
气体超声速凝结与旋流分离研究进展
2021-04-20 10:30边江曹学文孙文娟杨文蒋文明
化工进展 2021年4期
边江,曹学文,孙文娟,杨文,蒋文明
(中国石油大学(华东)山东省油气储运安全重点实验室,山东青岛266580)
天然气是低碳、清洁一次能源,是国家能源结构向低碳化转型的主要方向。井场开采出的天然气通常含有过量的水分、重烃、酸性气体(CO2、H2S等)等杂质,这些杂质的存在对天然气输运与储存产生不利影响:水和重烃的凝结会增加管道流动阻力,增加输送能耗,甚至会造成管道堵塞;酸性气体与水共同作用会引发腐蚀问题,造成管道和设备损坏[1]。因此,在天然气输运与储存之前,必须采用合适的方法将其中杂质组分脱除。
超声速旋流分离技术是一种新兴的混合气体分离方法,其概念最早在1968 年由Garrett 等[2]提出。20 世纪末,俄罗斯ENGO 石油公司[3]与荷兰Shell 石油公司[4]将该技术引入天然气加工处理领域,结合气体动力学、工程热力学和流体力学的理论,将膨胀制冷、旋流式气/液分离、再压缩等处理过程集中在密闭紧凑装置中完成[5]。超声速旋流分离技术因具有结构紧凑、安全可靠、支持无人值守、节能环保等优势而被广泛关注,国内外众多学者针对超声速旋流分离装置内凝结相变、高速流动及旋流分离特性开展了大量的理论、数值模拟和实验研究工作。本文作者分析了不同的超声速旋流分离装置的原理及优缺点,系统概述了气体低温凝结理论研究现状以及超声速旋流分离技术的研究、应用现状和最新进展,并阐明了下一步的研究趋势,以促进该技术在天然气处理领域的发展和工业化应用。
1 超声速旋流分离装置
根据工作原理不同,超声速旋流分离装置主要有两类:一类是以Shell公司开发的“Twister Ⅰ”[6]为代表的超声速旋流分离装置,本文定义为先膨胀后旋流型分离装置(即旋流装置安装在Laval 喷管之后);另一类是以ENGO 公司开发的“3S”[7]和Shell公司开发的“Twister Ⅱ”[8]为代表的超声速旋流分离装置,本文定义为先旋流后膨胀型分离装置(即旋流装置安装在Laval 喷管之前)。这两种结构的超声速旋流分离装置都主要由Laval 喷管、旋流装置、超声速旋流分离段、扩压器等构件组成,但旋流装置的安装位置不同。
(1)先膨胀后旋流型分离装置
先膨胀后旋流型分离装置结构如图1所示。其工作原理为:①Laval 喷管将流体绝热膨胀至超声速,形成低温低压,使天然气中的重烃和水分开始凝结,出现液滴;②气液混合物经过超声速整流管后,在超声速翼的作用下形成强烈的旋流场,液滴在巨大离心力的作用下被抛至管壁,经分离口排出,实现气液分离;③干气居于主流中心,在激波的作用下,流体的速度由超声速变为亚声速,压力开始回升,从而达到压能恢复的目的。
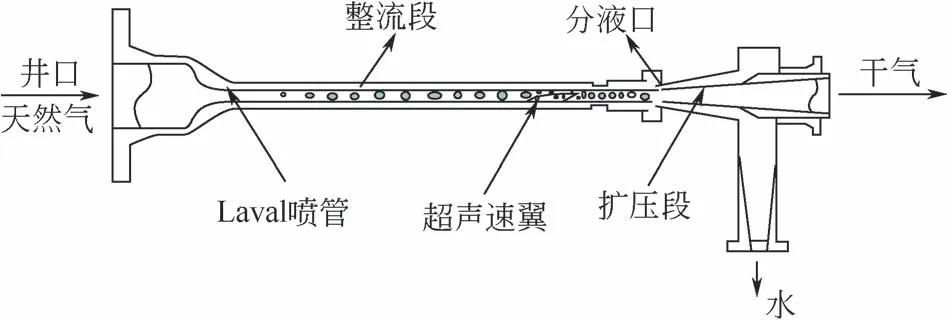
图1 “Twister Ⅰ”分离装置结构示意图
(2)先旋流后膨胀型分离装置
先旋流后膨胀型分离装置的两种典型结构分别如图2 和图3 所示,其中“3S”采用的是传统的Laval 喷管,“Twister II”采用的是带中心体的结构。其工作原理为:①流体在旋流装置的作用下以旋流的形式进入Laval喷管,由于喷管的收缩作用,切向速度逐渐变大,旋流得到加强;②强烈旋转的流体在喷管的作用下绝热膨胀至超声速,形成低温低压,使天然气中的重烃和水分开始凝结,出现液滴;同时,巨大的离心力将液滴抛至管壁,经分离口排出,实现气液分离;③由于同轴旋流,干气居于主流中心,在激波的作用下,流体的速度由超声速变为亚声速,压力开始回升,从而达到压能恢复的目的。
(3)两种分离装置的区别及优缺点
先膨胀后旋流与先旋流后膨胀这两种分离装置表面上是旋流装置的位置不同,但其实质是流体在超声速与亚声速状态下流动规律的本质区别。
对于先膨胀后旋流型分离装置来讲,在整流段内气流均匀流动,无明显激波存在;但在流体流经超声速翼时,由于流体的轴向速度向切向速度的转化发生在超声速条件下,翼段会产生明显的斜激波,且不易控制。目前的研究表明,将激波控制在超声速翼与扩压管之间时,先膨胀后旋流型分离装置能取得很好的旋流分离效果,但这将限制分离装置的压力恢复能力,增加能量损失。
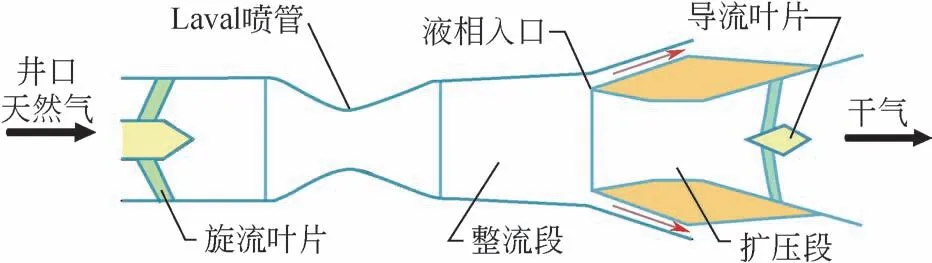
图2 “3S”分离装置结构示意图
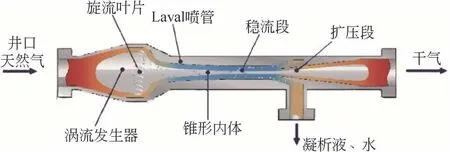
图3 “Twister II”分离装置结构示意图
