非常规天然气液化研究进展
2021-04-17 03:56林文胜许婧煊顾安忠
制冷学报 2021年2期
林文胜 许婧煊 高 婷 顾安忠
(上海交通大学制冷与低温工程研究所 上海 200240)
近年来,非常规天然气的开发和利用蓬勃发展。澳大利亚的煤层气、美国的页岩气均已成为各自国家天然气生产的重要组成部分,尤其是后者,直接导致美国从天然气净进口大国转变为净出口大国,从而深刻改变了国际能源体系。
非常规天然气可以分为两个大类。一类是指由于各种原因在特定时期内无法用常规技术开采的天然气,主要指以煤层气(coalbed methane, CBM)、页岩气、致密砂岩气、天然气水合物、水溶气、无机气、浅层生物气等形式贮存的天然气。虽然其成因、成藏机理与常规天然气不同,但它们都是蕴藏在自然界中真正“天然”的燃气。另一类则是通过人工手段将煤、石油等原料气化得到的燃气,或者炼焦、合成氨等工艺过程副产的燃气。该类气体本身或将其进一步甲烷化后得到的混合气体,都是以甲烷为主要成分的燃气,与天然气的组分有相似之处,也被视为非常规天然气,其中经过甲烷化工艺得到的气体还被称为合成天然气(synthetic natural gas, SNG)。
非常规天然气也可以像常规天然气一样,通过液化得到液化天然气(liquefied natural gas, LNG),使其体积缩小至气态时的约1/600,从而使其储运变得更加便捷。但非常规天然气除甲烷以外的其他组分构成同常规天然气存在明显差异,这也导致非常规天然气液化在杂质去除、流程结构、安全性考虑等方面有很多新的特点。
近年来国内外对非常规天然气液化的研究较多。本文将针对在国内外关注最多的煤层气液化和国内备受关注的煤制燃气、合成氨尾气液化,介绍相关研究进展。
1 煤层气液化
煤层气是与煤矿伴生的以甲烷为主要成分的混合气体,对其开发利用具有重要的经济效益和社会效益[1-2]。煤层气利用至少具有如下3个方面的重要价值:1)提供一种清洁高效的能源;2)减少温室气体排放,保护生态环境;3)预防和避免瓦斯事故,促进煤矿安全生产。
笔者早些年对煤层气液化研究进展进行过综述[3],近年来相关技术又有较大进展。
1.1 不含空气煤层气液化流程
地面抽采的煤层气没有混入空气,其成分中甲烷含量很高,乙烷以上烃类含量很低,属于典型的贫气。原则上,LNG工业中成熟的流程均可适用于煤层气液化,但煤层气作为贫气这一重要特征使其自身无法为流程提供制冷剂,导致大型装置倾向于采用级联式流程。
1.1.1 大型液化工厂
世界上以煤层气为气源的大型LNG工厂均在澳大利亚,最有代表性的产业园区位于昆士兰州的Curtis岛。澳大利亚各地开采的煤层气通过管道送达该岛。岛上建设了Queensland Curtis LNG(QCLNG)、Gladstone LNG和Australia Pacific LNG三个LNG项目,产能分别为8.5 Mt/a、7.8 Mt/a和9.0 Mt/a,每个项目均由2条LNG生产线构成。各项目均采用了LNG工业中经典的ConocoPhillips优化级联式流程,采用丙烷、乙烯和甲烷三级蒸气压缩式制冷循环。实际采用的流程跟经典流程相比略有变化。以QCLNG项目为例,该项目2014年底投产,是世界上第一座以煤层气为原料气的大型LNG工厂。该项目流程如图1所示[4],与经典流程的主要差异是采用了“2线合1”的设计,即每条生产线的丙烷、乙烯和甲烷压缩机组均分为2套机组并联,但共用三级冷箱。该设计保证了整个工厂可以实现0~100%负荷调节;即使1条生产线关机,也能实现30%~60%的产能。

图1 QCLNG的优化级联式流程
