氧燃枪喷吹工艺数值模拟研究
2021-04-23 01:39:34战东平庄生磊姜周华张慧书
材料与冶金学报 2021年1期
邹 涛,战东平,庄生磊,姜周华,张慧书
(1.东北大学 冶金学院,沈阳 110819;2.辽宁科技学院 冶金工程学院,辽宁 本溪 117004)
废钢是一种低碳环保、可循环使用的再生资源,在钢铁工业生产中逐渐扮演着十分重要的角色[1-2].随着国内废钢积蓄量的逐步提高,预计2025年,我国废钢量会达到2.7亿~3亿t;2030年废钢量预计会达到3.2亿~3.5亿t.同时,国家取缔“地条钢”使得废钢价格逐渐降低,未来20年内,我国废钢资源总量将非常充足[3-6].
近年来,能源短缺日益成为限制我国经济发展的重大阻碍,如何降低能耗成为国内钢企面临的严峻问题[7-8].围绕废钢加工、废钢利用、废钢预热等流程技术快速发展,各种新技术或新方法不断涌现出来,其中,具有投资少、技术要求低、不影响生产、见效快等特点的废钢预热方式逐步引起各家钢企的重视[9-11],研究更为高效的预热方式成为一个十分重要的课题.
1 数模原理及方案
本研究参考某钢厂实际生产,模拟炉后废钢预热过程[12].模拟所参考的物理模型及网格划分如图1所示,位于钢包中心位置的氧燃枪下降高度设置为160 cm,废钢置于钢包底部,厚度为钢包高度的1/3;实际模拟考虑到计算效率,利用模型的对称性取1/4模型进行数值模拟.

图1 数模模型示意图Fig.1 Schematic of digital analog model
氧燃枪预热废钢的过程中,包含煤气与氧气的燃烧、气固之间的传热及固体内部的热传导等过程[13-15],模拟所涉及的模型有能量模型、标准k-ε模型、有限速率模型等.所涉及的控制方程如下:
质量守恒方程,

动量守恒方程,

能量守恒方程,
组分质量守恒方程,

式中,ρ为混合物密度,kg/m3;为混合气速度,m/s;Sm为连续方程源项;P为混合气压力,Pa;τ为混合物黏性应力张量为重力加速度,m/s2为离散相与连续相相互作用力,N;E为单位质量混合气总能量,J/kg;keff为混合物有效导热系数;T为混合气温度,K;NI为混合物中组员总数;hI为组元I的单位质量静焓为组元I的扩散通量;Sh为化学反应热,J;qR为辐射换热量,J;qD为离散相与连续相之间的换热量,J;mI为组元I的质量分数;RI为化学反应中组元I的质量生成速率,g/s;SI为离散相加入的组元I的质量生成速率,g/s.
同时,对于模拟计算,本研究做如下基本假设:①氧气、燃气均为理想不可压缩气体;②燃气的主要成分为CO,助燃气体为纯O2;③CO与O2的反应是单项进行,不考虑可能出现的可逆反应.
本研究对于氧燃枪喷吹设计了两种模式(如图2所示),分别为A-B型、A-B-A型;针对以上两种喷吹模式,模拟方案及边界条件如表1所示.