先膨胀再旋流的优势在于:①膨胀效果好,由于在膨胀之前有稳定段使进入Laval 喷管的流体更均匀,所以经膨胀后流体的轴向速度更大、压力温度更低、气流更平稳;②在超声速翼之前的流动可以认为是近似一维流动,给模拟计算带来方便,同时凝结现象的研究也较后一种容易。不足之处主要有:①超声速翼以后容易出现激波,且不容易控制,造成较大的压力降;②在整流段中温度压力有所上升,蒸发作用加强,凝结效果减弱,分离效率降低。
对先旋流后膨胀型分离装置来说,旋流装置后不会产生斜激波;同时,在Laval 喷管的扩张段,流体是在旋流状态下膨胀至超声速,这种边旋流边凝结的过程可以有效地减小液滴再蒸发的影响,提高分离装置的分离效率。
先旋流再膨胀的优点是:①压力降减小,使其能在更低的入口压力下运行或者在相同的压力降下提高处理效果;②在凝结发生时就开始旋流分离而不是经过整流段再分离,从而使蒸发影响程度变小,提高分离效率。缺点是:①降低了膨胀效果,这是由于Laval 喷管的入口气流不均匀造成的;②由于液滴的凝结是在旋流场中进行的,凝结现象更加复杂。
2 气体超声速凝结理论研究现状
在超声速旋流分离装置中,气体在Laval 喷管内高速膨胀产生低温效应促使天然气中易凝组分发生自发凝结,是实现易凝组分脱除的前提条件,气体凝结广泛存在于超声速风洞、蒸汽透平等工程领域,受到国内外学者的广泛关注,其核心问题是凝结成核及液滴生长,属于多学科交叉问题,由于凝结相变机理复杂,众多学者开展了大量研究并提出了许多理论和半经验模型。
2.1 气体超声速凝结理论与模型
(1)气体成核凝结模型
1926 年,Volmer 与Weber[9]根据统计热力学(Bolzmann 分布规律)的理论基础,对成核过程中的反应率进行了推导,指出成核率是形成自由能的指数函数,使得自发成核突然出现的原因有了合理的解释,奠定了凝结理论的基础。随后,Becker和Döring[10]、Zeldovich[11]对Volmer-Weber 公式进行了修正和发展,推导了成核率的表达式,形成了经典成核理论(classical nucleation theory,CNT)。CNT是均质成核理论诞生以来研究和使用最为广泛的理论。
由于CNT 推导过程中存在较多假设,此后诸多学者从不同角度对其进行了修正,以期提高计算结 果 的 准 确 度。Lothe 和Pound[12]、Reiss 等[13-14]、Ruth 等[15]学者通过引入液滴的随机和自旋运动对CNT进行了修正,但Lothe和Pound[12]提出的修正模型预测的成核率比CNT 大17 个数量级,与实验偏差严重。尽管如此,该研究为CNT 的修正提供了新思路,Reiss等[13-14]提出成核率计算中采用实验表面张力代替平面表面张力,以此来考虑上述影响,计算结果与CNT相差较小。Ruth等[15]通过引入非线性项修正了Lothe-Pound 理论,但得出的结果与之前研究相似。随后,Girshick 和Chiu[16-17]对自由能计算公式进行了修正,提出了内部一致经典成核理论(internally consistent classical theory,ICCT)。Lamanna[18]在实验研究的基础上,提出利用经验系数对ICCT 进行修正,修正公式预测所得成核率数值与实验更为相符。
Dillmann和Meier[19-20]通过修正自由能障的计算公式对CNT进行了修正,模型中利用了Fisher提出的液滴模型,并考虑了各个自由度上的自由能。随后,Ford 等[21]、Laaksonen 等[22]、Kalikmanov 和van Dongen[23-24]、Kantrowitz[25]从不同角度对Dillmann-Meier 理论进行了修正。Ford 等[21]指出Dillmann-Meier 模型推导过程中的不一致性,通过化学势方程对其进行了修正,但修正后计算误差反而更大。Laaksonen 等[22]利用调整系数(τ) 对Dillmann-Meier 理论进行分析,当调整系数取为0 时,对某些物质预测数据与实验数据吻合较好。Kalikmanov和van Dongen[23-24]利 用 修 正 系 数(eθ) 代 替 原Dillmann-Meier公式中的调整系数(κi),对于非极性物质,相比于CNT 模型,该模型计算值与实验值吻合更好。Kantrowitz[25]提出采用非等温修正方法来修正成核率方程,考虑了成核过程中温差对能量传递的影响,在等温成核理论基础上推导了修正关系式。
国内,刘恒伟等[26]从水蒸气状态方程、表面张力计算方法等方面,推导了过饱和状态下临界液滴半径计算公式,对CNT模型进行了修正。杨文等[27]针对ICCT 模型未考虑真实气体效应及液滴半径对表面张力影响的缺点,对模型进行了修正,利用实验数据对修正模型的准确性及适用性进行了验证。结果表明,同时考虑真实气体效应及液滴半径对表面张力的影响时,醇类、烃类气体成核率计算结果偏差较大,只考虑真实气体效应的修正模型取得了较好的预测效果。张国杰[28]通过数值计算,发现由Kantrowitz 修正的成核模型计算结果与实验数据仍存在较大误差,为提高计算精度,对该模型进行了进一步修正。