大型煤层气LNG工厂采用级联式流程是一个显著特征,主要原因在于制冷剂供应。大型LNG工厂可能用到C1~C5烷烃作制冷剂,且一般均在天然气中自行分离获得。而煤层气的组分制约了其分离获得这些制冷剂的能力,除C1以外的制冷剂需要外购。这也是级联式流程被认为更适合煤层气液化的最主要原因,因为级联式流程可以用乙烯代替市场上较难大规模获得的、价格昂贵的高纯乙烷,只需购买乙烯和丙烷两种易于购买的制冷剂。迄今世界上所有以煤层气为原料气的LNG工厂(均在澳大利亚)均采用了该种丙烷-乙烯-甲烷级联式流程。
该装置在技术上的特点还包括:
采用高效航改型燃气轮机。每条LNG生产线采用6台LM2500+G4航改型燃气轮机来驱动制冷压缩机,与“2线合1”的系统设计相契合。该燃气轮机可靠性高,热效率高(可达39%以上),可变速运转,既增加了流程的操作灵活性,又可省去常规单轴燃气轮机需要配置的大型变频驱动启动马达,启动速度也更快。
燃气轮机进气冷却。这是世界LNG工业中第一个采用燃气轮机进气冷却的案例。由于夏季气体密度变小,按额定吸气体积流量工作的燃气轮机出力会明显低于冬季。Curtis岛夏季温度较高,燃气轮机进气冷却可以使燃气轮机的动力输出在全年均保持在较高水平,减少产能的季节性波动。据测算,此项技术可使LNG年产量提高约8%。
在QCLNG项目中,液化流程只在经典流程上有所改进。但这并不意味着大型煤层气液化没有新的问题。煤层气通常属于贫气,即主要成分为甲烷,C2+烃类含量很少,其他成分主要为N2和CO2。这样的组分使煤层气液化具有如下特点[5]:
1)脱氮单元。QCLNG项目原料气设计含氮量为1%~5%,因此有必要设置脱氮装置以保证产品的高品质。该项目设置的脱氮单元充分考虑了与液化过程的结合,提高了流程效率和对原料气中氮含量大幅波动的适应性。
2)脱酸单元。由于煤层气几乎不含H2S,脱酸单元的设计可以只考虑CO2脱除,在设备简化的情况下达到良好的脱酸效果。
3)低热值。因煤层气可燃成分几乎只有甲烷,导致其热值较低,甚至会低于一些国家要求的管道天然气最低热值要求。这可能使煤层气生产的LNG在市场上只能以较低价格销售。
3)天然气凝液(natural gas liquids, NGL)分离。由于煤层气C2~C5含量很少,所以煤层气液化工厂会倾向于取消LNG工厂常见的NGL分离设施。由此带来的好处是可以简化流程,减少投资和占地;缺点是会带来经济上的负面影响,因为NGL通常比LNG价格更高。
4)C6+重烃脱除。有研究[6]提出警示,虽然贫气C2~C5含量很少,但C6+重烃类(含长链烷烃和芳香烃类)组分并不比常规天然气少,甚至可能更多。这类重烃如果存在必须脱除,而且其脱除过程比常规天然气更为复杂。
1.1.2 小型液化装置
与国外煤层气液化工厂考虑煤层气大规模集输不同,国内煤层气液化工厂通常只能收集较小范围内的煤层气。因此,国内煤层气液化装置通常是小型的,甚至是撬装式的。
针对偏散气源的开发,Sun Zhaohu等[7]研制了一系列风冷可移动式煤层气液化装置,可满足10 000~100 000 Nm3/d液化需求。压缩机设备单元包括预冷和主冷两套主机系统,均为开启式螺杆制冷压缩机。预冷级采用R22或丙烷作为制冷剂,主冷系统采用多元混合制冷剂。所有设备包含主冷和预冷压缩机、配套空冷器以及预冷换热器等设备均整体组装在一个撬体上,具备良好的机动性能。对于该型液化装置,在原料气压力为0.7 MPa时装置的液化量约为12 000 Nm3/d,而当原料气压力为1.3 MPa时,最大液化量则超过15 000 Nm3/d。系统最小比功耗为0.54 kW·h/Nm3,折合为消耗15.3%的甲烷即可液化剩余84.7%的甲烷气体。该类撬装混合制冷剂低压液化装置尤其适合煤层气等偏散气源的液化集输等场合。以多套撬装液化装置在区域内集群使用,可以发展分布式柔性液化集输模式。