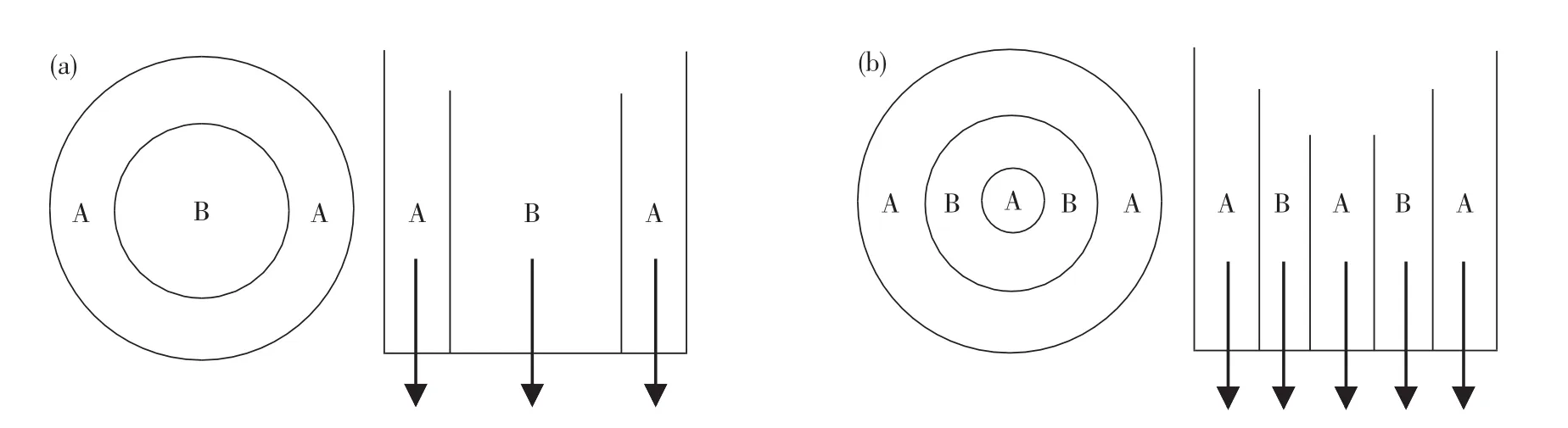
图2 氧燃枪喷吹模式Fig.2 Oxygen lance injection mode

表1 模拟方案及边界条件Table 1 Experimental scheme and boundary conditions
2 结果与讨论
本研究对两种喷吹模型的四种具体喷枪喷吹方式进行流场与温度场的模拟.根据模型对称的特点,选取1/4结构氧燃枪进行模拟,选取中心截面模拟结果进行分析.
2.1 喷吹过程钢包内的流场计算结果分析
四种喷吹方式中心截面的速度云图如图3所示.从图中可以看出,采用A-B型喷枪喷吹时,CO-O2式喷枪出口区的最大速度为26.40 m/s,O2-CO式喷枪喷吹的最大速度为26.40 m/s,均大于喷吹气体入口处的最大速度(26.21 m/s);采用A-B-A型喷枪喷吹时,CO-O2-CO式喷枪喷吹的最大速度为26.21 m/s,O2-CO-O2式喷枪喷吹的最大速度为26.24 m/s,基本与气体初始时的最大速度相等.这就说明以A-B型喷枪喷吹气体进入流场之后,流速会继续升高,而以A-B-A型喷枪喷吹气体进入流场之后,流速不会进一步提高.
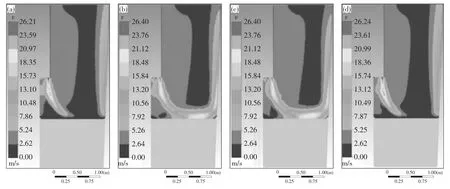
图3 不同喷吹方式速度云图Fig.3 Velocity nephogram with different injection methods
为了进一步研究喷吹气流对预热废钢的影响,对气体-废钢交界面进行速度监测,中心截面的气体-废钢交界处的速度(v)随与对称轴距离(Z)变化的趋势如图4所示.由图可知,采用A-B型喷枪喷吹时,无论是CO-O2式喷枪或O2-CO式喷枪喷吹,气体-废钢交界面的最大速度均大于18 m/s;而采用A-B-A型喷枪喷吹,即CO-O2-CO式喷枪或O2-CO-O2式喷枪喷吹,气体-废钢交界面的最大速度均小于2 m/s.由此可以看出,采用A-B型喷枪喷吹时气体-废钢交界面的最大速度远大于A-B-A型,故A-B-A型喷枪喷吹的流场稳定性要优于A-B型.
不同喷吹方式下气体-废钢交界面处的最大速度与最小速度差(Δv)对比结果见图5.由图可知,A-B型喷枪喷吹的平均速度差(约18.47 m/s)要大于A-B-A型喷枪喷吹的平均速度差(约1.53 m/s),这就说明采用A-B型喷枪喷吹时,气流对于废钢的冲击并不均匀,从而可能会在废钢预热温度较高、强度降低时,对废钢局部的冲击过大,导致塌料等情况出现.采用A-B-A型喷枪喷吹时,气流对于废钢的冲击较为均衡,不易发生局部气流过大从而导致废钢塌陷等情况的出现.采用A-B-A型喷枪喷吹时,O2-CO-O2式喷枪喷吹的速度差最小,从而能够较好地保证气流平稳地与废钢进行接触,进而有利于后续气-固之间的热传递及废钢自身的热传导.