(2)液滴生长模型
凝结核心形成以后,凝结相便进入液滴生长阶段。Oswatitsch[29]推导了液滴生长率计算公式,并结合Becker-Döring 成核率公式对Laval 喷管内气体自发凝结一维流动过程开展了数值计算。Gyarmathy[30]建立了纯蒸汽中液滴生长率公式,考虑了毛细效应,对于连续流、过渡流、自由分子流均适用。之后,Gyarmathy[31]在考虑气液两相间传热、传质及动量交换的基础上,结合前期所建立的液滴生长率公式,将其推广至任意Knudsen 数(Kn)范围的凝结流动中。Young[32-33]从Langmuir理论出发,提出了在所有Kn范围内适用的纯蒸汽和蒸汽-惰性气体的液滴生长模型。Senoo 和Shikano[34]对Young 的液滴生长模型进行了合理简化,并对透平蒸汽凝结流动进行了数值模拟和实验研究。韩中合等[35]基于传热传质平衡耦合求解方法提出了一种热质平衡耦合水滴生长修正模型,将该模型计算结果与常用的几种液滴生长模型进行了对比,结果显示在整个Kn数变化范围内,该模型表现良好,尤其在过渡区具有很高的精确性。
(3)模型的比选
典型的自发成核模型形式及特点如表1 所示。Rudek 等[36]利用扩散云室测量了多种烷烃的均质成核率,将实验数据与ICCT、Dillmann-Meier、Kalikmanov-van Dongen 等理论预测值进行对比,在依赖过饱和度的成核率预测上均取得了较好效果。Luijten等[37]采用实验数据对CNT、ICCT等模型预测结果进行了比较,发现在水蒸气-氦气实验中ICCT 取得了较好的预测效果,其在计算过程中的表面张力采用的是基于实验表面张力的线性拟合公式。程万[38]对包括CNT、Lamanna修正的ICCT等典型的成核率计算公式进行了对比,发现Lamanna修正的ICCT 等模型均能给出比CNT 略好的结果,其在后续讨论中使用了修正的ICCT模型。综合分析,Lamanna 修正的ICCT 模型计算精度较高,且应用温度范围和蒸气种类较广,适用于高压多元体系成核过程,本文推荐使用该模型进行成核率的计算。
典型的液滴生长模型形式及特点如表2 所示。Peeter 等[39]利用激波管测试了水蒸气及正戊醇在氮气、氦气中的液滴生长数据,并与Gyarmathy 和Young 公式预测结果进行了对比,发现Gyarmathy模型在Kn>0.1时与实验生长曲线更为吻合,Young模型在Kn<0.02 时能取得较好效果。综合分析,Gyarmathy 完善后的液滴生长模型适用于自由分子流、过渡生长区及连续流液滴生长过程,在应用中取得了较好的计算效果,且形式较为简单,本文推荐使用该模型进行液滴生长率的计算。
2.2 超声速喷管内流动与凝结机理
(1)实验研究
对于气体自发凝结特性的研究,可采用膨胀云室、扩散云室、喷管、激波管等实验装置,其中,由于Laval喷管能产生稳定无凝结核心的过冷蒸汽,且便于观察和测量,被广泛用于气体自发凝结流动的研究中。20 世纪30 年代,Yellott[40]、Prandtl[41]在实验中分别观测到了Wilson 点、“X-Shock”激波现象(图4),这些发现对高速流体自发凝结具有重要意义。Moses和Stein[42]在Laval喷管内水蒸气自发凝结实验中捕捉到了凝结冲波现象,这一结果在数学模型的验证中被广为应用。
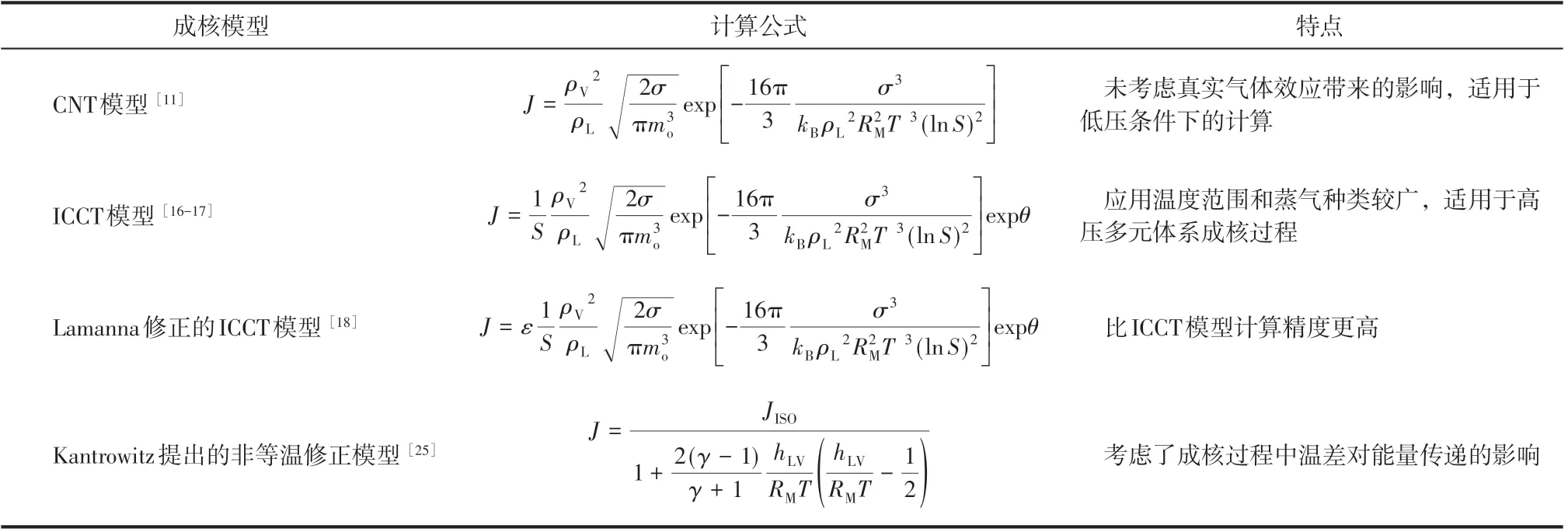
表1 典型的自发成核模型
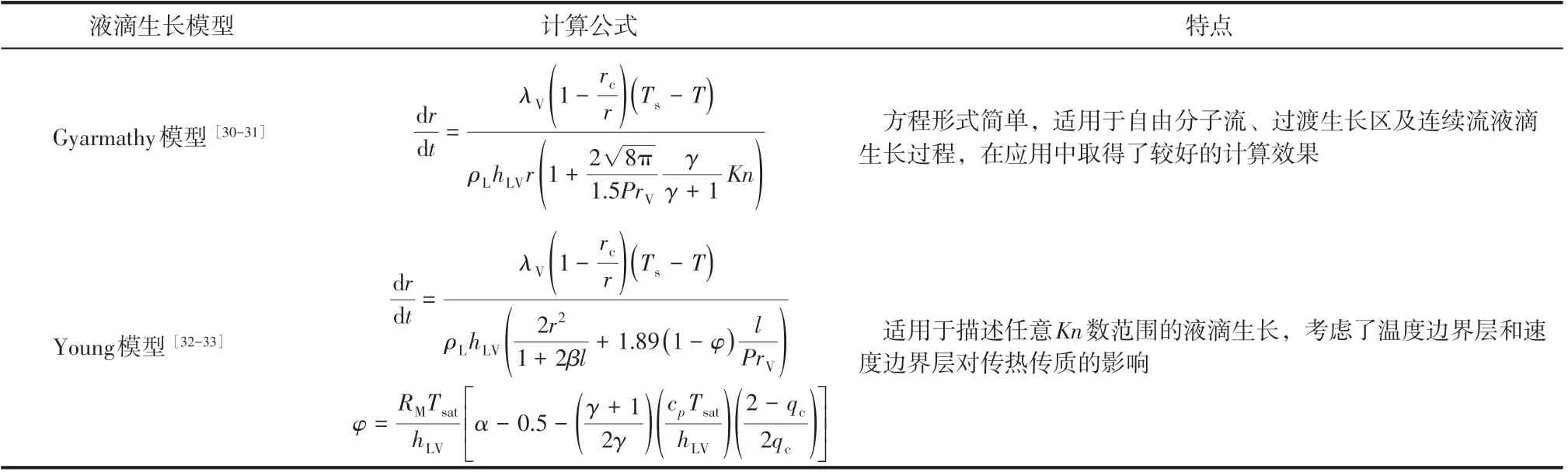
表2 典型的液滴生长模型

图4 喷管内气体凝结过程中的“X-Shock”激波现象[41]

图5 气体超声速凝结实验流程[46]