陈仕林等[8]在上述基础上提出了一种改进的适合煤层气撬装液化装置的新型混合工质制冷剂液化流程,如图2所示。对原料气进行预冷后,利用低温将原料气中杂质析出,然后吸附进入第一显热换热器/第二显热换热器中,并进行脱除;利用原燃料气进行复温吹洗,第一显热换热器与第二显热换热器交替运行。装置使用油润滑螺杆压缩机驱动,提出了混合工质制冷剂节流制冷机结构,实现润滑油与制冷剂的深度分离。冷箱结构采用板翅式换热器与微细管结构绕管式换热器相结合的优化方式。研制的煤层气撬装液化试验样机运行测试结果表明,该装置最小比功耗为0.612 kW·h/Nm3。
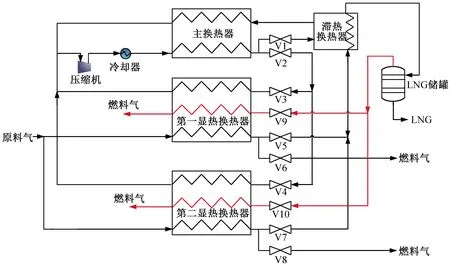
图2 煤层气液化装置流程图
崔勋杰[9]介绍了国新能源集团在山西阳泉建设的一座具有调峰储气功能的LNG工厂。该工厂原料气为煤层气,处理量为5×105Nm3/d。液化采用混合制冷剂循环提供所需冷量。在重烃分离器中分离液烃后的净化煤层气从分离器顶部流出,返回冷箱中继续深冷至-162 ℃,当净化气中氮气含量较低时,液化煤层气可直接节流至0.012 MPa后进入储罐储存。若净化煤层气中的氮气含量高于2%,液化煤层气需进入脱氮塔进行脱氮。装置实际运行表明,脱氮单元可将液化煤层气含氮量从2.73%降至0.96%。
小型LNG装置无需考虑自行提取制冷剂,因此煤层气作为贫气这一特征对于小型装置并无重要意义。不含空气煤层气小型液化装置通常可直接采用常规天然气液化流程。关于小型常规天然气液化流程和装置的研究已较多,本文不再赘述。
1.2 含空气煤层气液化流程
在中国,大量煤层气是在煤炭开采过程中在井下抽采的,抽出的气体俗称矿井气。这种煤层气由于混入了空气而含有大量的氮和氧,甲烷含量一般很低,有些只有30%甚至更低。出于安全性和LNG产品品质两方面要求,氧、氮必须加以脱除。
1.2.1 精馏脱除氧氮的液化流程
直接将含空气煤层气引入低温液化精馏的方案具有流程简单、无需前置脱除设施、可同时脱除氧氮两种组分等优点,因而获得研究人员的大量关注。
Li Q.Y.等[10]构建了含空气煤层气氮膨胀液化精馏流程,并对含氧煤层气的液化精馏全过程的爆炸极限进行了计算,流程如图3所示。结果表明煤层气中甲烷浓度在压缩、液化及节流过程中均高于爆炸上限,操作过程安全性较高。但在精馏塔顶部甲烷浓度开始低于爆炸上限而导致精馏过程存在安全隐患。若使甲烷浓度在冷量回收过程中高于爆炸上限,需要采取降低塔底采出量的方法提高冷凝器出口处杂质气体中的甲烷含量。但该方法会降低甲烷回收率。对于氧含量较高的煤层气,建议首先将氧粗脱至2%以下,然后再通过调整精馏塔塔底采出量来控制塔顶杂质气体中甲烷含量,使其在整个液化及精馏流程中始终高于爆炸上限,才能安全可靠地通过低温精馏分离氧/氮获得较高的甲烷回收率。

C冷却器;E膨胀机;H加热器;HEX换热器;K压缩机;T精馏塔;VLV节流阀;Q热量;W功。
Cui Gan等[11]构建了一个基于混合制冷剂循环的液化-精馏流程,流程考虑了回收分离出的低温氧氮气流的冷量。根据安全性分析结果,在精馏塔顶部有爆炸的可能性为预防爆炸,在精馏塔中加入氮作为稀释剂,并优化了加入氮的流量和入口位置。根据模拟结果,考虑安全措施后LNG中甲烷纯度基本不受影响,甲烷回收率降低了近6%,单位能耗增加了38%。
陈金华等[12]研发了低浓度煤层气深冷液化制取LNG中试装置,主要针对煤矿区抽采的CH4含量25%以上的低浓度含氧煤层气。原料煤层气经过主动抑爆装置阻火并脱除较大固体尘埃后进入主流程处理,主要包括原料气压缩、净化、液化与分离3个工序。液化与分离工序在液化冷箱中进行,为本装置的核心工序,所需冷量由混合冷剂循环系统提供。作者还建立了三参数耦合爆炸试验系统,以考察煤层气在装置设计条件下的安全特性。郝宇等[13]具体介绍了该中试装置和爆炸试验系统的一些细节。该中试装置建在重庆松藻煤电有限责任公司逢春煤矿670风井矸石山场地,煤层气处理量为4 800 Nm3/d。