基于机器视觉的石墨密封圈表面质量检测方法
2021-04-25 05:24陈曼龙燕立志
陕西理工大学学报(自然科学版) 2021年2期
李 奎, 陈曼龙,2*, 燕立志,2, 杨 帆,2, 汪 杰
(1.陕西理工大学 机械工程学院,陕西 汉中 723000;2.陕西省工业自动化重点实验室,陕西 汉中 723000)
石墨密封圈是保障管道、阀门等部件密封性能的关键部件,其表面缺陷和尺寸精度影响机械设备运行的可靠性。如果石墨密封圈存在表面缺陷,就会使得其与设备的连接不紧密,从而无法满足设备密封性能的要求[1]。同时,石墨密封圈尺寸超标时也会影响密封圈与孔轴的装配性[2]。传统的人工检测效率低、误差大、费时费力,并且容易受到外界各种环境因素的影响,检测精度无法得到保障[3]。随着工业技术的进步,人工检测已经难以满足稳定性和实时性的要求,而机器视觉检测技术具有检测精度高、速度快、非接触式检测等特点[4-5],所以采用机器视觉技术与数字图像处理技术相结合的方法是必要且可行的。该方法代替了传统密封圈的人工检测,克服了石墨密封圈表面缺陷检测效率低和尺寸测量精度低的弊端。
石墨密封圈的表面质量检测包括尺寸检测和缺陷检测。近年来,基于机器视觉的密封圈表面质量检测方法凭借其检测速度快、精度高、稳定性好等特点而受到广泛关注。张洪等[6]提出了一种基于改进的Canny边缘检测来提高轮廓检测精度和一种基于切线倾斜角的异常轮廓点搜索定位算法来判定密封圈表面毛刺缺陷,但并未对尺寸测量进行研究。陈里里等[7]运用机器视觉检测技术对密封圈视觉检测系统的软件关键设计技术进行了研究。亓信同等[8]提出了使用万工显、CCD相机、光栅和计算机搭建自动测量系统,实现了密封圈几何尺寸的检测,然而并未涉及密封圈表面缺陷的问题。Neogi N等[9]基于机器视觉技术完成了对钢材表面的缺陷检测和应用分级。黎少辉等[10]采用基于均值向量和标准差向量的分级筛选,判断密封圈表面缺陷是否存在并获取缺陷位置。刘春等[11]提出了一种基于机器视觉的密封橡胶圈产品缺陷检测方法。然而,上述研究都存在单一检测的问题,即只检测几何尺寸或表面缺陷。
针对当前人工检测及现有检测手段的不足,本文提出利用机器视觉对密封圈表面质量进行检测的方法,利用最小二乘法圆拟合算法进行边缘拟合,从而计算出密封圈的内外径尺寸,并通过模板匹配算法识别出密封圈的表面缺陷,最终达到提高检测效率与准确率的目的。
1 检测系统组成
基于机器视觉的石墨密封圈表面缺陷和尺寸检测系统主要包括工业相机CCD、LED环形光源、石墨密封圈和工作台等部分组成。系统组成如图1(a)所示。图像采集卡将CCD相机采集到的信号转化为电信号,并传输到软件部分,软件部分对采集图像进行预处理、边缘提取、缺陷检测、尺寸测量等过程,具体检测流程图如图1(b)所示。
2 图像处理
2.1 图像预处理
预处理阶段主要包括图像增强和降噪处理,而目前主要采用邻域平均、频域滤波以及中值滤波等方法对图像进行降噪处理。其中中值滤波能够平滑图像,滤去孤立的点目标,对消除脉冲干扰十分有效[12]。考虑到密封圈图像的质量问题,本文采用中值滤波对经过增强处理的密封圈图像进行降噪处理。图2为石墨密封圈图像滤波前后对比图。
2.2 基于Canny算子边缘检测
选择恰当的轮廓边缘提取算法对于后续密封圈缺陷检测和尺寸测量都具有十分重要的作用。相比其他边缘检测算法,Canny算法具有检测边缘单一性好和边缘定位准确性较高的特点[13]。本文采用Canny算法进行密封圈的边缘提取,检测结果如图3所示。

图3 边缘检测图
3 石墨密封圈尺寸检测
3.1 最小二乘法圆拟合
尺寸检测主要是对石墨密封圈内外径参数进行测量。其中,圆心定位及内外径的计算是密封圈边缘拟合的基础。常用的圆心定位方法有Hough变换、三点定圆法、最小二乘法[14]。由于最小二乘法可以得到高精度的圆心坐标和半径值,并且计算量较少,占用的内存和消耗的时间也少。同时,因为最小二乘法拟合出的平方项对离散点非常敏感,所以通过比较就可以直接剔除存在较大缺陷的密封圈。因此,本文采用最小二乘法圆拟合进行参数测量。