凝结参数的实验测量也是高速膨胀自发凝结流动研究的重要途径,国内外学者采用众多测试技术和实验装置开展了大量气体自发凝结实验研究。光学测量技术可实现非接触测量和实时测量,结构简单,易于设计为较小尺寸,因此在凝结实验研究中备受青睐。美国俄亥俄州立大学(The Ohio State University)Wyslouzil 教授课题组[43-48]针对喷管内多种蒸气的凝结特性开展了大量实验研究(实验流程如图5 所示),利用光散射法、小角度中子散射法(small angle neutron scattering,SANS)、小角度X射线散射法(small angle X-ray scattering,SAXS)、可调谐二极管激光吸收光谱法等测试技术对高速流动条件下气体凝结参数进行了测量。在美国阿贡国家实验室基于压力跟踪测量和SAXS对重水和壬烷蒸气在喷管内凝结流动特性进行了研究,测量了凝结液滴尺寸和数目,发现当壬烷和重水同时凝结时,虽然在成核过程中重水起主导作用,但壬烷的存在抑制了重水的凝结[46]。采用SAXS 测试手段对超声速喷管内醇类和烃类凝结特性进行了研究,在实验研究的基础上,提出了以温度和过饱和度为函数的成核率公式[47-48]。实验精度方面,SANS 测试方法不确定度为50%,液滴数目测试结果与CNT预测结果误差在2个数量级左右,测试结果大于预测结果;2013年与2010年采用SAXS方法对烃类凝结参数测量进行了测量,两次实验结果较好吻合,说明了SAXS测试方法的重复性较好;同时,针对重水凝结参数的测量,SAXS方法测试结果与SANS方法测试结果吻合较好,略低于SANS方法测试结果,也取得了较好的预测结果[46-48]。Lamanna 等[18]也建立了用于凝结参数测量的光学测试系统(测量原理见图6),通过测量密度、压力、液滴尺寸和自激振荡频率等参数研究了氮气和空气-水二元混合物超声速凝结过程。
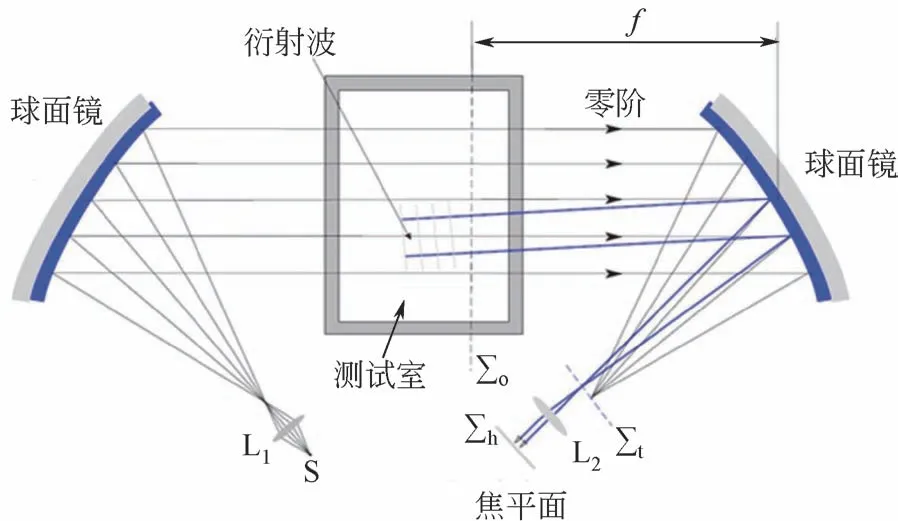
图6 凝结参数光学测试系统测量原理[18]
国内,西安交通大学涡轮机教研室[49]建造了第一台研究水蒸气自发凝结的Laval 喷管实验装置,为便于加工、安装和测试,实验喷管截面呈矩形,采用与厦门大学合作开发的基于消光法原理的水蒸气湿度光学测量仪,测量了超声速膨胀过程中的Wilson点、液滴生长后期的平均尺寸和湿度。上海理工大学蔡小舒教授课题组从事微小颗粒尺寸测量技术研究多年,针对湿蒸汽两相流动、汽轮机中高速流动水滴尺寸等的测量提出了基于全散射法(消光法)原理的测试技术[50]。蒋文明[51]、杨文[52]均采用基于消光法原理的测试系统对喷管内湿空气凝结参数进行了测量,取得了较好的测试结果,液滴数目偏差在2个数量级左右。Wölk和Strey[53]利用光散射法,对成核脉冲室(nucleation pulse chamber,NPC)内水和重水在氩气中的均质成核过程进行了研究,通过与其他测试技术测量结果对比发现偏差在2 个数量级以内,重复性误差仅为±15%。荷兰埃因霍芬理工大学(Eindhoven University of Technology)van Dongen教授课题组[54-57]利用改进的激波管、膨胀云室对气体凝结过程进行了广泛研究,实验中采用散射法和消光法测量凝结液滴尺寸和数目;Luijten[55]对不同混合比例下惰性气体-可凝气体混合物凝结特性进行了实验研究,采用CNT和Kalikmanov-van Dongen 成核理论,证明在惰性气体不会溶解到液相的前提下,其理论公式就可用于描述多组分成核及液滴生长过程;Peeters 等[56-57]对甲烷-水蒸气、甲烷-壬烷、甲烷-水蒸气-壬烷混合物的成核与液滴生长过程进行了比较研究,讨论了惰性气体对成核的影响和甲烷-水蒸气-壬烷混合物中非均质成核的可能性。研究发现,在成核阶段,由于水和壬烷宏观特性是互不相溶的,水蒸气和壬烷蒸气无法共同形成一种凝结核,液滴生长过程中,过饱和水蒸气在壬烷液滴表面不会凝结,而过饱和壬烷蒸气在水滴表面会发生凝结,这一结论与Wagner和Strey[58]的研究结果一致。
从实验测试手段来看,气体凝结参数测试较好的方法包括消光法、SANS 及SAXS 等,这几种测试方法液滴数目测试结果偏差均在2 个数量级左右,且具有较好的重复性。同时鉴于消光法较SANS、SAXS更易实现,被国内外学者普遍采用。
(2)数值计算
Oswatitsch[29]最早耦合了气体凝结过程与超声速流动过程,计算了喷管内凝结对流场参数的影响。Hill[59]对喷管内水蒸气凝结流动过程开展了模拟研究,通过与已有的实验数据对比发现使用不依赖于曲率的液滴表面张力计算公式时,模拟结果与实验数据吻合更好。国内学者俞茂铮等[60]、黄跃等[61]、韩中合等[62]分别从非定常凝结、壁面摩擦、喷管膨胀率等方面对湿蒸汽超声速两相流动开展了系列研究。