装置连续运行期间,原料气中摩尔分数为:CH4(29%~31%),O2(14.72%~14.09%),N2(55.74%~54.31%),CO2(0.54%~0.6%)。LNG产品甲烷纯度达99.10%,甲烷回收率达98.75%,产品单位综合电耗为2.8 kW·h/Nm3,LNG产量为1.1 t/d。该低温液化特殊环境爆炸试验系统容积为20 L,可进行不同温度(-140~-180 ℃)、压力(0.3 MPa)和不同CH4摩尔分数(0.3%~99%)的三参数耦合试验。试验获得液化分离阶段发生爆炸的最小点火能量约为4.2~500 mJ,远大于常温常压下甲烷摩尔分数为9.5%时的最小点火能量0.28 mJ。此外,肖露等[14]为解决气源参数波动较大对制取LNG装置的负面问题,还依托该中试装置平台进行了液化冷箱系统的运行试验,发现气源参数变化对LNG产品纯度影响较小。在前述中试装置中使用了螺杆式压缩机。甘海龙[15]具体介绍了新型喷油螺杆压缩机在煤层气制LNG中的应用,指出新型喷油螺杆压缩机可以克服活塞压缩机泄漏量较大、常规喷油螺杆压缩机排气中油含量超标的问题。
在精馏脱除氧氮的液化流程研究中,大多数都指出了CH4-O2混合物带来的安全性问题,并尝试提出解决方案。但有学者认为,这些安全性分析都是基于宏观层面的,例如精馏塔某一个断面的宏观参数,实际上很难保证其中任何一个局部均处于安全区域。若为确保安全留出足够大余量,又会显著影响流程经济性,有时甚至没有更大的安全余量可以提供。相对于此,在进入液化流程之前先脱除氧气则是具有本质安全的选择。
1.2.2 前置脱氧的液化流程
在进入低温段之前进行前置脱氧有多种方法,通常不属于制冷范畴,在此不加赘述。前置脱氧要增加脱氧设备和运行能耗,但可确保流程安全性,且脱氧并进一步脱碳后,低温段只需处理CH4-N2混合物,处理量的减少可以使低温段能耗低于精馏脱除氧氮的液化流程。
范庆虎[16]介绍了杭氧石化开发的针对常规天然气、含氧氮煤层气和含氮煤层气的几种撬装式液化工艺。其中针对含氮煤层气HYSMR-I工艺设计,采用单级混合冷剂制冷流程,是一款集天然气净化、液化和低温精馏于一体的LNG成套工艺包,具有效率高、能耗低、动设备少、操作稳定等优点,适用于处理量为1×104~100×104Nm3/d的含氮煤层气液化装置。
Chen Shuangtao等[17-18]基于克劳特循环建立了含氮煤层气液化流程,分析了分流膨胀气比例、压缩机出口压力对系统性能参数的影响。结果表明,煤层气中氮含量的提升会降低系统性能。进而提出了用膨胀机代替部分节流阀并置于低温换热器前的新循环。研究发现在压缩机出口压力低于4 MPa时,低压态新循环的系统性能参数优于克劳特循环;在压缩机出口压力高于4.0 MPa时,高压态新循环的系统性能参数优于克劳特循环。
Gao Ting等[19-22]针对4种经典流程:带丙烷预冷的氮膨胀循环(C3-NEC)、氮膨胀循环(NEC)、带丙烷预冷的混合制冷剂循环(C3-MRC)及混合制冷剂循环(MRC),考察了氮含量(0~70%)对含氮煤层气液化流程的选择、参数设置以及最终的系统性能的影响。在此基础上,提出了液化-精馏相结合的一体化流程,将液化和精馏两个部分进行能量的匹配和利用:塔顶冷凝器冷量由液化流程中的制冷循环提供;塔底再沸器的热量可由合适温位下的煤层气提供,同时可将煤层气冷却;精馏塔顶分离出的冷氮气重新引入液化流程中提供冷量。Lin Wensheng等[23]对上述流程的传热不可逆性进行了详细的对比。混合制冷剂液化-精馏一体化流程(L-D-MRC)如图4所示。

C压缩机;CD冷凝器;HEX换热器;MIX混合器;MR混合制冷剂;RB再沸器;T精馏塔;V气液分离器;VLV节流阀;WC水冷器;Q热量;W功。
