单面焊对接环焊缝中由错边引起的根部超声回波特征
2021-04-21 04:07闫留青
无损检测 2021年4期
闫留青
(海洋石油工程股份有限公司,天津 300452)
海洋石油平台在建造过程中会使用大量杆弦拉筋和隔水套管等杆件,此种结构中所涉及的环焊缝往往要求使用规范API RP 2X进行100%的超声检测,以确定焊缝中有无缺陷。拉筋和隔水套管预制焊缝超声检测长度在整个平台结构的占比较大,约占平台超声检测长度的1/5。由于拉筋和隔水套管的管径较小(大部分管径不大于914 mm),杆件长度比较长(一般大于10 m)。这种类型的环焊缝焊接只能采用单面焊接的形式,先用气体保护焊或手工电弧焊进行根部打底,然后采用埋弧焊接的方法进行填充和盖面。
由于规范API SPEC 2B所允许的径向偏差(最大9.5 mm)和不圆度(最大12.7 mm)较大的特点,因此由错边引起的根部超声反射回波十分复杂。笔者详细分析了由错边引起的根部超声反射回波的几种常见类型。
1 错边引起的根部超声反射回波的几种常见类型
错边主要由管径不圆或焊缝两侧母材壁厚不相等引起,对于厚壁管,规范允许的不圆度的值比较大,进而会影响焊接管道的质量。在这种情况下, 管道焊接接头错边的现象就有可能发生。
由于环焊缝错边的严重程度是沿圆周变化的,因此错边引起的根部轮廓也是变化的。当横波声束入射到根部焊缝下表面时,有时会产生变型波,当变型波被仪器接收到时,有可能被误判为缺陷。笔者总结了几种常见的错边情形,并对其超声反射回波进行了分析。
1.1 正常错边
正常错边检测方法如图1所示,在检测过程中, 错边内表面低的一侧根部反射波幅比较高, 另一侧反射波幅有明显的不同或没有反射波,水平距离x1和x2的定位点相互交叉, 反射波在显示屏出现位置偏向焊缝中心线对侧。另外,反射波的波峰上有小峰, 探头左右移动时波幅的高度变化不大。包络波形范围较宽, 波形比较单一。

图1 正常错边检测方法
1.2 错边轮廓变型波
变型波的产生原理如图2所示,当横波声束入射到根部焊缝下表面,且根部焊缝下表面的形状使as小于钢的第三临界角33.2°时[1],焊缝中既会出现反射横波S′, 又会出现变型反射纵波L′。

图2 变型波的产生原理示意
在错边根部余高部位产生变型的纵波,大多数情况下并不能被仪器接收,只有当变型后的纵波能够原路返回根部余高部位,再经过一次波型转换后,变型的横波沿原路径返回,才能被仪器接收。变型纵波显示如图3所示。
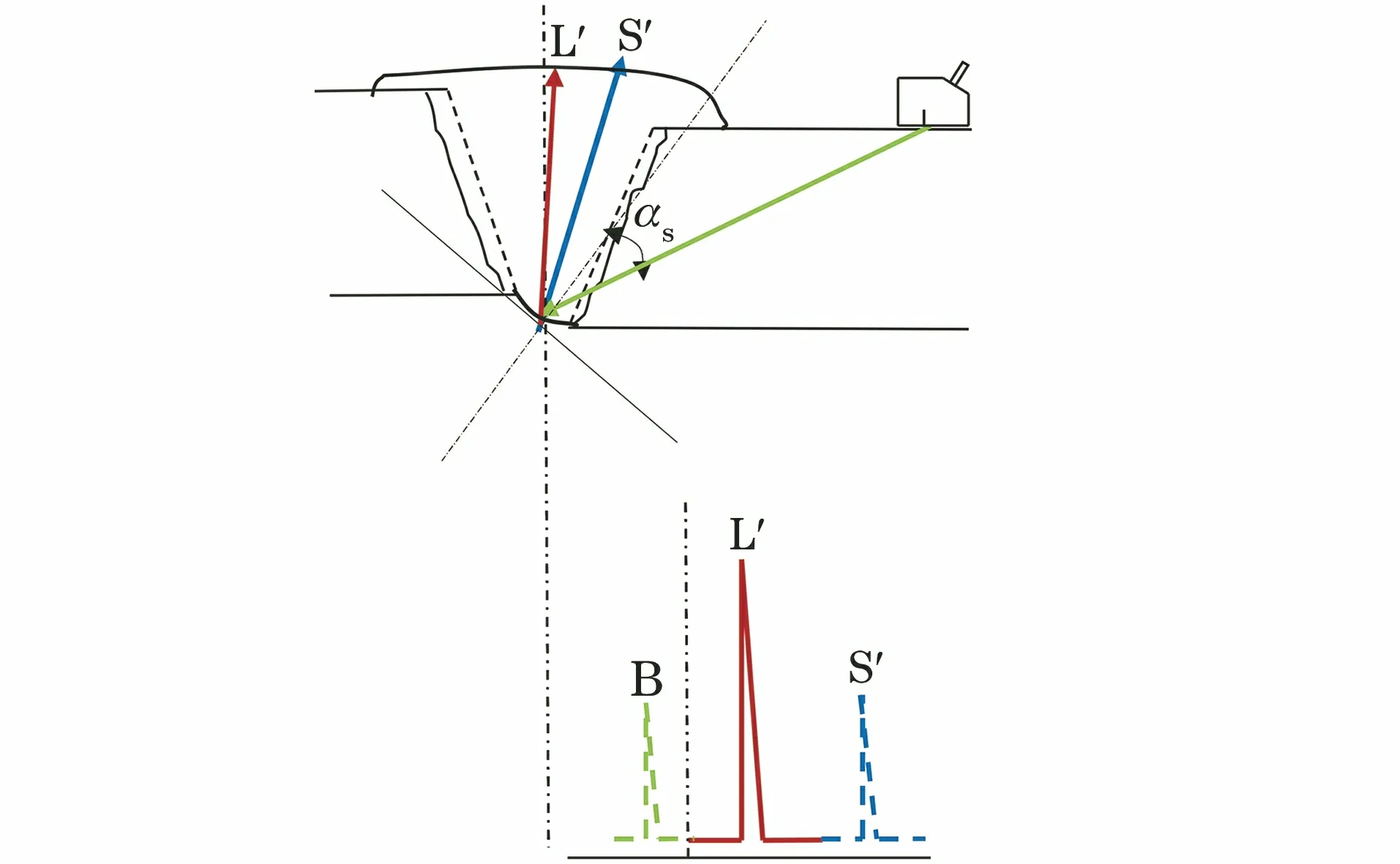
图3 变型纵波显示
1.3 直角顿边单边未熔合
直角顿边单边未熔合检测方法如图4所示,对于有直角端角的情形,应该避免用60°探头去评判。用45°的探头最好,灵敏度比较高。但有时焊缝盖面比较宽,影响了45°探头的使用,这时可以用70°探头替代。