由于高速膨胀凝结流动过程的复杂性,一维模拟无法解决复杂的流场问题,需开展自发凝结两相流动的二维、三维模拟。Matsuo等[63]考虑黏性的影响建立了湿空气自发凝结二维欧拉-欧拉模型,研究了喷管边界层内的自发凝结情况。Simpson 和White[64]建立了描述喷管内湿蒸汽非平衡凝结流动的二维模型,研究了边界层对凝结流动参数的影响。对于存在非平衡凝结的两相流动,Gerber 和Kermani[65-66]提出了欧拉-欧拉模型和欧拉-拉格朗日模型,探讨了模型建立过程中考虑的因素及求解方法,研究了喷管内能量损失过程,认为能量损失主要由凝结冲波引起。林智荣和袁新[67]在欧拉坐标系下建立了存在自发凝结的两相流动数值模型,利用该模型对Laval 喷管内湿蒸汽自发凝结流动进行了模拟研究。王美利[68]采用数值方法对水蒸气高速膨胀流动过程中的凝结现象进行了研究,探讨了凝结过程与流场的相互作用机制。杨勇[69]建立了欧拉形式的存在自发凝结的气液两相流动模型,分析了水蒸气超声速流动过程中的非平衡相变、凝结激波现象。
许多学者还针对多元混合气体的凝结开展了数值研究,蒋文明等[70]对甲烷-水蒸气-壬烷三组分混合物在超声速喷管中的凝结过程进行了模拟研究,在Peeters等[56-57]研究基础上,通过对实际凝结过程进行简化,分别根据水蒸气和壬烷蒸气的物理性质,对两种易凝组分的混合凝结过程分层描述(实际凝结过程和简化模型分别如图7和图8所示),即每一层中只有一种组分发生凝结,研究发现,水蒸气自发凝结发生较早,形成的水滴充当了壬烷蒸气的凝结核心,促使壬烷蒸气在较小过冷度下即发生凝结现象,水蒸气的存在一定意义上促进了壬烷蒸气的凝结。费继友等[71]建立了含水蒸气和正壬烷气体的天然气凝结流动数值模型,初步研究了水蒸气和正壬烷气体在喷管流动过程中的凝结特性。研究发现,水蒸气和正壬烷气体凝结过程中的相互影响使得两者过冷度分布梯度均减小,两者的凝结强度均降低;但研究中仅考虑了一种组分的凝结放热改变流场中的温度分布对另一种组分凝结过程的影响,并未考虑一种组分凝结形成凝结核心对另一种组分凝结的影响。曹学文等[72]研究了空气-水-乙醇三组分(双可凝)气体超声速凝结特性,通过与空气+水双组分(单可凝)气体对比,发现三组分气体中两种可凝气体的凝结过程是相互促进的,相同入口条件下双组分和三组分气体的最大成核率分别为9.46×1026m-3/s、2.57×1027m-3/s。
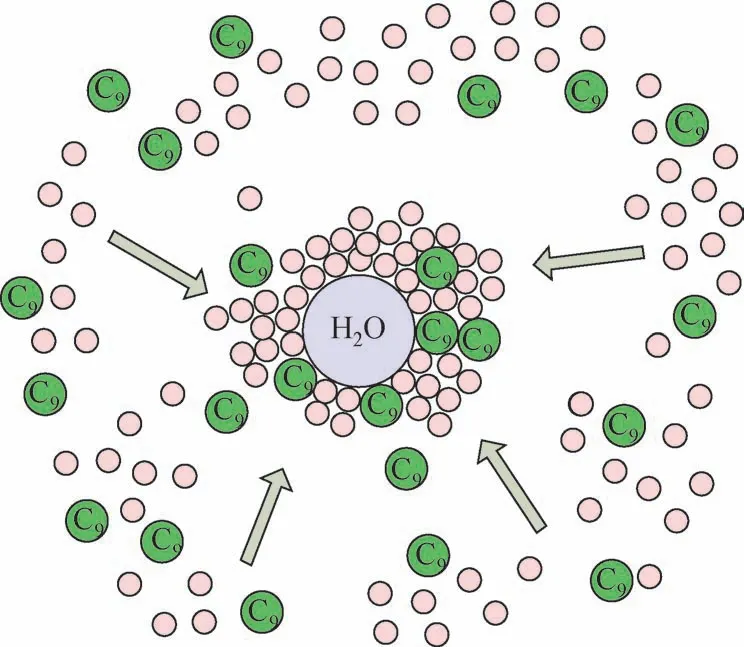
图7 水蒸气-壬烷混合物的实际凝结过程[70]
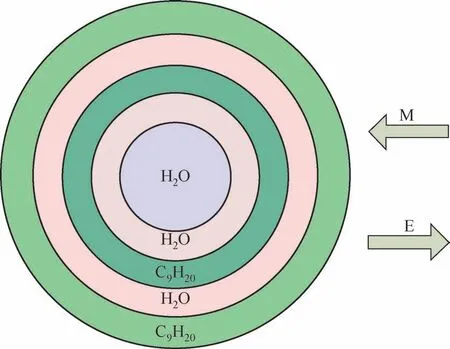
图8 简化的水蒸气-壬烷混合物凝结模型[70]
综上,目前关于高速膨胀过程中易凝气体凝结特性所开展的研究,在理论研究、数值模型的建立、实验平台的搭建、测试手段的选取等方面对于气体凝结研究具有很高的参考价值。但同时发现,当前针对喷管内气体凝结研究多以湿蒸汽、醇类气体为介质,尚缺乏对于酸性组分(H2S、CO2)及烷烃组分等凝结特性的研究,且研究多是针对单、双可凝组分开展,在多元混合系统中不同可冷凝组分之间的相互作用以及外部杂质对凝结和流动过程的影响仍不清楚。
3 超声速旋流分离技术研究进展
易凝气体在喷管内高速膨胀发生凝结形成液滴以后,会以弥散相的形式存在于超声速气液两相流场中,需通过旋流装置产生一定的旋流强度将凝结液滴分离出来,从而实现混合天然气中杂质气体的脱除。国内外学者针对超声速旋流分离装置内部复杂的流场规律和分离机理开展了大量模拟与实验研究,并在不同场合进行了现场应用,取得了良好的效果。
3.1 超声速旋流分离数值模拟
为提高Twister 的分离性能,Shell 公司开发了计算流体力学(computational fluid dynamics,CFD)程序,可对分离装置内部流场进行准确的数值模拟[73]。Jassim 等[74-75]对分离装置的高压天然气气相流动特性进行了数值模拟研究,获得了真实气体和喷管几何结构对超声速流场的影响规律。Karimi等[76]通过数值模拟预测分离装置内部流场特性参数,例如压力、温度、露点等。Malyshkina[77]利用欧拉二维模型对先旋流后膨胀型分离装置内部天然气的旋流特性进行了数值模拟研究,阐述了气动激波对超声速流场的影响规律,分析了不同气流马赫数和温度对天然气的凝结量、凝结组分和压力恢复能力的影响。Vaziri 等[78]探究了入口流体速度的轴向、角度和径向速度分量的最佳值,通过一系列结构优化后分离装置最大离心加速度可达606294g(g为重力加速度)。