Lin Wensheng等[24]还对先采用吸附分离氮气后再对甲烷进行液化的吸附-液化流程进行了分析,探讨了利用吸附过程余压的方案。李伟杰[25]对吸附-液化流程余压利用进行了进一步研究。
1.3 相关基础研究
除了煤层气液化流程外,也有一系列相关基础研究成果的报道,主要包括含空气煤层气的低温燃烧爆炸特性、吸附分离、杂质溶解度等。因为国外对含空气煤层气液化的关注较少,所以这些基础研究基本是由国内学者完成的。
低温燃爆特性研究。Li Zhenming等[26]搭建了测量低温可燃气体燃烧极限的实验装置,开展了150~300 K温度区间甲烷/氮混合物在空气中的燃烧极限测试。结果显示,随着初始温度降低,混合物上可燃极限(upper flammability limits, UFL)降低,下可燃极限(lower flammability limits, LFL)升高,因而临界可燃比(critical flammability ratio, CFR)减小。当混合物中氮组分增加时,UFL的变化比LFL的变化更为敏感。研究还显示,采用带温度项的高阶Le Chatelier公式对LFL和UFL的预测与实验结果吻合较好。崔淦等[27-28]介绍了低温条件下煤层气爆炸极限测试实验,采用常温下常用经验公式与低温实验数据进行了对比,结果显示误差较大,若在液化流程设计中直接采用这些经验公式可能带来风险。
吸附分离研究。近年来有关CH4/N2和CH4/N2/O2吸附分离的研究中涉及的吸附剂包括碳分子筛(carbon molecular sieve, CMS)、活性炭、沸石分子筛和新型金属有机骨架材料(metal organic framework, MOFs)等,其中CMS相比活性炭和改性活性炭体现出更好的分离提纯效果[29],而MOFs因其吸附性能随温度和压力变化敏感的特性引起较多关注[30]。需要注意的是,虽然有关于CH4/N2/O2吸附提纯CH4的研究报道,但对含氧煤层气进行吸附分离时,吸附材料的微孔结构很难避免局部组分进入爆炸极限,实际使用的安全性存疑。
含氮煤层气液化时,流程中液体温度可能明显低于常规LNG的温度,组分中也会有较多氮成分,这两者都可能导致CO2在液相中的溶解度降低,常规LNG工厂执行的CO2净化标准是否满足含氮煤层气成为一个问题。鉴于此,Gao Ting等[31]搭建了用于测试CO2低温溶解度数据的静态色谱分析法固液相平衡实验装置,并使用该实验装置得到了在低温温区内CO2在多种比例的CH4/N2混合溶液中的溶解度数据。结果表明,相同温度下,CO2溶解度随含氮量的变化较小,但CO2溶解度随温度的降低急剧下降。若含氮煤层气液化流程在设计中需要进入较低温度区间,则CO2净化指标需要比常规LNG更加严格。
2 含氢甲烷液化
合成天然气(SNG)一般指采用褐煤等劣质煤为原料,通过煤气化、一氧化碳变换、酸性气体脱除、高温甲烷化工艺生产的代用天然气。主流的Lurgi-鲁奇固定床甲烷化工艺和TREMP-托普索甲烷化工艺生产的SNG中,CH4>75%、H2<5%(摩尔分数),其余组分为N2、CO、CO2等[32]。
焦炉煤气(coke oven gas, COG)是指炼焦厂在生产焦炭过程中产生的大量以甲烷-氢为主要有效成分的副产品。焦炉煤气的典型组分(摩尔分数)为:H2(55%~60%),CH4(23%~27%),CO(5%~8%),CO2(1.5%~3.0%),N2(3%~7%),O2(<0.5%),C2H4(2%~4%)[33]。
合成氨尾气是指在化肥工业中,合成氨生产过程中产生的尾气,包括合成(塔后)放空气和氨罐弛放气。合成氨尾气中的主要有效成分也是氢和甲烷,其中放空气含有约 H2(50%)/CH4(15%),弛放气含有约 H2(26%)/CH4(14%)(摩尔分数),其余组分为NH3、N2和Ar。