图4 不同喷吹方式下气体-废钢交界面速度变化趋势图Fig.4 Velocity trend of gas scrap interface with different injection methods

图5 不同喷吹方式下气体-废钢交界面速度差对比图Fig.5 Comparison of velocity gradient at gas scrap interface with different injection methods
2.2 喷吹过程钢包内的温度场计算结果分析
四种喷枪喷吹方式得到的钢包中心截面的温度云图如图6所示.由图可知,采用A-B型喷枪进行喷吹时,CO-O2式喷枪喷吹的温度场最高温度为1 796 K;O2-CO式喷枪喷吹的温度场最高温度为1 860 K;采用A-B-A型喷枪喷吹时,CO-O2-CO式喷枪喷吹的温度场最高温度为1 910 K,O2-CO-O2式喷枪喷吹的温度场最高温度为1 815 K.由此可以看出,A-B型喷枪喷吹的温度场最高温度要高于A-B-A型喷枪.从废钢温度场分布中可以看出,采用A-B型喷枪进行喷吹时,贴近钢包壁下部位置处,废钢温度出现较大面积的低温区.
为了进一步确定不同喷吹方式下废钢预热的温度变化,对钢包深度方向1/2废钢料层厚度处的温度变化进行监测,钢包中心截面处的温度趋势计算结果如图7所示.可以发现,A-B型喷枪喷吹废钢温度分布呈现“中心高,两端低”的趋势,而A-BA型喷枪喷吹废钢温度呈现“中心低,两端高”的趋势.