国内,杨志毅[79]比较全面地论述了先膨胀后旋流型分离装置的基础理论,对气体在喷管中的流动规律进行了研究,分析了Laval 喷管和扩压器的设计方法。刘恒伟[80]建立了超声速旋流脱水装置内部一维稳态绝热流动的理论模型,求解得出了装置内部各参数的理论分析解。在结构设计方面,鲍玲玲等[81]提出了一种再循环超声速旋流分离装置,数值模拟研究表明,该设计可将分离装置内的激波后移至扩压段,有效地减少了流动压力损失,提高了装置的脱水性能和效率。王治红等[82]针对再循环腔的进口位置进行了模拟研究,结果表明,进口位置在喷管出口时分离装置内部流场稳定性较好。刘兴伟[83]针对新结构建立了三维数值计算模型,并结合可实现k-ε湍流模型对先旋流后膨胀型分离装置内部流场进行模拟,研究了旋流器对分离装置内部流场的影响规律。结果表明:激波极易发生在旋流器之前,致使低温段较短,制冷不充分且使旋流器处于亚声速状态,降低旋流强度,影响离心分离效果。曹学文[84]对喷管内气体流动特性、超声速翼段旋流特性进行了模拟研究,建立了超声速凝结相变模型,对天然气中水蒸气的凝结过程进行了数值模拟研究,采用离散颗粒模型(discrete particle model,DPM)研究了液滴在旋流场内的运动轨迹,分析了不同粒径液滴在分离装置内的停留时间。在旋流后置型超声速分离装置中,激波的存在容易破坏制冷环境,导致已凝结液滴二次蒸发。针对这一问题,Bian 等[85]对超声速分离器进行了结构改进,通过减小Laval 喷管膨胀角,延长膨胀段的长度,并用新设计的膨胀扩压段代替了原有分离器的膨胀段和直管段。结果表明,改进后的分离器具有良好的制冷和离心分离能力,同时大大减小了激波的影响,计算表明:当入口压力6MPa、压损比为47.5%时,激波现象发生在距离分离器入口460mm处,获得最低静温184.31K,最大旋流加速度328245g。
针对先旋流后膨胀型分离装置,马庆芬[86]对超声速旋流分离装置内的旋转超声速凝结流动特性进行了模拟研究,分析了凝结和流动参数的分布规律及壁面边界层的影响。文闯等[87]采用DPM 模型对先旋流后膨胀型分离装置内颗粒运动轨迹进行了模拟计算。结果表明:当液滴直径大于0.7μm时,分离效率可达80%以上;分离效率随着旋流分离段长度的增加而升高,当长径比达到10 时,分离效率达到95.6%。上述基于DPM模型的模拟计算虽然可以获得液滴的轨迹和气液分离效率等信息,但对液滴形状、表面张力等参数以及分离装置壁面条件作了很多假设和简化,同时忽略了液滴的聚结和碰撞,因此模拟精度有待进一步验证。王荧光[88]采用Fortran 语言编制了喷管内流体流动参数和旋流器型面方程计算程序,在Visual Studio2017 开发环境下采用C语言编制了喷管型面设计程序,提高了分离装置的设计计算和选型效率。
典型的超声速分离数值模拟研究如表3所示。
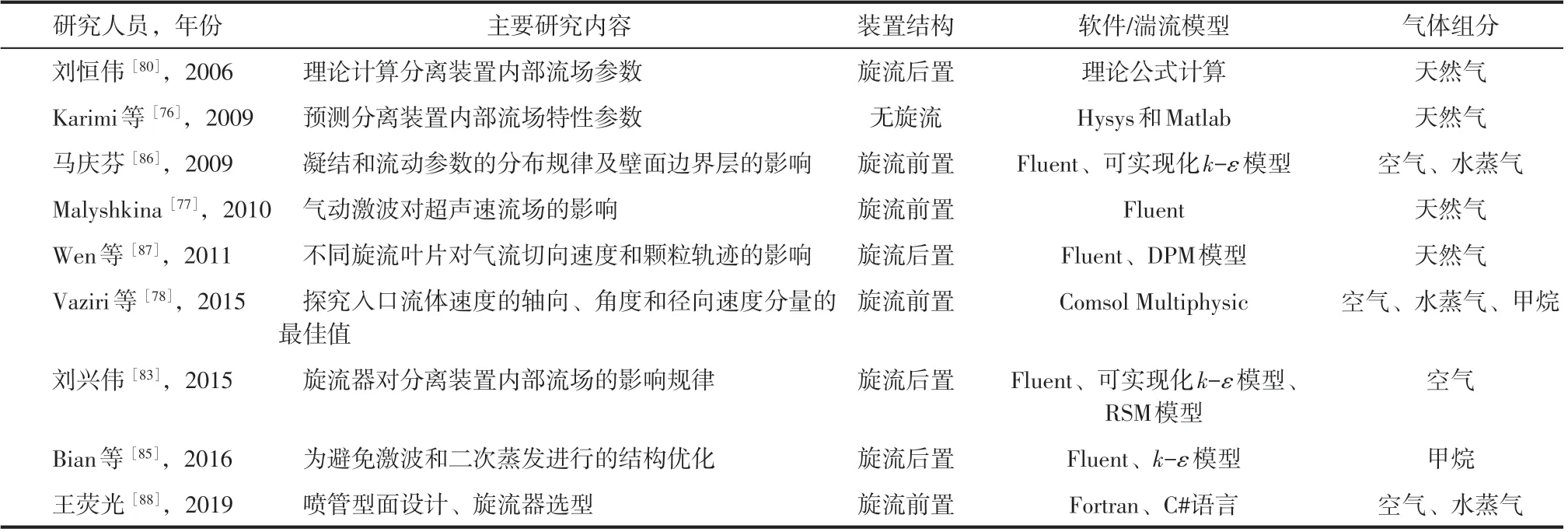
表3 典型的超声速分离数值模拟研究汇总
3.2 超声速旋流分离实验
国内外学者在前人凝结理论与数值模拟基础上开展了较多的实验研究工作,针对先旋流后膨胀型分离装置,Niknam 等[89]设计了一套先旋流后膨胀型分离装置并开展了低压脱水实验,研究发现,将出口与入口压力比从0.8降低到0.6,可使脱水效率提高约5%。马庆芬等[86,90]设计了一种锥芯超声速旋流分离装置,给出了旋流发生器的详细设计方法,并对不同结构的Laval 喷管进行了结构优化设计研究,该装置与“Twister Ⅱ”分离装置类似,但中心体设计为锥芯,加工难度大为减小。王荧光[88]在马庆芬等设计的实验流程和分离装置结构基础上,实验研究了导叶角、回流插入深度、回流管直径、排液结构等结构参数对脱水性能的影响。文闯[91]设计了含中心体超声速旋流分离装置,以湿空气为介质对分离装置的脱水效果进行了测试,实验流程如图9 所示,分离装置干气出口水露点最低可达-2.8℃,露点降最大为34.9℃,脱水效果较佳。
先膨胀后旋流型分离装置的研究以北京工业大学刘中良教授为代表,其博士生刘恒伟等[80,92]分别给出了低压和高压条件下Laval 喷管喉部的设计方法,开发出先膨胀后旋流型分离装置的设计软件,设计研发了3种不同结构的旋流器,并进行了结构优化研究,以湿空气为介质开展了相应的室内实验。结果表明,压损比、流量以及分离装置的尺寸和结构是影响分离效率的重要因素;鲍玲玲[93]针对一套湿气再循环分离装置开展了实验研究,发现相比已研发的超声速分离装置,在相同压损比下再循环分离装置可以获得更高的露点降,说明此装置具有更好的除湿分离性能;刘兴伟[83]系统研究了先旋流后膨胀型分离装置内压损比对露点降、脱水量的影响规律。结果表明:在给定入口温度下,随着压损比的增大,分离装置的露点降也增大,当压损比为72.6%时,可以获得高达22℃的露点降。
典型的超声速分离实验研究如表4所示。
3.3 超声速旋流分离技术现场试验及应用
