
散热器零件的夹具设计
2021-04-24 03:04潘志杰张利贤
南方农机 2021年6期
陈 艳 ,潘志杰 ,张利贤
(1.陕西机电职业技术学院,陕西 宝鸡 721001;2.宝鸡石油机械有限责任公司,陕西 宝鸡 721000)
电子元件中常常采用铝合金薄片散热器进行散热,而铝合金的加工性能较差,在切削加工时极容易变形,对此必须采取提高工艺系统刚度的方法进行加工,同时选择合适的加工工艺,才能保证加工质量。
1 散热器的结构分析
现有某散热器零件如图1 所示,该零件为铝合金的圆状薄壁片,共11片,中间为凹槽状圆环,整体尺寸为77.7 mm×50.5 mm,其中薄片厚度为2 mm,两侧的薄壁面拔模斜度为1°,各薄片间的距离为6 mm。该零件加工时要求批量生产,工件周边无毛刺,无变形,机加工表面毛刺高度小于0.05 mm。同时必须保证薄壁与底面垂直度为0.1 mm,高度尺寸(3±0.05)mm,此为重要装配尺寸。

图1 散热器工程图
加工时提供了半成品毛坯,如图2所示,前端与薄壁部分已经加工完毕,需进行工件外形加工,毛坯尺寸为77.7 mm×77.7 mm×50.5mm,为方形。
2 散热器的夹具设计
2.1 装夹分析
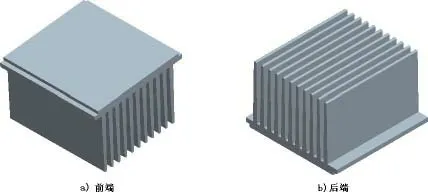
图2 毛坯图
毛坯外形为方形,如果采用传统的三爪卡盘装夹将无法进行装夹,且铝合金薄壁件夹紧时容易产生变形,难以保证尺寸精度,批量生产效率低,产品质量无法保证,因此需要选用专用夹具对工件进行装夹。综合工件与毛坯的结构特点,笔者认为分两次进行装夹加工比较适合。毛坯中的铝合金薄片为同向分布,前端厚度为5 mm,不宜只对此部分进行装夹加工,但是后端由多片薄壁排列构成,有较好的强度与刚度,可以进行装夹加工,因此应先加工前端,再加工工件回转外形。
由于加工中车床夹具随车床主轴一起回转,夹具与主轴的连接精度直接影响夹具的回转精度,要求车床夹具与主轴的轴线有较高的同轴度,且要连接可靠,故应采用圆形夹具,夹具体上的各元件不伸出夹具体直径之外。
2.2 加工前端所用夹具
针对毛坯零件的结构特点,在加工前端时应设计弹性车床夹具。加工前端时只需加工底座即可,且加工的余量不大。此外,将夹具设计成轴状时装夹效果更好,同时应将夹紧薄壁部位做成与薄壁片所组成的方形一致,将夹具用线切割分成4片,起到柔性装夹的作用,以保证这种结构不会因夹紧力过大而导致毛坯工件损坏[1]。
装夹方式如图3所示。弹簧夹头将新毛坯夹持住,数控机床主轴通孔前端为锥孔,同时弹簧夹头中间一端为锥度,以便与主轴通孔相配合。用连接杆通过主轴通孔与弹簧夹头连接,通过连接杆将弹簧夹头抽紧以保证弹簧夹头有足够的夹紧力。加工时,毛坯、弹簧夹头、主轴通孔和连接杆连成一体,实现了对工件底座的加工,有效地减小了工件在切削过程中的变形,并能有效保证高度尺寸。
2.3 加工后端所用夹具
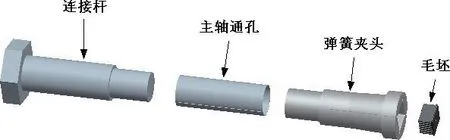
图3 底面夹具装配图
在薄壁片进行加工时,由于径向受力不均衡,很容易使薄壁片发生较大变形,因此,如何保证在加工薄壁片时不发生过大变形是加工该部分的关键。笔者结合工件薄壁片特点设计了如图4 所示的组合夹紧装置,为了使离心力平衡,故将外形都设计为圆形。定位装置为开缝结构,可用于对工件前端进行调节固定,如图4a)所示;夹紧装置的一端设计成与工件能配合的薄壁片,起到提高薄壁片刚度和抗力的作用,保证在加工过程中工件不会变形,如图4b)所示[2]。

图4 顶面组合夹具
顶面组合夹具装配图如图5 所示。定位装置与夹紧装置组合装夹时刚好与工件的薄壁片相互配合,能有效地达到“变空心为实心”的效果,提高刚度,避免加工时对工件产生的扭转应力。与车床主轴回转中心同轴,既可为工件径向定位,又能承受切削时的径向力,这样对毛坯工件的前端与后端同时进行夹紧,通过连接螺钉实现工件的轴向受力,更加有利于工件的夹紧定位,加工时有效地保证了薄壁片对底座面的垂直度[3]。

图5 顶面组合夹具装配图
3 零件加工工艺
零件加工的工艺流程为:钻通孔(主轴转速600 r/min)→粗车端面和外圆(主轴转速1 000 r/min,进给0.08 mm/r)→精车端面和外圆(主轴转速1 500 r/min,进给0.04 mm/r)→调头→粗车圆弧和外圆(主轴转速1 000 r/min,进给0.06 mm/r)→精车圆弧和外圆(主轴转速1 500 r/min,进给0.04 mm/r)→车槽和倒圆弧(主轴转速800 r/min,进给0.04 mm/r)→车圆弧(主轴转速800 r/min,进给0.04 mm/r)[4]。
4 实施效果
通过两套专用夹具对散热器零件进行装夹,提高了装夹的效率,也解决了加工中的工件变形问题。经过检测,加工出来的产品能够完全达到图纸的要求,散热器零件的合格率达到了99%以上,加工的效率也提高了,取得了令人满意的效果,如图6所示。

图6 散热器零件图
5 结语
长期的生产实践证明,该套夹具确实在保证工件加工精度的前提下,大大提高了劳动生产力,降低了成本,取得了良好的经济效益。此专用夹具有结构简单、定位可靠、拆装方便、夹紧力均匀、整体刚度高、工件加工合格率高、使用寿命长的特点,完全适合批量生产,并可以满足这种结构的工件的加工精度要求。
猜你喜欢
芜湖职业技术学院学报(2021年3期)2021-10-20
延边大学学报(自然科学版)(2021年2期)2021-07-29
农业装备技术(2021年3期)2021-06-23
汽车工程(2021年12期)2021-03-08
信息技术时代·下旬刊(2020年5期)2020-09-10
活力(2019年17期)2019-11-26
智能制造(2017年5期)2017-10-11
汽车零部件(2017年3期)2017-07-12
中国新技术新产品(2016年23期)2016-12-26
山东工业技术(2016年18期)2016-09-19