与常规天然气液化流程相比,氢的存在使含氢甲烷液化面临新的挑战。一方面,LNG产品中氢的允许含量极低;另一方面,由于氢的物性与甲烷差异巨大。这两方面因素决定了含氢甲烷液化时必须考虑氢的脱除,同时液化流程结构也面临相应调整。
2.1 合成天然气液化流程
Lin Wensheng等[34]对SNG液化及脱氢流程进行了深入研究,考察了适用于常规天然气液化的氮膨胀循环、混合制冷剂循环以及AP-X流程在液化SNG液化流程中的应用,其中混合制冷剂循环的流程如图5所示(图中符号含义与图4相同)。对比分析了采用直接闪蒸、精馏、闪蒸和精馏结合等方式分离SNG中含的氢组分的能耗。结果显示,常规天然气的液化流程能够用于液化SNG,只是需要增加15%~20%的能耗。对氮气膨胀液化流程、混合制冷剂液化流程以及AP-X液化流程模拟表明,氮膨胀液化流程能耗最高,但流程简单、启动快、设备少,适用于小规模的液化装置;混合制冷剂液化流程能耗较低,流程也较为简单,但制冷剂的配比较为困难,适用于中小规模的液化装置;而AP-X液化流程最为复杂,设备最多,但能耗低,适用于大规模的液化装置。通过直接液化SNG闪蒸分离氢气,只能得到氢气含量约0.3%的产品,产品的温度也因氢气的存在而比纯甲烷低约8 ℃。此外,原料气中的氢气含量对流程液化率的影响显著。因此,若需要生产低氢含量的LNG产品,还需要采取精馏等措施将氢气分离。进而提出了一种精馏与闪蒸相结合的分离方法从SNG中分离氢气并生产LNG的流程,在相同的操作参数下,该方法的液化率高于仅采用精馏分离的方法,而单位能耗比其他几种对比流程低7%~10%。各流程节流前LNG有足够过冷度,节流得到LNG产品时,蒸发气(boil-off gas, BOG)的产生几乎为0。
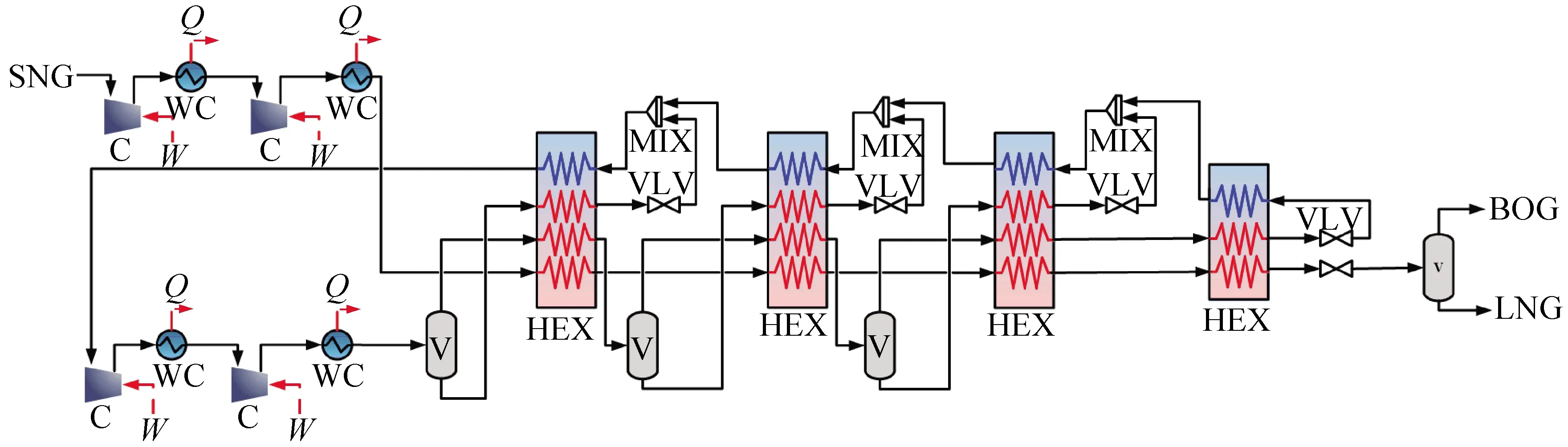
图5 SNG混合制冷剂液化分离流程
M.A.Qyyum等[35]按接近TREMP甲烷化工艺将SNG作为CH4(84.42%)+H2(3.20%)+N2(12.38%)的三元混合物,对单混合制冷剂(single mixed refrigerant, SMR)流程进行了一些细节变化的研究,并考虑了蒸发气冷能回收,得到了能耗较低的流程,流程图如图6所示,采用闪蒸方式分离氢气和氮气的流程能耗为0.415 9 kW·h/kg LNG。但该文存在的一些问题使该采用精馏塔的分离液化流程在实际工程中无法运行。如该流程中冷凝温度为-191.9 ℃,这样的低温在精馏塔中接触甲烷应该会导致甲烷结晶,流程实际无法生产LNG。为了降低SNG生产LNG过程的能耗,M.A.Qyyum等[36]还提出先采用膜分离去除低沸点H2、N2后再对CH4进行液化的流程。
近年来,一些从煤气化之外的途径制取SNG并对其进行液化生产LNG的设想陆续被提出。
A.S.R.Subramanian等[37]提出了一种将废旧轮胎气化制取SNG,并经净化、甲烷化后采用SMR循环将SNG液化的流程,具体分析了无CO2捕集与封存(carbon capture and sequestration, CCS)、燃烧前CCS、燃烧前+燃烧后CCS三种方案的热力学特性、经济性和环境影响特性。采用CCS的方案可以达到CO2近零排放。所生产LNG的成本在特定的鼓励可再生方式制取天然气的政策条件下有一定竞争力。该流程没有考虑甲烷化后的脱氢,但一般来说,甲烷化很难做到全部氢被转化掉。
L.Barelli等[38]提出了电转SNG并液化的概念。针对可再生能源(如风能)高峰时发电过剩的现象,将多余电力用于固体氧化物电解水制氢。鉴于氢气储运密度太低且危险性较高,引入相邻项目捕集的CO2将H2转化为SNG。SNG经脱水、低温精馏脱碳、低温精馏脱氢等过程后,得到LNG产品。精馏脱氢分离出的气相部分H2/CH4被送往固体氧化物燃料电池生产电能和热能。整个流程实现了很好的能量整合,但采用低温精馏脱除CO2的设计在工业上较少应用,需要对过程参数有很好的控制。