Shell 公司于1998 年和1999 年分别在荷兰Zuiderveen和Barendrecht 开展了现场试验。Shell石油公司与Beacon 公司于2000 年联合成立了Twister BV公司,同年,在尼日利亚的“Twister I”试验装置运行,该装置可将进口20℃的天然气水露点降至-2~-9℃,达到管线外输要求。“Twister I”装置无转动部件,无需乙二醇注入及再生系统,具有简单可靠、支持无人值守等优点,可节约投资及操作费用10%~25%。2003 年,在马来西亚B11 海上处理平台上首次实现了商业应用,该平台上安装了两套“Twister I”天然气脱水系统,以解决海管腐蚀和水合物冻堵问题,实践证明,该系统运行稳定,应用效果良好。2005年,在荷兰Gasunie 试验场对“Twister Ⅱ”型超声速旋流分离装置进行了测试研究,结果表明,“Twister Ⅱ”运行稳定可靠,且压力降更低,可低至25%(“Twister I”为33%),液体分离效率超过90%。2009年,“Twister Ⅱ”在尼日利亚Okoloma 陆上天然气处理厂进行了商业使用[94]。
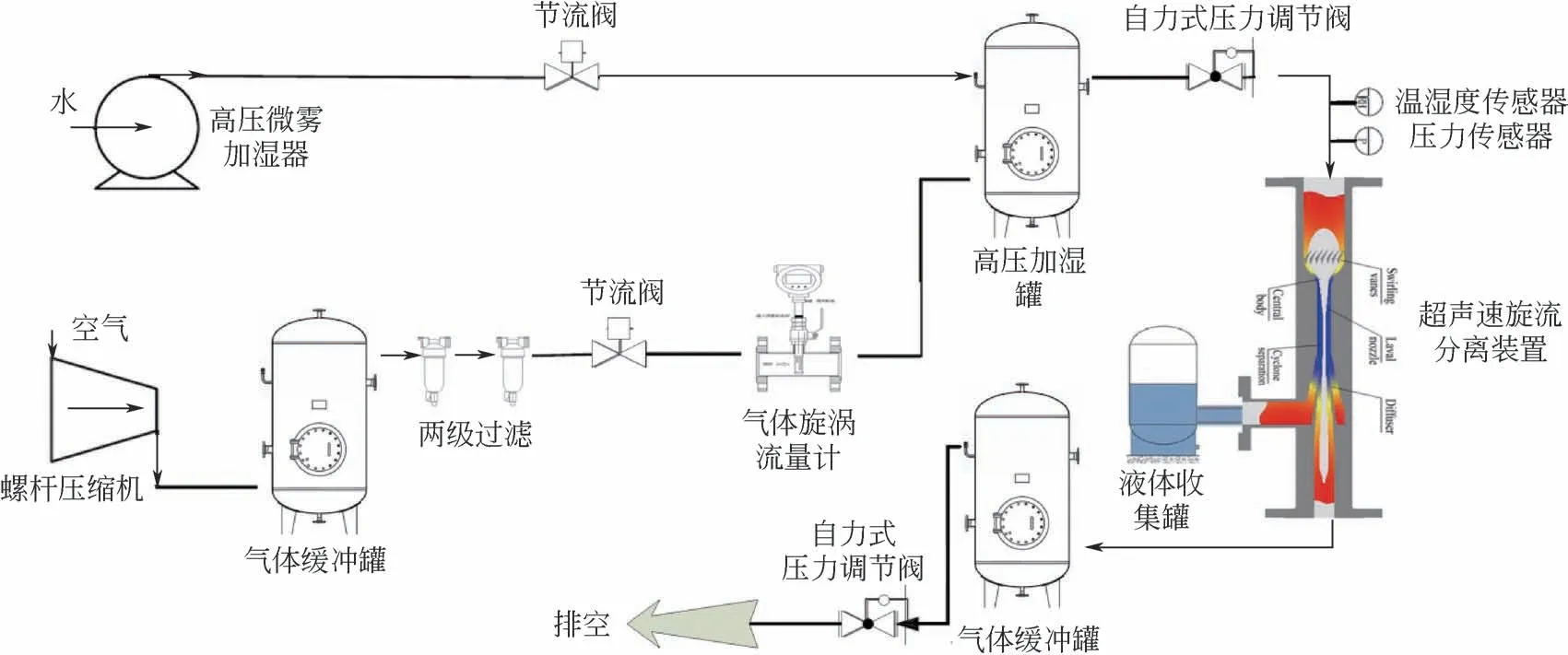
图9 气体超声速旋流分离实验流程[91]

表4 典型的超声速分离实验研究汇总
ENGO石油公司开发了“3S”超声速旋流分离装置,该公司旗下TransLang 科技有限公司从1996年开始在莫斯科建立“3S”试验装置,天然气处理量1.5~2.5kg/s,压力可达15MPa,初始温度-60~20℃,工作台配备有特殊装置,可在“3S”入口达到指定的气体混合物配比,在不同温度、压力和气体组成条件下,对“3S”装置进行了超过400次的测试,在大量试验数据的基础上验证了“3S”装置的可行性。随后,在加拿大卡尔加里建设了天然气处理量高达12kg/s、入口压力50~70atm的工业试验装置。2004 年,第一套“3S”工业装置在俄罗斯西伯利亚一座天然气处理量超过4×108m3/a 的天然气处理厂的低温系统中成功运行,完成了从试验研究到工业化应用的全过程[7]。
国内方面,2006年,曹学文[84]在优化喷管型面和超声速翼设计的基础上研制了先膨胀后旋流型分离装置,在中原油田白庙气田开展了现场试验,通过分离装置后天然气水露点可由25℃降至-7℃,满足管线外输标准。2008年,蒋文明等[95]在胜利油田海五联合站开展了现场试验,中试结果表明,装置脱水和轻烃回收效果良好,进出口天然气露点降可达37℃,系统产液量可达40mL/m3,对其工业化可行性进行了验证。2011 年,国内引进了“3S”超声速旋流分离装置,在塔里木油田牙哈作业区凝析气处理厂获得成功应用,运行期间,“3S”装置无异常振动和噪声,运行平稳、可靠[96]。
3.4 超声速旋流分离技术应用创新
近年来,国内学者不断丰富和创新超声速分离技术的应用场合。荷兰埃因霍芬理工大学的Willems[97]和Kroes[98]提出了用于天然气脱CO2的凝结旋流分离(condensed rotational separation,CRS)技术,其流程如图10 所示。该技术首先利用换热器和膨胀机使富含CO2的天然气降温,促使其中的CO2发生凝结相变产生液滴,夹杂大量CO2液滴的气液混合物进入旋流粒子分离装置(rotating particle separator,RPS),在旋流粒子分离装置的微通道内利用高速旋转产生的离心力实现凝结液滴的分离,液体CO2经泵加压后外输,净化后天然气经压缩机加压后进入下游流程。虽然在原理上凝结旋流分离技术与超声速旋流分离技术相似,都是膨胀降温、旋流式气液分离、再压缩等处理过程的结合,但采用的膨胀降温设备、旋流分离装置及再压缩装置均有所不同,且超声速旋流分离技术将以上三个处理过程集中在一个密闭紧凑的装置中完成,在节能环保、降低投资方面更具优势。
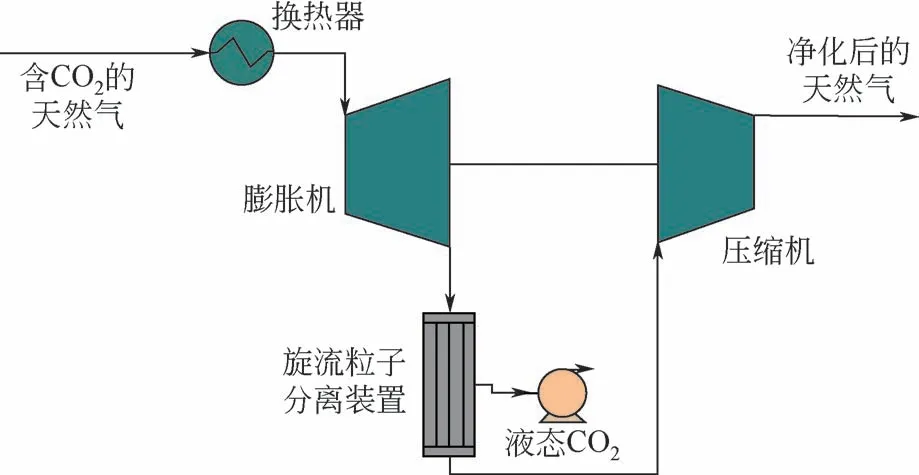
图10 凝结旋流分离技术流程示意[98]
Samawe 等[99]依据超声速旋流分离原理设计了一个由混输泵、气液分离装置、传热器等组成的多相流环道,对超声速旋流分离脱二氧化碳的可行性进行了初步探讨。实验结果表明,该装置可对CO2实现一定程度的脱除,出入口气体中CO2摩尔分数差为2.1%,CH4摩尔分数则由29.2%提高到31.4%,分离容器中的液体表明CO2是以液相的形式实现分离。2014 年,ENGO 公司在其位于Moscow 的实验室中进行了“3S”装置脱CO2实验,实验以CH4和CO2混合气体为介质,为将天然气中CO2含量降至4%以下,入口温度需降至-60℃以下。实验结果表明,“3S”装置可实现CO2的有效脱除且在超声速旋流分离装置的喷管内没有发生结晶过程,CO2是以过冷液滴的形式实现分离[100]。
