻。高强度焊丝用盘条在拉拔过程中,因模具局部润滑不良、擦碰、角度等问题造成表面产生裂纹时,裂纹随着拉拔会进一步扩展断丝,造成斜茬状断丝。
盘条在拉拔加工过程中,生产工艺不合理也会造成断裂,如拉拔力、拉拔速度、拉丝模角度和压缩率等参数选择不当。因此,拉拔工艺的制定应充分考虑各种工艺参数的合理配置[5]。
对高强焊丝因硬相组织造成的杯锥状断口,建议退火处理后再进行拉拔使用。如不进行退火处理加工,建议用户采用增加相应的拉拔道次和降低拉拔速度来减小道次变形量或变形速率。同时,通过在高强盘条生产轧制时对其进行控制冷却,避免或减少硬相组织、减少同圈抗拉强度差值等,提高焊丝产品的可加工性能。通过相应的生产试验和用户工艺的完善,降低了裂纹出现的风险,减少了高强焊丝生产断丝率。
5 结语
70 kg级高强度合金焊丝用盘条在不退火处理下使用出现断丝,主要有杯锥状断丝和斜茬状断丝。针对杯锥状断丝,建议增加拉拔道次、降低拉拔速度等手段来减少断丝发生率。改善润滑条件,避免出现斜茬状断丝。
猜你喜欢
结构工程师(2022年2期)2022-07-15
电焊机(2022年5期)2022-06-01
昆钢科技(2022年1期)2022-04-19
金属加工(热加工)(2022年3期)2022-03-22
能源工程(2021年3期)2021-08-05
建材发展导向(2021年11期)2021-07-28
机械制造文摘·焊接分册(2020年1期)2020-04-20
航天制造技术(2018年6期)2019-01-11
土木建筑与环境工程(2016年3期)2016-07-11
鞍钢技术(2015年2期)2015-09-24