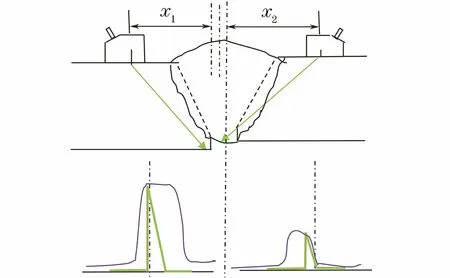
图4 直角顿边单边未熔合检测方法示意
直角顿边单边未熔合的检测方法为:焊缝一侧的波形单一, 反射波幅大, 探头平移时, 波形较稳定, 反射波动态包络面大且比较规范,转动或摆动探头时, 波形消失较快,深度定位等于母材厚度,具有端角反射的特征;在焊缝另一侧有反射波显示, 其水平x2定位位置过中心线偏对侧,深度定位略小于母材厚度,在根部一次波出现的位置偏左一些。
1.4 非直角顿边单边未熔合
当根部顿边不是按直角加工时,根部顿边未熔合产生的反射面就不会有端角反射,但顿边坡口面不和探头声束垂直,造成定位偏差。
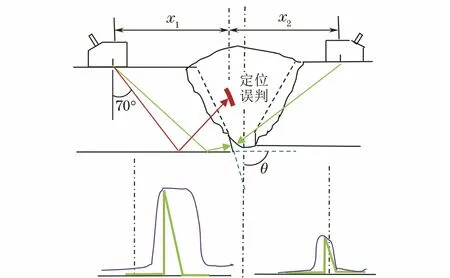
图5 非直角顿边单边未熔合引起的定位误判示意
非直角顿边单边未熔合引起的定位误判如图5所示,顿边与母材内表面的夹角θ=77°,用标称角度为70°的探头进行根部扫查,此时既没有端角反射,也没有主声束为70°的反射波,这时70°探头产生的上扩散某角度声束反而与顿边坡口面垂直,显示波幅较高。当此时的缺陷定位仍用70°计算时,就会造成定位偏差,把原本根部的不连续给错误定位在焊缝非根部区域,从而造成不连续的定位误判。
2 错边焊缝的超声检测注意事项
通过上述分析,对于错边焊缝的超声检测应该做好以下几点。
(1) 在焊接前,应了解焊缝组对情况,在错边严重区域做好相关记录(如:错边大小,根部间隙,根部顿边角度等参数),为后续的波形分析提供参考依据。
(2) 对超声检测过程中的错边轮廓变型波进行分析,可以较好地了解焊缝的根部成型情况(比如根部轮廓的走向,根部余高的大小等), 有助于根部缺陷的辨别。
(3) 对于直角顿边坡口焊缝的根部检测,可以用45°或70°角度探头扫查焊缝根部,通过观察有无端角反射波进行缺陷的辨别。
(4) 对于非直角顿边坡口焊缝的根部检验,可能不会有端角反射现象,但要注意顿边坡口面和探头声束的不垂直造成的定位偏差。
3 结语
海洋石油平台单面焊卷管焊缝的根部超声波回波类型十分复杂,对错边引起的根部超声反射回波进行分析,有助于根部缺陷的辨别,对于保障海洋石油平台钢结构的焊接质量具有重要意义。
猜你喜欢
矿产与地质(2022年2期)2022-09-06
数学大王·趣味逻辑(2022年8期)2022-07-10
装备维修技术(2021年47期)2021-07-12
无损检测(2021年6期)2021-07-01
装备维修技术(2021年46期)2021-03-07
综合智慧能源(2018年11期)2018-12-18
天然产物研究与开发(2018年9期)2018-10-08
小资CHIC!ELEGANCE(2018年24期)2018-08-13
网络空间安全(2016年3期)2016-06-15
陶瓷学报(2015年4期)2015-12-17