国内,孙文娟[101]通过Fluent 软件探讨了CO2在Laval 喷管内自发凝结的可行性,气体在喷管内高速膨胀产生的低温效应可促使CO2气体发生自发凝结现象,凝结核在短距离内急剧产生,成核过程结束后由于气体仍处于过冷状态,更多的酸性组分在凝结核心表面继续凝结,液滴继续生长,气相中的CO2含量随之降低,在入口压力6MPa、温度293.15K、CO2摩尔分数10%工况下,出口气相中CO2摩尔分数最低可降至1.70%,大部分的酸性组分可以在超声速喷管中冷凝出来。
杨文等[102]采用Fluent软件结合UDF程序研究了甲烷气体在Laval 喷管内的流动过程,分析了喷管内天然气液化的可行性。研究结果表明,改变Laval 喷管入口参数,出口天然气液化率均小于10%,液化效率较低。边江等[103-105]对甲烷-乙烷混合物在喷管内的自发凝结过程进行了数值模拟,分析了入口压力、温度等参数对混合物凝结特性的影响,并明确了甲烷-乙烷混合物的超声速凝结机理,将其凝结与液滴生长过程分为4 个主要阶段:在第一阶段,乙烷气体率先发生自发凝结,部分乙烷蒸气分子达到临界半径,产生凝结核心,其余的乙烷蒸气在这些核心表面不断凝结;在第二阶段,随着过冷度的增大,出现了部分甲烷蒸气,此时,甲烷蒸气还不足以形成凝结核心,与乙烷蒸气分子一起聚集在乙烷凝结核心上发生生长;在第三阶段,混合气体中乙烷由于大量凝结,其分压急剧下降,不再产生新的乙烷蒸气,而甲烷蒸气数量急剧增加,更多的甲烷蒸气聚集在乙烷核心表面凝结;在第四阶段,随着过冷度的进一步增大与乙烷的迅速凝结,甲烷蒸气分子在数量上占据绝大优势,开始产生甲烷凝结核心,甲烷蒸气分子开始在甲烷凝结核心上发生凝结。
综上,大量室内实验、现场试验及现场应用均表明超声速旋流分离装置具有结构紧凑轻巧、节能环保、安全可靠等优点,尤其适合应用于空间宝贵的海上平台,在天然气脱水、脱重烃等领域取得了较好的应用效果,应用场合不断丰富,但同时发现在分离装置内存在激波问题带来的二次蒸发与能量损失较大等问题。此外,天然气超声速凝结与液化效率较低,限制了该技术在天然气液化领域的应用。
4 结语
多过程的有机结合使得超声速旋流分离技术具有常规天然气处理工艺无法比拟的优势,在天然气处理中取得了良好的效果,同时该技术的应用不断趋于多元化,从传统的脱水、脱重烃逐渐向脱酸气和天然气液化领域拓展,应用前景广阔,但超声速旋流流动中涉及多个学科的复杂相变行为及凝结与流场的相互作用使得研究工作存在较大难度,未来针对该技术的研究可以从以下几方面开展。
(1)明确多组分混合物凝结过程的交互作用机制。天然气实际上是一种多组分气体混合物,而当前的研究主要针对单组分或双组分单可凝气体开展,需进一步研究更多组分气体在超声速流动条件下的凝结相变过程,明确多元混合系统中不同可冷凝组分之间的相互作用机理,丰富对多组分气体凝结机理的认识。例如,将超声速旋流分离技术应用到天然气脱酸气时,必须对天然气中H2S 和CO2气体在超声速喷管内的凝结特性进行研究,探讨凝结过程中H2S和CO2之间的相互影响机理。
(2)研究凝结液滴的运动特性和碰撞聚并机理。液滴的大小和分布对高速膨胀流场有很大的影响,尽管当前的许多研究已使用DPM 方法获得液滴的运动轨迹,但是在模拟中作出了许多假设,例如忽略了液滴的聚并和碰撞。此外,颗粒出现的位置及尺寸并不是基于凝结过程研究所得数据,而是假定的参数,与真实情况存在较大差异。因此,需在超声速旋流流动凝结特性研究的基础上,进一步研究凝结液滴在超声速旋流场内的运动规律,并明确不同液滴之间的碰撞与聚并机理,以评价超声速旋流分离装置对易凝组分的脱除效率。
(3)探索提高凝结效率和降低能量损耗的方法。尽管超声速旋流分离装置在脱水、脱重烃等领域取得了一定的效果,但是在应用过程中发现喷管的凝结与液化效率较低,同时也存在着激波问题带来的二次蒸发与能量损失等问题。下一步工作可以从添加外界核心、对比不同喷管结构、不同旋流器位置、多级制冷设计、避免二次蒸发现象等方面开展系统的研究,提出有效提高Laval喷管制冷与液化效率、减小能量损失(节能)的方法,促进超声速旋流分离技术多元化的工业应用。
猜你喜欢
节能技术(2022年4期)2022-11-08
军民两用技术与产品(2022年2期)2022-06-01
凤凰动漫(军事大王)(2022年1期)2022-04-19
北京航空航天大学学报(2021年7期)2021-08-13
生物工程学报(2020年7期)2020-07-29
空军工程大学学报(2020年3期)2020-07-13
物理实验(2019年12期)2019-12-30
中南大学学报(自然科学版)(2019年7期)2019-08-13
山东工业技术(2016年15期)2016-12-01
北京航空航天大学学报(2016年6期)2016-11-16