2.2 焦炉煤气液化流程
作为焦炭生产大国,中国进行了大量有关焦炉煤气液化的研究,而相关研究在国际上并不多见。
张惊涛[39]提出了采用变压吸附(pressure swing adsorption, PSA)分离焦炉煤气中的甲烷后,液化生产LNG的工艺。主要步骤包括:焦炉煤气经过脱萘、苯和焦油,MDEA脱碳,变压吸附富集甲烷分离出合成气,富集的甲烷液化制得液化天然气产品。
相对于PSA实现CH4/H2分离后生产LNG的做法,将COG先甲烷化生成SNG后再液化生产LNG是更主流的做法,因为甲烷化可以将大部分H2转化为CH4,增加LNG产量。
王芳[40]对国内多个COG制LNG项目进行了简介,指出COG产量和成分的波动是COG液化装置设计时应特别重视的问题。
周飞等[41]介绍了贵州黔桂天能焦化有限责任公司5×104Nm3/h焦炉煤气制LNG项目,该项目采用混合制冷剂循环+氮气膨胀循环的闭式液化工艺。对影响COG制LNG流程甲烷回收率的因素进行了分析。结果表明,分氢罐操作温度对甲烷回收率的影响最显著,提高甲烷回收率的关键在于降低分氢罐操作温度。在实际运行中,利用该研究结果提高了装置的甲烷回收率。
彭明扬[42]介绍了某焦化厂8亿m3/a焦炉煤气深冷分离制LNG项目。该项目采用溴化锂预冷+混合制冷剂循环+氮气循环的联合制冷工艺,再利用双塔低温精馏技术实现焦炉煤气甲烷化后富甲烷气的液化与分离制取LNG产品。预冷部分利用甲烷化工艺副产的热水为溴化锂吸收式制冷机组提供热源,减少了后继制冷过程的能耗。主要冷量由混合制冷机循环提供,MR的组成包括氮气、甲烷、乙烯、丙烷和异戊烷。氮节流制冷循环可以为装置提供-185 ℃冷量,为低温精馏部分提供回流冷源,提高甲烷提取率。装置工艺流程图如图6所示。

C压缩机;E换热器;T精馏塔;V气液分离器。
周航[43]介绍了徐州易高中泰新能源有限公司将焦化工厂部分对空排放焦炉煤气进行收集,通过预净化、精脱硫、甲烷化、深冷液化等工序生产出合格LNG产品的工程实践。装置按COG处理量为37 500 Nm3/h设计,LNG产量为60 000 t/a。液化精馏部分采用混合制冷机循环+双塔精馏的技术流程。
除了PSA分离CH4/H2后生产LNG、COG甲烷化后生产LNG两种方案外,还可以采用CH4/H2直接液化分离生产LNG和氢气的流程。Lin Wensheng等[44]提出了一种氮膨胀制冷实现COG分离并制取LNG的流程。经氮膨胀循环冷却后的COG,节流后进入精馏塔。在精馏塔中实现分离后,塔底液体产品作为产品LNG输出,塔顶富氢气体回收冷量后离开流程。流程的液化和精馏部分实现了较好的能量整合,精馏塔再沸器所需热量由氮膨胀循环中的氮气提供,既满足了再沸器的热量需求,又使膨胀前氮气温度降低,膨胀后可提供更多冷量。作为对比,也对不采用精馏的流程进行了分析。在研究涵盖的氢含量和甲烷回收率范围内,流程比功耗大致在0.6~0.8 kW·h/Nm3。因为要考虑甲烷和氢的分离,这一能耗略高于正常天然气液化流程。
针对焦炉煤气和合成氨尾气这些氢气与甲烷占比相当的混合物来说,同时提取两种液态产品可以避免甲烷化等复杂的化学变化流程,且可以为正在到来的氢能经济提供液氢,可能成为更加经济高效的选择。Xu Jingxuan等[45-46]提出了利用氦膨胀和氢膨胀两种从焦炉煤气中同时生产LNG和液氢的流程,其中采用氢膨胀的流程如图7所示(图注中未说明的其他符号含义与图4相同)。将焦炉煤气压缩后,送入高温级氢/氮膨胀制冷循环,降温并部分液化后送入精馏塔中。之后的冷量由低温级氢膨胀制冷循环提供。由精馏塔底部排出的LNG经LNG过冷器进一步冷却后节流降压,送入LNG储罐储存。由精馏塔顶部排出的氢气依次进入第一正仲态转化器、氢液化器、第二正仲态转化器并节流降压后,送入液氢储罐中储存。低温级氢膨胀制冷循环分两个支路。一个支路为精馏塔冷凝器、第一正仲态转化器和LNG过冷器提供冷量;另一个支路为第二正仲态转化器和氢液化器提供冷量。