并且采用A-B型喷枪喷吹时,CO-O2式喷枪喷吹的温度场最高温度为952 K,O2-CO式喷枪喷吹的温度场最高温度为993 K;采用A-B-A型喷枪喷吹时,CO-O2-CO式喷枪喷吹的温度场最高温度为1 102 K,O2-CO-O2式喷枪喷吹的温度场最高温度为1 101 K.由此可以看出,采用A-B-A型喷枪喷吹时气体-废钢交界面的最高温度大于A-B型喷枪喷吹时的最高温度,A-B-A型喷枪喷吹的预热废钢效果要优于A-B型.
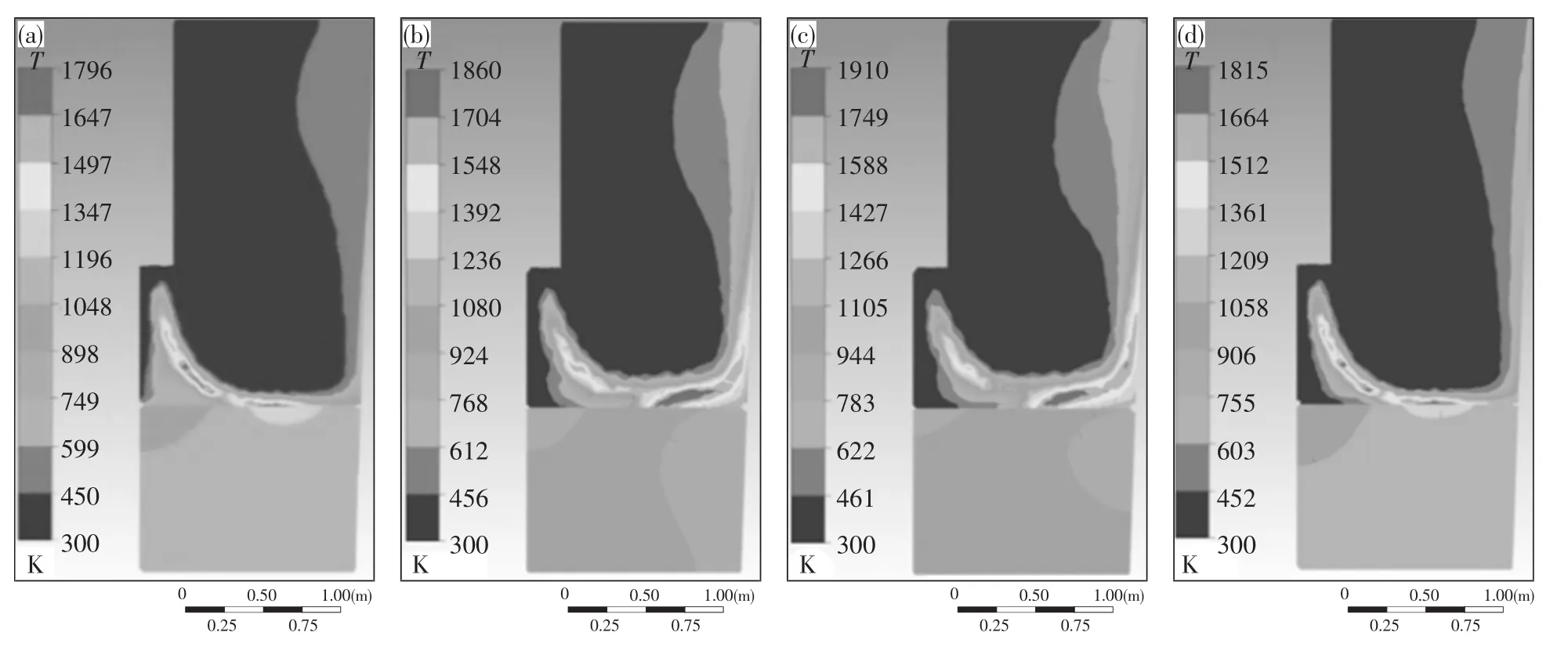
图6 不同喷吹方式温度场云图Fig.6 Temperature nephogram with different injection methods
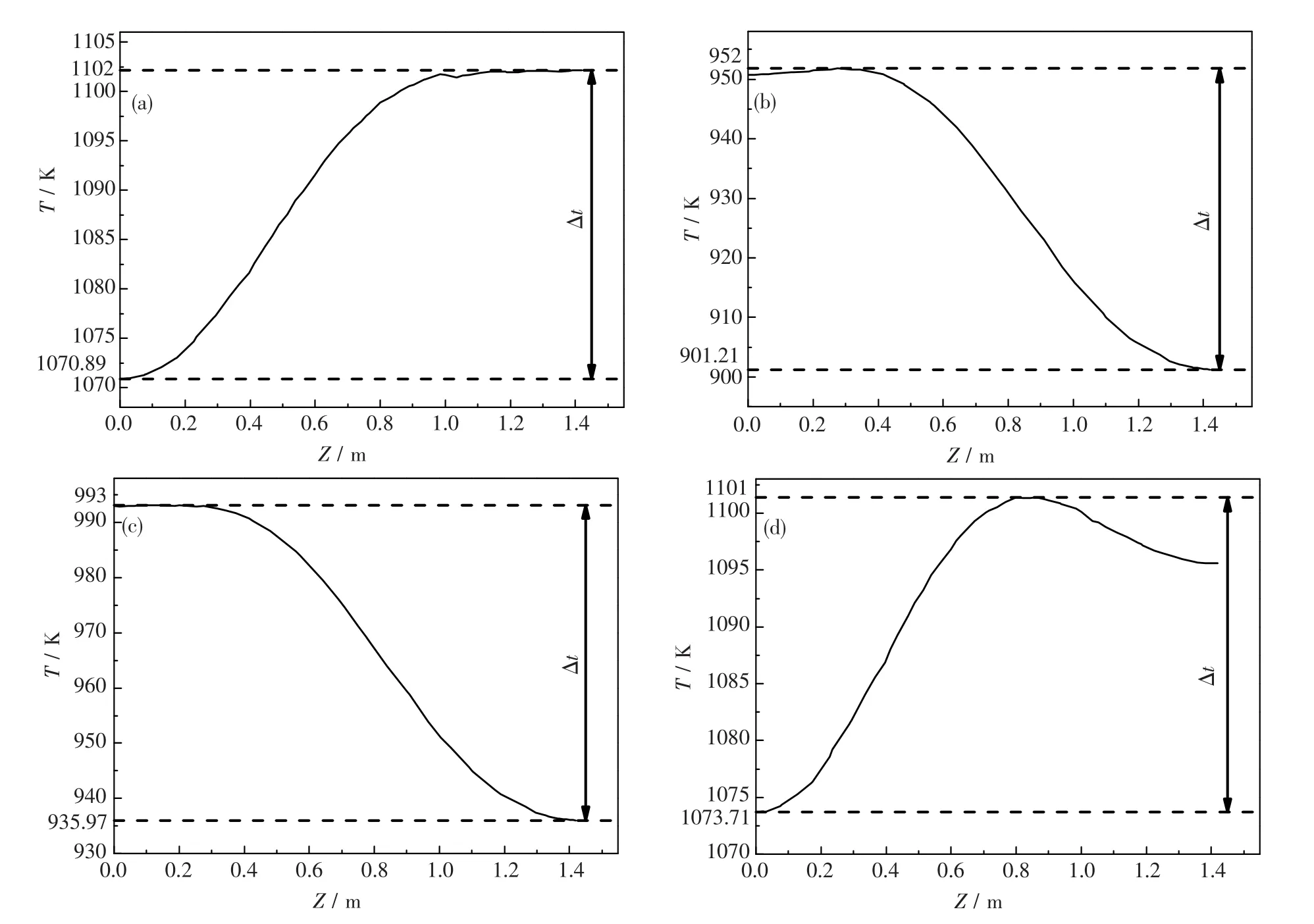
图7 不同喷吹方式1/2废钢料层厚度温度变化趋势图Fig.7 Temperature trend of 1/2 Scrap thickness with different injection methods
图8为中心截面处不同喷吹方式废钢料层厚度1/2处最大温度与最小温度差(ΔT)对比图.由图可知,A-B-A型喷枪喷吹的平均温度差(29.20 K)要远小于A-B型喷枪喷吹的平均温度差(53.91 K).这就说明采用A-B-A型喷枪喷吹时,废钢预热更为均匀,预热效果更好.而采用AB-A型喷枪喷吹时,O2-CO-O2式喷枪喷吹的温度差(27.29 K)最小,说明采用O2-CO-O2式喷枪喷吹方式预热效果更好.