(1)
式中
所以,圆心(x0,y0)和待拟合圆半径R的表达式为
据此,采用最小二乘法拟合出密封圈的内外圆如图4所示。
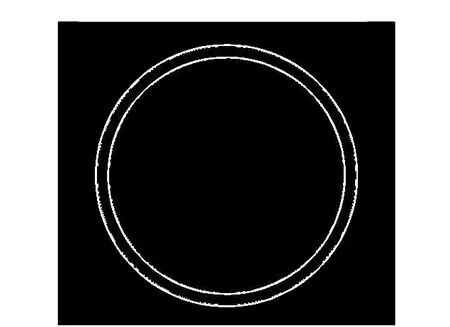
图4 拟合效果图
密封圈通常作为孔和轴的装配而使用,但对于本文的石墨密封圈而言,由于石墨自身塑性小的特点决定了它不能像其他材料一样被拉伸弯曲。所以在实际的装配过程中,对于孔类零件来说,为使密封圈能装配成功,在检测时应选择最小内径rmin,如图5(a)所示。反之,对于轴类零件来说,在检测时应选择最大外径Rmax,如图5(b)所示。

(a)内径尺寸 (b)外径尺寸
3.2 内外径尺寸检测
由前面所介绍的最小二乘法圆拟合,可将圆心坐标(x0,y0)和半径R确定,将像素值转化为距离值,与给定的标准值进行对比,如果内外径值有一个不在正常范围内,则说明不合格,否则继续检测表面是否存在缺陷。
4 表面缺陷检测
表面缺陷主要是检测密封圈表面是否存在磨损、凹槽等缺陷问题。石墨密封圈表面缺陷主要可分为凹槽缺陷、划痕缺陷、磨损缺陷等,如图6所示。缺陷特征一般具有几何特性,如面积、位置等。因此本文通过分离出缺陷特征,并对缺陷面积大小和位置进行判断,以识别出是否存在缺陷。

(a)划痕 (b)凹槽 (c)磨损
在上述尺寸检测正常的基础上,本文采用模板匹配法[15]检测石墨密封圈的缺陷特征。利用种子填充算法可以得到没有缺陷的二值化模板图像。种子填充算法是区域填充的一种基本方法,能有效剔除图像中不规则的形状。该方法通过比较区域内点(x,y)的像素值和给定阈值的大小,从而判断该点是否被填充过,如果是,则改变其像素值,然后向其他方向继续扩展,通过反复测试,最终实现区域的填充。
本文利用种子填充算法得到标准密封圈的二值化图像模板,然后将该图像与被测图像按照公式(2)进行差影得到缺陷轮廓,并求得差影后图像的像素总和,即sum值:
(2)
式中f(xi,yk)是密封圈的模板图像素值,单位pixel;f1(xi,yk)为待检测的密封圈图像像素值,单位pixel;m和n为图像的行列数;sum为两幅图像相减后所有像素的和,单位pixel。
最后判断sum值是否在给定阈值的范围内,若大于阈值则认为所检测的密封圈不合格,反之则认为合格。在实验中对同种型号的石墨密封圈进行检测时,标记密封圈边缘在工作台上的位置,使得每次检测时密封圈放置的位置相同,确保使用模板相减法得到理想中的效果。
表面缺陷检测效果如图7所示。

(a)模板图 (b)待检测图 (c)缺陷图
5 实验结果
为了评估本文检测方法的可靠性,共采集了14种不同型号的石墨密封圈各5个的图像作为实验对象,其中测量的内外径均值结果如表1所示。实验前首先通过人工检测判断密封圈表面是否存在缺陷,并与本文算法检测结果进行对比,缺陷检测结果如表2所示。分析表1的实验数据可以发现,内、外径均值的检测结果与标准值相比,检测结果在误差允许的范围内。从表2中缺陷检测结果可得到本文算法缺陷识别率比人工检测提高了69.4%。

表1 不同石墨密封圈内外径检测结果 mm

表2 缺陷检测结果
6 结论
文中提出了密封圈图像处理和密封圈表面质量检测的方法,利用最小二乘圆拟合算法实现密封圈内外径尺寸的测量和采用模板差减算法检测密封圈表面缺陷的方法。从实验分析可以看出,采用最小二乘圆拟合得到了相对真实的密封圈轮廓信息,而且相比人工检测而言,采用模板差减法进行缺陷检测具有效率高、检测精度高的特点。
另外,在对密封圈表面质量进行检测时,密封圈表面接收的光照不同和缺陷检测算法的不完善性都会造成漏检情况的发生,后续可以调节光照强度和优化检测算法以提高检测精度。
猜你喜欢
中国设备工程(2022年7期)2022-04-20
昆钢科技(2022年1期)2022-04-19
南方农机(2021年17期)2021-09-11
食品安全导刊(2021年20期)2021-08-30
纺织科学研究(2021年7期)2021-08-14
中国工程机械学报(2019年5期)2019-10-16
通信产业报(2016年44期)2017-03-13
中国非金属矿工业导刊(2014年3期)2014-02-28
科技致富向导(2013年13期)2013-08-26
雕塑(1999年2期)1999-06-28