CON正仲态转化器;E膨胀机。
2.3 合成氨尾气液化流程
与COG液化类似,中国进行了大量有关合成氨尾气液化的研究,相关研究在国际上较少。
利用合成氨尾气制LNG在国内已经有过成功的尝试,如甘肃金昌集团投产的合成氨系统废气综合利用制液化天然气(LNG)项目[47],生产出了合格LNG产品。该项目是将合成系统氢回收后的尾气通过深冷工艺分离,提取其中CH4,制得LNG产品,供当地公交车辆、出租车使用。姜传福[48]介绍了一个对合成氨尾气进行低温精馏生产LNG的流程,如图8所示。分离出的富氢气体送回合成氨装置做为原料气使用,从精馏塔底得到的液体即为产品LNG。陈志云[49]介绍了山西晋丰煤化工公司合成氨尾气联产LNG的工艺流程。液化分离所需冷量由氮膨胀循环提供。高压混合气被冷却至-160 ℃进行气液分离。气相以氢为主;液相减压后进入精馏塔,塔顶气相主要为氮、氩,塔底得到LNG产品。相关文献一般均止步于简单的系统参数介绍,没有深入的分析。

1合成氨压缩机;2等压氨回收装置;3氨洗塔;4吸附器;5、6板翅式换热器;7塔前分离器;8、10复热换热器;9甲烷精馏塔;11 LNG储罐;12 LNG成品泵。
2.3 相关基础研究
与含氢甲烷液化相关的基础性研究主要包括物性计算、气液相平衡等方面。
A.Haghtalab等[50]提出了一种改进P-R方程,新方程对大量纯物质和包括LNG、SNG凝液在内的混合物气液相平衡相关参数计算有良好的精度。Lin Wensheng等[51]基于静态分析法对100~130 K、常压~3.5 MPa范围内CH4/H2混合物进行了相平衡测定,并采用PR、RK和GERG-2008方程进行了相应计算,发现GERG-2008方程计算结果与实验数据两者吻合良好,而PR、RK方程的计算结果与实验数据存在明显偏差。
3 结论
综上所述,对煤层气、含氢甲烷液化进行的相关研究较为活跃,已经取得了可喜的研究成果。
1)对于煤层气,国际国内关注点差异较大。国际上采用大型装置液化煤层气,主要关注贫气气质条件对流程结构带来的影响。国内则立足于小型装置,较多关注小型撬装式设备,对含氧煤层气的研究尤为活跃。
2)对于合成天然气液化,研究侧重液化-精馏脱氢两部分的能量整合。合成天然气最初基本来自煤气化,国外最新研究成果有来自其它途径的气源,尤其可再生能源富余电力用于“电转SNG并液化”的概念值得关注。
3)焦炉煤气等氢含量较高的含氢甲烷液化在国内已有成功实践,技术路线一般是甲烷化制取SNG后再液化。随着氢能经济的到来,将COG直接液化分离同时制取LNG和液氢两种产品的技术路线应予重视。
4)相对于液化流程,在基础研究方面的研究略显薄弱。在含氧流体安全性、含氢流体相平衡特性、新气源特有杂质的净化及其低温溶解度、高含氮含氢流体传热特性研究等方面的研究仍需加强。
猜你喜欢
江苏安全生产(2022年5期)2022-06-16
中国煤层气(2019年2期)2019-08-27
中国煤层气(2019年2期)2019-08-27
制冷技术(2016年2期)2016-12-01
制冷技术(2016年4期)2016-08-21
华东理工大学学报(自然科学版)(2015年3期)2015-11-07
中国煤层气(2015年6期)2015-08-22
中国煤层气(2014年6期)2014-08-07
化工管理(2014年12期)2014-03-16
汽车零部件(2014年2期)2014-03-11