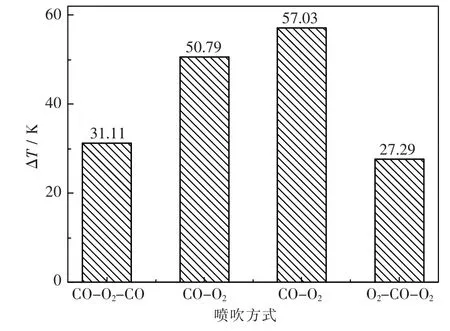
图8 不同喷吹方式废钢料层厚度1/2处的温度差对比图Fig.8 Comparison of temperature difference of 1/2 Scrap thickness with different injection methods
2.3 工业化试验验证
对模拟结果较好的O2-CO-O2式喷枪进行工业试验,预热后分别对废钢料层表面距钢包中心0,40,80,120 cm和包壁处采用红外测温枪进行温度测量,4炉实际测温结果与理论计算对比结果如图9所示.由图可知,4个炉次所测温度变化趋势与模拟结果的变化趋势基本一致,实测点的测量值与计算值的最大温度差小于50 K.由此可见,计算结果与实测结果吻合较好.
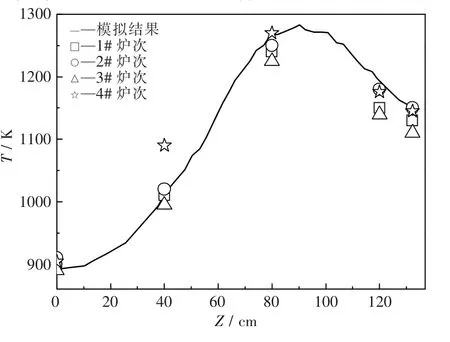
图9 实际预热与模拟温度对比图Fig.9 Comparison of preheating temperature and numerical result
3 结 论
(1)采用A-B-A型O2-CO-O2式喷枪喷吹时,气体-废钢界面处的气流最大速度为1.51 m/s,最大速度与最小速度间的速度差为1.49 m/s,钢包预热流场分布更为均匀.
(2)采用A-B-A型O2-CO-O2式喷枪喷吹时,在废钢料层厚度1/2处的最高温度为1 101 K,最高温度点与最低温度点间的温度差为27.29 K,废钢料层预热温度场分布更加均匀.
(3)工业试验验证结果表明,实测点的测温结果与数值模拟计算结果的最大温度差小于50 K,结果一致性较好,证明采用 A-B-A型O2-CO-O2式喷枪喷吹时的废钢预热效果更佳.
猜你喜欢
工程力学(2022年5期)2022-05-05 03:06:34
西部交通科技(2021年6期)2021-09-13 06:49:22
中国铁路(2019年1期)2019-03-23 01:11:58
铸造设备与工艺(2016年5期)2016-11-26 06:24:30
中国资源综合利用(2016年5期)2016-02-03 02:56:20
中国资源综合利用(2016年4期)2016-01-22 08:27:20
大型铸锻件(2015年1期)2016-01-12 06:33:17
安徽冶金科技职业学院学报(2015年3期)2015-12-02 03:46:32
装备机械(2015年1期)2015-02-28 22:19:47
中南大学学报(自然科学版)(2014年7期)2014-04-01 00:58:32